高压开关设备用辅助开关连杆组合螺钉涂厌氧胶锁紧工艺的设计与应用
2020-07-04张超


摘要:针对高压开关设备用辅助开关连杆组合螺钉锁紧防松工艺存在的问题,提出了辅助开关连杆组合螺钉涂厌氧胶锁紧工艺,通过对组合螺钉拧紧力矩的理论计算及锁紧工艺方案的验证和分析,提高了辅助开关在高压断路器弹簧操作机构中的应用可靠性。
关键词:辅助开关;连杆;组合螺钉;厌氧胶
0 引言
高压开关设备用辅助开关主要由多个单元基板,通过连杆用组合螺钉锁紧连接成一体,辅助开关多应用于高压断路器弹簧操作机构。断路器弹簧操作机构的分合闸操动主要依靠安装在机构上的分断弹簧来提供能量,断路器弹簧操作机构操作时的速度很快,会产生非常大的振动,这就要求配套用辅助开关具有很强的抗震动能力。如果辅助开关连杆组合的螺钉防松能力差,就会出现连杆与组合螺钉松脱的现象,导致开关失效,为此,本文应用了辅助开关连杆组合螺钉涂厌氧胶锁紧工艺来解决这类问题。
1 拧紧力矩的合理性分析
应用涂厌氧胶锁紧螺钉工艺前,要首先确定锁紧螺钉的拧紧力矩,其拧紧力矩T包括由克服螺纹副的螺纹阻力矩T1及连杆螺纹孔端面与组合螺钉垫圈支承面间的端面摩擦力矩T2,采用力矩扳手法施加拧紧力矩时,具体计算如下:
组合螺钉拧紧力矩的计算:
T=T1+T2=KF0 d
式中,K为拧紧力系数(镀锌无润滑为0.22);F0为预紧力(N);d为螺纹公称直径(mm)。
辅助开关使用的组合螺钉规格为M4×10,一般规定拧紧螺栓后螺纹连接件预紧应力不得大于其材料的屈服点α的80%,对于一般连接用的钢制螺栓,推荐预紧力限制如下:
碳素钢螺钉F0=(0.6~0.7)σs As
式中,σs为螺栓材料的屈服点(MPa);As为螺栓公称应力截面积(mm2)。
在辅助开关使用的螺钉组合中,螺钉的执行标准为GB/T 818—2016,材料为普通碳素钢,普遍为20#优质碳素结构钢,性能等级若按4.8级取值,其公称屈服强度σs=320 MPa。
As=(π/4)×(d2/2+d3/2)2
式中,d3为螺纹的计算直径,d3=d1-H/6(mm),d1为外螺纹小径(mm),H为螺纹原始三角形高度(mm);d2为外螺纹中径(mm)。
查阅《普通螺纹基本尺寸》(GB 196—1981),M4螺钉的外螺纹小径d1=3.242 mm,中径d2=3.545 mm,螺距p=0.7 mm,螺纹原始三角形高度H=0.866 025 404p=0.606 217 782 8 mm,所以d3=d1-H/6=3.242-0.606 217 782 8/6=3.141 mm。
由此,螺纹的公称应力截面积As=(π/4)×(3.545/2+3.141/
2)2=8.773 mm2,即F0=(0.6~0.7)σsAs=(0.6~0.7)×320×8.773=1 684.416~1 965.152 N,所以M4组合螺钉的拧紧力矩为:
Tmin=KF0d=0.22×1 684.416×4=1 482.29 Nmm≈1.48 Nm
Tmax=KF0d=0.22×1 965.152×4=1 729.33 Nmm≈1.73 Nm
2 辅助开关螺钉涂厌氧胶锁紧工艺的设计与实现
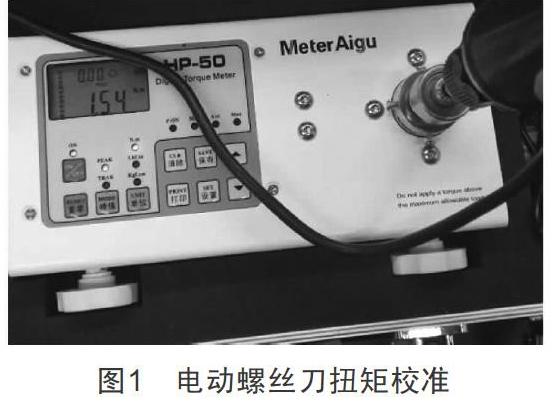
(1)规定好拧紧力矩后,将电动螺丝刀峰值扭矩调到规定扭矩范围内,如图1所示。
