厌氧折流板反应器处理工业废水的研究进展
2020-07-01丁江涛
张 娣,丁江涛
(1.国家知识产权局专利局专利审查协作江苏中心,江苏 苏州 215000;2.北京时代桃源环境科技股份有限公司,北京 100096)
1 引言
随着我国经济的快速发展,人们生活水平不断提高,生产生活中产生的废水也越来越多。其中工业废水因排放量大,有毒性,对环境的危害大,造成其处理难度大,处理工艺复杂,处理成本高,是废水处理的难点[1,2]。近几十年来,各国学者在工业废水厌氧生物处理领域开展了科学研究和技术攻关,尤其是对厌氧反应器的开发投入了大量的精力,也取得了很多成果。其中ABR由于其独特的推流式结构和相分离特征,是废水厌氧反应器的研究热点。ABR具有独特的污泥截留能力,即使在较低的水力停留时间下,也能保持很高的微生物停留时间,甚至在不生成厌氧颗粒污泥的情况下,也能使废水得到高效处理[3],而且反应器可将产氢产乙酸和产甲烷过程分离,可显著提高反应器的抗冲击能力和处理效率[4,5]。
2 ABR的结构特点
20世纪80年代,McCarty等开发了ABR。该反应器结合了生物膜反应器和UASB反应器的特点,充分体现了多相厌氧反应器(Stage Multiphase Anaerobic Reactor,SMAR)的思想[6,7]。结构上ABR是在一个矩形反应器内安装一系列垂直的折流板,反应器被折流板分隔成为不同的隔室,当废水沿折流板上下流动时,折流板的分离作用和反应器整体的推流特征可将厌氧过程中产氢产乙酸菌和产甲烷菌分开,不同处理阶段的废水在推流过程中与各隔室污泥充分接触发生厌氧消化反应,去除污染物[8];与此同时,各隔室的污泥接触不同处理阶段的废水,也形成各自的特点,表现出明显的生物相分离特征[9]。
Peng等[10]研究了厌氧折流板反应器中微生物群落的分布情况。他们在中温下采用自配葡萄糖废水启动和运行五隔室的ABR,运行稳定后采用聚合酶链式反应的变性梯度凝胶电泳法分析了各隔室内的微生物种类,发现产酸发酵细菌主要分布在第一、二隔室,产甲烷细菌主要分布在第四、五隔室,证明反应器前后隔室出现了明显的功能区划分。
与其他的厌氧反应器相比,ABR具有很多优点,如表1所示[11]。
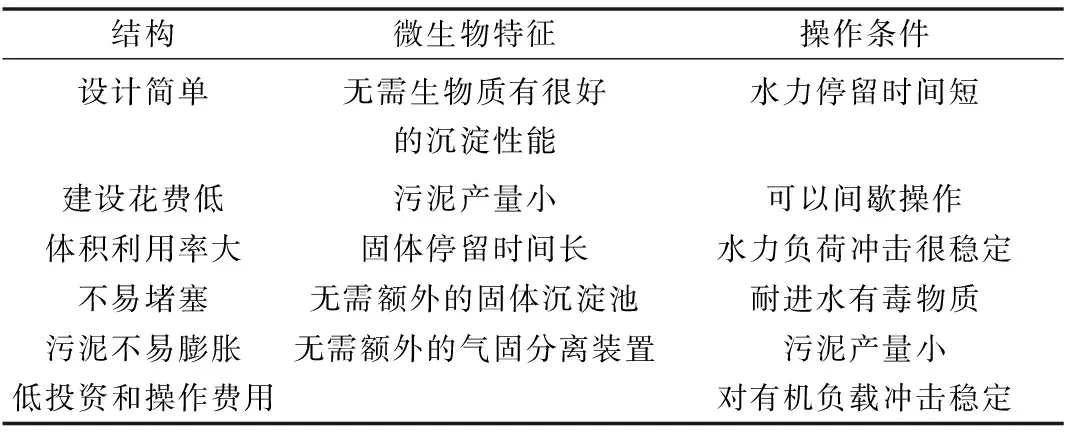
表1 ABR的优点
3 ABR在工业废水处理上的应用研究
ABR由于其良好的固体截留能力及生物相分离特征[12],适合不同浓度废水的处理。在处理各种废水时,采用合适运行方式可以极大的提高处理效率。表2[13]列出了ABR处理不同类型废水时应该注意的问题。
3.1 ABR处理低浓度废水
