电梯制造安装过程的焊接工艺控制分析
2020-07-04刘一鸣
刘一鸣
摘 要:随着国家科技、经济水平的不断发展,越来越多的高楼大厦拔地而起,随着高楼的增多,电梯的运用越来越频繁,而在电梯的制造、安装过程中,电梯的焊接工艺控制非常重要,因为焊接质量的好坏,能够直接影响电梯运行的稳定性,所以本文就电梯制造安装过程的焊接工艺控制展开分析,希望对有需要的人有所帮助。
关键词:焊接工艺;焊接质量;电梯制造安装
电梯作为目前各大城市经常使用的特别机械设备,它的发明与使用给人们带来的极大的便捷,不仅可以提高人们的出行效率、还给特殊群体的出行带来了极大的便利。因此在电梯的制造、生产时,需要设计者注重其焊接工艺控制等方面,因为这些才能制造出长时间使用的电梯装置。本文就笔者在电梯厂家多年的工作经验,以此展开相关论述。
一、焊前的焊接试验
1.1电梯制造安装过程中的焊接特点
在电梯或电梯井的焊接的过程中,焊缝往往比较短,并且大多采用现场焊接,所以焊工一般选择焊条进行焊接,这就会造成焊接过程受到多方面的影响,焊接质量有所差别,所以焊工需要严格遵守焊接纪律来保障焊接质量。并且在焊接过程中,焊工需要熟悉的掌握常见的焊接方式如熔化焊、压力焊、钎焊,只有这样才能保证焊接效率。
1.2焊前选定焊接标准
目前我国的GB7588没有对电梯安装制造的焊接工艺制定标准,所以焊工可参考NB/T47014-2011焊接工艺评定。
因为在电梯的制造与安装前,焊工都是需要进行预焊接来进行质量测定,这样可以验证焊接方式是否正确,这时生产方就需要规定具体的焊接材料、焊接部位、焊接方式等来让焊工焊接,这就是所谓的焊工工艺任务书了,通过这种方法来对一家焊接企业进行评判打分,看看他们是够能够满足电梯、电梯井的焊接需要。
1.3焊接试验的合格标准
对于试样焊接完成后的验收,首先应该先进行外观验收,看看是否平整、无毛刺等,然后再通过X射线进行透视监测,看看焊接内部是否焊实、焊密,也可以通过经验丰富的老员工通过敲击的方式进行检测,以NB/T47013-2015标准为例,焊接结果达到Ⅱ级才算合格,之后还需要对焊接部件进行拉伸、180°弯曲、冲击测试,将测试结果制成报告,将报告结果作为指导下面正式生产的参考依据。
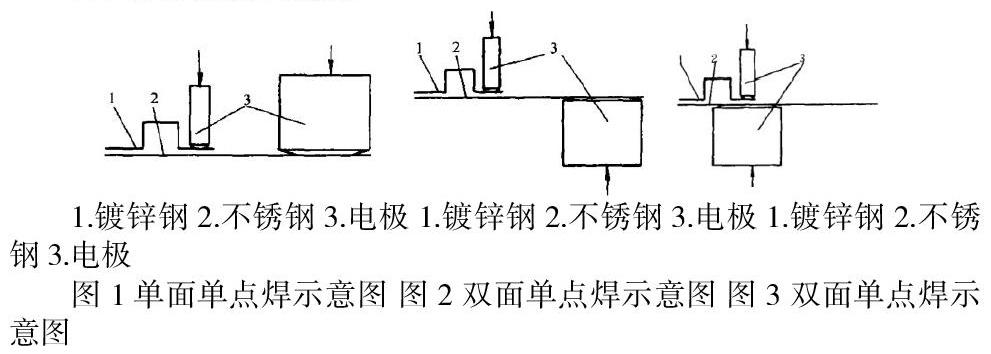
二、电梯不锈钢面板正面无压痕焊接新工艺
目前的电梯生产工艺中,一种名为不锈钢面板正面无压痕焊接新工艺越来越多的被投入使用。我们将焊接板的一面称为正面,这一面焊接过后,显露不出明显的焊接“痕迹”。下面就举出一个成功的案例供大家参考。
在进行不锈钢面板正面无压痕焊接工艺前,需要准备一下焊接物品。
1.交流凸焊机,可以选择200KVA,进行单点的点、凸焊。
2.400KVA单面点焊机。进行单面点、凸焊。
3.36000J或以上的电容储能焊机。
4.电源与自制单面双电机加压装置连接的电容储能焊机。
5.凸点的冲模。
6.锥台形状的铬锆铜电极。
7.不锈钢和镀锌钢板。
针对不同种的焊接方案,用不同的电极压力、焊接电流、焊接时间来进行不同硬度材料的焊接,這些都是通过焊接加压装置、电焊控制器来进行调节的。在焊接过程中不断的对焊接部位进行观察,从板的垂直方向观察焊接表面有没有明显的颜色差别和光滑程度,然后焊工经过经验的积累,可以用焊接部位的颜色以及火花迸溅的方式来实时进行焊接部位状态的了解,焊接完成后通过撞击等破坏性试验进行焊接部位强度的测试。焊接的强度应该满足将焊接部位分开后有足够的纽扣状熔核留在母板上。
三、电梯整体焊接工艺