(2)厌氧胶选用Loctite(乐泰)263号胶水,该胶水在隔绝氧气的金属密封面间固化,可以防止由于振动或冲击而引起的松动或泄漏,该胶水可以应用到包括惰性金属的所有金属基材上,例如:不锈钢、铝合金、电镀处理过的材料涂层等。同样涂胶工艺下不同材质基材会影响固化速度和破坏扭矩,组合螺钉常用的是镀锌表面处理工艺,基本上72 h都能达到全固状态。Loctite(乐泰)263号胶水应用范围如图2所示,不同基材或电镀涂层固化时间强度对应如图3所示。
(3)分别做4组试验,固化试验时间为72 h,环境温度23 ℃,装配方法如表1所示。
(4)试验方法按照《厌氧胶粘剂扭矩强度的测定(螺纹紧固件)》(GB/T 18747.1—2002)对固化后的螺钉及没有涂胶的螺钉进行破坏扭矩和牵出扭矩测试,试验结果如表2所示。
3 工艺效果及总结
3.1 第一组装配试验结果分析(用原胶头点到连杆装配)
破坏扭矩1.1 Nm左右、牵出扭矩0.7 Nm左右,这种操作方式的缺点是点胶不能完全涂到连杆螺纹间隙内,紧钉时胶容易挤到外面,没有完全填充到螺纹间隙内,填充不充实,达不到涂胶应有的效果。
3.2 第二组装配试验结果分析(用点胶针头适量点到螺钉和连杆螺纹装配)
破坏扭矩2.0 Nm左右、牵出扭矩1.0 Nm左右,这种涂胶形式是用针头进行点胶,能够完全将胶涂到螺纹间隙内,如果涂胶适量,紧钉时胶也不容易挤到外面。固化后破坏和牵出扭矩也比较合适。
3.3 第三组装配试验结果分析(用原胶头点到螺钉装配)
破坏扭矩0.9 Nm左右、牵出扭矩0.7 Nm左右,这种涂胶形式用原胶头点到螺钉装配,紧钉时胶容易挤到外面,没有完全填充到螺纹间隙内,填充不充实,并且螺钉较小,点胶量不好控制,且达不到涂胶应有的效果。情况和第二组试验类似。
3.4 第四组装配试验结果分析(用针头涂满到连杆螺纹装配)
破坏扭矩0.9 Nm左右、牵出扭矩0.1 Nm左右,说明第一组和第三组试验破坏扭矩值与没有涂胶的破坏扭矩值相当,没有起到涂膠的效果,只是牵出扭矩稍大一些,基本起不到防松作用。
4 结语
根据以上试验结果分析可知,第二组试验方法可起到很好的紧固防松效果,按照《低压开关设备和控制设备 第1部分:总则》(GB/T 14048.1)和《电工电子产品环境试验 第2部分:试验方法 试验 Fc:振动(正弦)》(GB/T 2423.10—2008)进行辅助开关震动试验,结果满足标准要求。具体的辅助开关螺钉涂厌氧胶锁紧工艺要点包括:(1)只有紧钉后厌氧胶完全填充到螺纹间隙,与空气隔绝后即可固化;(2)因M4组合螺钉及连杆螺纹孔较小,用原胶头点胶,点胶时涂不到连杆螺纹内,并且点胶量不好控制,容易溢出;(3)用点胶针头点胶能够完全将胶涂到螺纹间隙内,如果涂胶适量,紧钉时胶也不容易挤到外面。此外,还需要进一步完善工艺流程,增加自动化设备,这样才能有效控制涂胶量,提高工作效率,保证辅助开关连杆组合螺钉锁紧防松工艺质量。
[参考文献]
[1] GB/T 18747.1—2002:厌氧胶粘剂扭矩强度的测定(螺纹紧固件)[S].
[2] GB/T 2423.10—2008:电工电子产品环境试验 第2部分:试验方法 试验 Fc:振动(正弦)[S].
收稿日期:2020-05-07
作者简介:张超(1985—),男,辽宁沈阳人,工程师,从事输变电工程设备产品技术研发设计与加工制造工作。