处理低浓度废水时,为提高处理效率,可采取较低的水力停留时间和较低的温度。Gopala Krishna等[14]用8隔室,总体积为10 L的ABR处理低浓度的混合废水(自制的葡萄糖与溶胶废水,COD为500 mg/L)。在反应温度为20~32 ℃,水力停留时间分别为20、15、10、8、6 h的条件下,COD的去除率均达到88%以上,采用较低的水力停留时间和温度,可提高废水处理量和处理能耗。
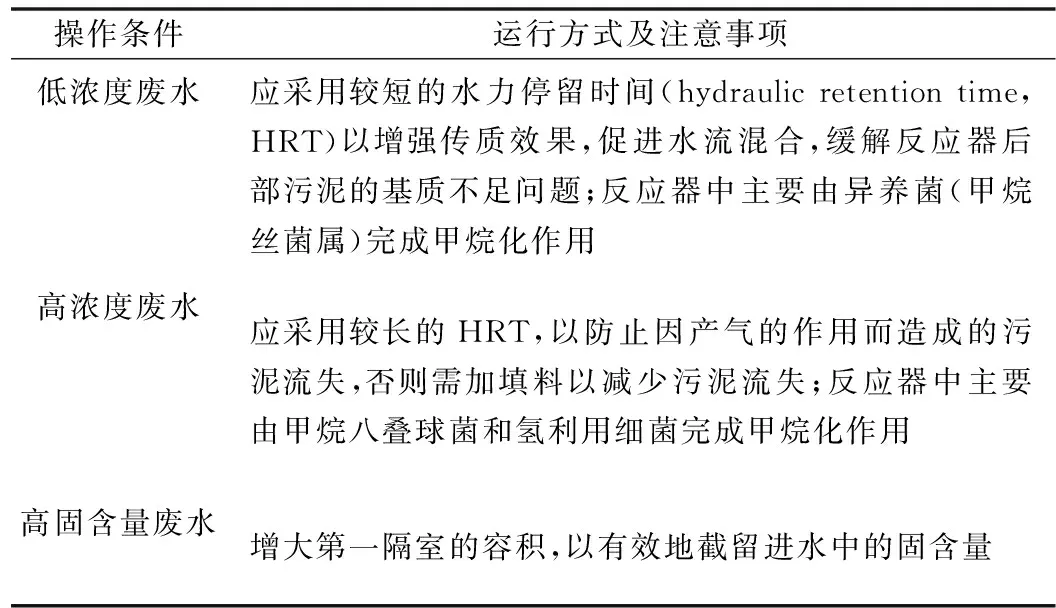
表2 ABR处理不同废水时应注意的问题
对较后隔室可能出现的营养不足问题,为此吴春笃等[15]研究了分段进水对ABR运行的影响。他们采用六隔室,总体积为32.5 L的ABR进行实验,温度为25~30 ℃,进水为自制废水(成分为葡萄糖、尿素和磷酸,COD浓度为400~600 mg/L,其中C∶N∶P=200∶5∶1,各隔室从前至后按5∶4∶3∶2∶1的量进水。这种进水方式有效降低了第1隔室的有机负荷,同时向较后隔室提供了充足的营养,启动运行效果较好。
3.2 ABR处理高浓度有毒废水
ABR独特的隔室结构和推流流态,能够利用反应器结构保护较后隔室内敏感度更大的产甲烷菌,所以对高浓度和有毒废水有较好的处理能力,因而在某些难降解的工业废水的处理上有很大的优势,许多学者进行了研究。

Ji等[17]利用ABR对重油生产过程中的含盐废水进行了处理。此废水COD∶TN∶TP=1200∶15∶1,盐浓度为1.15%~1.46%,反应器启动成功后在常温,有机负荷为0.2 kg COD/(m3/d)的条件下运行,COD和重油的去除率分别达到了65%和88%。在冲击测试中,进水COD浓度提升到原来的2.5倍时反应器依然能够稳定运行,说明ABR对含油含盐废水有很强的耐受能力,而且抗冲击能力强。
3.3 ABR处理高固含量废水
ABR具有良好的固体截留能力,因此具有较长的固体停留时间,这使得ABR在处理高固含量废水时有很好的效果[18]。Fernanda M.Ferraz等[19]采用四隔室,总体积为4 L的ABR处理木薯废水,进水COD浓度为2000~7000 mg/ L,固含量为5~8 mg/L。用UASB反应器的颗粒污泥做接种物,在水力停留时间为3.5 d,有机负荷从0.5 g COD/(L·d)逐渐上升到2.0 g COD/(L·d),稳定后COD去除效率可以达83%~92%,固体截留能力在60%以上。
4 组合式ABR在废水处理中的研究应用
由于厌氧工艺污染物降解程度的限制,厌氧过程中产生的中间产物,如溶解性微生物产物(Soluble Microbial Products,SMP)[20,21]较难进一步降解,所以一般单一厌氧处理的废水很难达到排放标准。基于此,ABR与其他处理工艺耦合的方法被越来越多的研究和应用。耦合式ABR的形式多种多样,包括隔室负载型ABR,厌氧好氧组合式工艺等,通过结合各种工艺的优势,可以使废水得到更好的净化处理。