在电梯的安装制造中,离不开对电梯的焊接。电梯焊接目前所面临的难点主要是在焊接点。在电的焊接中,焊接点很多,其次焊接的方位360°都有,并且对于焊接的要求很多都是全熔透焊接,这就会使得焊接部分容易产生裂纹以及变形。针对这种情况我们可以使用电渣熔嘴焊和双丝双弧焊对称焊接工艺。下面就详细进行这方面的讲解。
3.1技术难点
电梯焊接技术难点大致可分为以下几点:1.焊接位置复杂多变,进行焊接时需要进行焊接处坐标定位以及部件的空间定位。2.电梯的焊接单位主要是以箱型结构,造成焊接节点多,焊接后容易产生形变。3.由于电梯焊接空间大,在焊接前要进行详细的样图设计、焊接工艺以及焊接方向的制作和认证。
3.2技术措施
对于这种体积较大,设备较多的焊接工程需要进行一下措施进行焊接。1.首先是对钢材的选取,因为体积庞大,质量较重,所以要选择高硬度钢材。2.需要进行软件模拟,可以使用CAD绘图工具对整体的结构进行详细标注。3.根据项目的大小情况和焊接需求如结构类型、焊接处的数量、焊接处的形式等选择焊工,工作前还要对焊工进行技术考核,模拟实际焊接过程,保障焊接质量。4.建立完善的工艺编制书、焊接工艺指导书、焊接工艺评定任务书,模拟、预测施工时的焊接问题,提前准备解决方案,并且进行阶段性验收,严格按照焊接工艺评定任务书来进行焊接质量的检查,对于不合格、有缺陷部位实施重新焊接。5.对于焊接流程坚决按照可控制性出发,合理安排焊接顺序,提前对工作环境进行调节,使得焊接产品质量统一。
3.3焊接手段
一般对于电梯的焊接采用的是箱型的立柱和支撑体。通过采用多方位焊接工艺,提高焊接质量,这样还能够减少焊接处出现裂纹。焊接时可以在柱内施加劲板,并且让焊工能够从三个方向进行手动操作和二氧化碳保护,在进行最后一块柱面板焊接后,对于劲板周边的焊缝进行熔嘴电渣焊补焊和对称施焊。
3.3.1 T型位置焊接
通常我们将主焊缝(上面板、侧面板、下面板的焊接)称之为T型焊缝,这只一些经验丰富的焊工会使用埋弧焊还进行高效率、高质量的焊接,因为电梯箱体较厚,所以用传统的埋弧焊不能达到要求,因此要使用更加先进的粉末
埋弧焊,焊接的方法是:先进行翻转90度的主焊缝打底补焊,然后进行双丝双弧焊,最后再将箱体翻转180度进行最后一条主焊缝的焊接。
3.3.2 隔板端板焊接
一般隔板的焊接工艺是针对厚度大于25mm的钢板进行焊接,首先焊工要先使用60~100℃在焊缝两侧100mm内进行火焰预焊,这时应该让钢板背面清根。然后用中间向两端跳焊的方式进行多隔板焊接,最后进行火焰矫正。
四、总结
随着越来越多的电梯投入到我们的生活当中,保证电梯的安装质量以及制造工艺尤为重要,在进行电梯的制造、安装时,设计人员应该先对电梯的使用地点、环境进行考察,然后制定出合理、经济、安全的焊接步骤以及焊接手段,监督人员在电梯制造、安装时,要坚决严格执行焊接标准,不能徇私舞弊,并且在电梯投入使用前要进行运作考核,当这些都满足调节后,才能将电梯正式的投入使用。
参考文献:
[1]李晓延,武传松,李午申.中国焊接制造领域学科发展研究[J].机械工程学报,2017(08).
[2]景武,赵所,刘春晓.基于 DELMIA 的飞机三维装配工艺设计与仿真[J]. 航空制造技术,2018(08).
[3]吴杰,孙刚.DELMIA 系统在航空维修中的应用研究[J].航空制造技术,2017(05).
[4]张辉,孙茜,吴晓瑜.DELMIA 虚拟装配技术在飞机研制中的应用[J]. 航空制造技术,2017(03).
[5]李景新,郑国磊.DELMIA 系统在飞机装配模拟中的应用研究[J]. 航空制造技术,2017(07).
[6]何亮,李书学,董晓军.武汉天兴洲公铁两用长江大桥钢梁制造试制杆件焊接收缩变形控制探讨2018(06).