王建龙等[22]研究了在ABR各隔室上部添加填料对处理自配葡萄糖废水启动性能的影响,发现加入填料的ABR在启动第14 d COD去除率接近80%,第28 d COD去除率在95%以上,而未加填料的ABR启动63 d后,系统出水COD仍然保持较高,且稳定性也不如加入填料后的ABR。作者认为增设的填料不但充分利用了反应器上部的无效空间,而且显著提高了反应器的污泥截留能力和泥、水、气三相分离的效果。
Wei等[23]采用ABR+序批式活性污泥法(sequencing batch reactor,SBR)的组合工艺进行了制革废水处理的研究。他们首先采用ABR处理废水,除去部分易降解的污染物,出水进入SBR,通过消化和反消化作用去除剩余的污染物。整个工艺的COD去除率可稳定在64%~72%之间。和普通的活性污泥法相比,此工艺能明显提高COD去除率,出水水质能达到国家二级排放标准。胡志强[24]等采用ABR-SBR组合工艺对餐饮废水进行了处理。试验结果表明:进水COD浓度为2000~3000 mg/L,水力停留时间为14 h时,即使在冬季低温条件下(10~15 ℃),采用ABR-SBR组合工艺对餐饮废水也有良好的处理效果。COD、NH3-N、TP、TN去除率分别达到86%、92%、85%和75%,出水水质达到国家一级排放标准。
黄继国等[25]采用ABR+生物接触氧化工艺对低COD/N的生活污水进行了处理研究,发现在进水COD/N为2~7范围内,当HRT=10 h,R= 2.5、T=30 ℃时,系统对TN的去除效果良好,出水TN质量浓度小于15 mg/L。王显胜[26]等采用ABR+接触氧化+化学氧化组合工艺对垃圾渗滤液进行了处理。在进水有机负荷小于10 kgCOD/(m3/d)时,ABR+接触氧化组合的去除率可以稳定在80%~85%;好氧池出水经过Fenton氧化处理,出水COD小于100 mg/L。
5 结论
ABR的结构使其对工业废水具有很好的适应性和处理效果,其耐毒性、抗冲击负荷能力对工业废水,特别是有毒工业废水的处理有很好的应用前景,在工业废水处理领域的应用会日益增加。但ABR工艺也存在厌氧处理工艺共同的缺点,就是直接处理的废水很难达到较高的排放标准[27],需进一步处理,实际工程中应将ABR与其他工艺联合运用。结合ABR的分段特点,可以将ABR工艺与好氧工艺集成为一个联合反应器,这对诸如煤化工废水、石油化工废水及制革废水等难降解废水的处理,有良好的应用价值。
