延长卷取机夹送辊使用寿命的措施探究
2020-06-29杨翠英


摘要:从结构原理上阐述了某热轧板厂卷取机夹送辊使用中出现偏心等现象引起压力波动的原因,并提出了相应的优化方案,介绍了改造后的使用效果,可以为同类设备的故障诊断提供一定的经验借鉴。
关键词:卷取机;夹送辊;结构;波动;寿命
0 引言
某钢热轧板厂3#、4#卷取机是三期技改新增设备,是由日本三菱公司设计、二重制造、采用少量进口关键部件的新型现代化卷取机,其生产效率和功效可与国内近期卷取机生产线相媲美。夹送辊是该卷取机中一个重要装置,其作用是对待卷取的带钢头部进行弯曲,引导带钢进入卷取机,以利于卷取;同时与卷取机卷筒间建立稳定张力,保证卷取质量。
夹送辊使用过程中经常会出现压力波动较大现象,造成夹送辊使用周期较短。为了更好地保证带钢卷形,延长夹送辊的使用寿命,本文对夹送辊结构及运行情况进行了多方面分析。
1 夹送辊功能及结构简图
夹送辊本体由机架、上辊装配、下辊装配、进料辊装配、出料辊装配(2号夹送辊无出料辊装配)、抬升梁装配等组成。上辊与下辊呈偏心布置(中心偏移230 mm),上辊直径大于下辊直径,这样利于带钢头部向下弯曲,引导带钢顺利进入卷取机。本体上装有横梁锁紧机构,在更换夹送辊上辊时,横梁上升到最大高度,用横梁锁紧机构解除锁紧后,再更换上辊。夹送辊结构简图如图1所示。
上、下辊的辊缝调整过程如下:在机架传动侧和操作侧各装一个上辊液压缸(带内置式位移传感器);上輥液压缸同步驱动横梁,通过横梁与锁紧装置锁紧,带动上辊轴承座作上、下运动实现辊缝调整。在机架传动侧和操作侧各装两个平衡液压缸分别顶住上辊轴承座,用以消除上辊轴承座和液压缸铰接点的间隙;同时可以平衡横梁和接轴的重量,使上辊运行更稳定。在横梁传动侧和操作侧各装一个上辊锁紧液压缸,把上辊轴承座和横梁连接起来,防止带钢直接冲击上辊液压缸;同时,锁紧液压缸松开,可以实现快速更换上辊。
通过调整,可以将带钢头部进行校弯,顺利引入到卷筒位置,形成卷筒与夹送辊之间的张紧力,并可对压力进行调整来改变卷形错层状况。
2 引起夹送辊偏心的原因分析
通过对夹送辊的运行过程进行观察,并对其修复过程和动平衡检测结果进行分析探讨,可知影响夹送辊使用寿命的原因有以下五点:
(1)下辊在检修安装时,水平度检测不准确,或者说下辊处垫板和轴承座底部未清理到位,引起水平误差,夹送辊在运行中造成带钢跑偏,导致夹送辊两侧压力异常,最终只能更换夹送辊解决根本问题。
(2)夹送辊下机后需要进入到磨辊间进行磨削后再次上机,磨削准备时,增加的磨削工装表面不光滑且在加热装配时出现锤击导致钝边。
(3)原设计上下辊工装套内外表面的粗糙度为
(4)夹送辊冷却水管堵塞严重,喷水不畅,喷洒角度不合适,对辊子冷却效果较差,夹送辊辊面硬度得不到保证,造成辊面粘肉,辊面打磨较频繁。
(5)根据以上分析进行治理后,夹送辊使用效果虽然有一定改变,但还是不尽如人意,因此查看了夹送辊图纸并现场观察更换下机的辊子,发现卷取机上夹送辊为空心辊,是辊身与辊轴共同装配的装配件,下机的夹送辊辊身与辊轴有新鲜位移痕迹,该处间隙极易导致夹送辊与带钢之间摩擦不均匀,从而引起夹送辊在使用中产生间隙而导致偏心情况,如图3所示。
3 改进措施
针对以上原因分析,并结合长期对夹送辊的运行观察及对夹送辊的结构分析,找出夹送辊在运行过程中产生压力波动及位置偏差,导致卷形异常和标定困难的主要原因,对此提出改进措施如下:
3.1 下辊在更换时严格进行水平找正
夹送辊的标定主要是以下辊作为基准,设置找取零位。因此,在更换夹送辊下辊时对下辊的水平要求非常严格,必须保证在0.10 mm/m范围内。
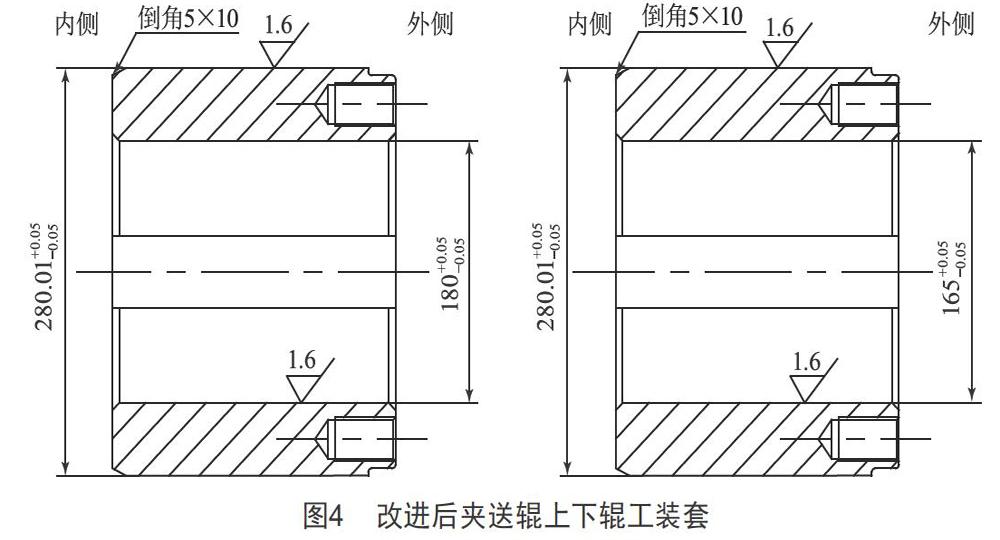
3.2 提高磨削工装的精度,定期进行更换
如图4所示,将上下夹送辊工装套内外表面的粗糙度修改为,工装套精度提高后,夹送辊磨削质量得到保障,这样就能延长夹送辊使用寿命。
由于磨削工装套在拆卸安装过程中容易造成锤击引起边部起堆现象,从而导致夹送辊在磨削中的精度下降,因此将磨削工装边部倒角改为5×10,以提高夹送辊的磨削修复精度。
3.3 夹送辊辊面的冷却水治理
(1)在生产实践中,对夹送辊上辊冷却集水管喷洒水增加上下挡水板,其主要作用为:增加挡水板后相当于夹送辊辊面由原来的单一冷却变成了水池冷却,夹送辊上辊冷却水停留时间较长,保证了辊面冷却充分,能有效避免夹送辊辊面受温度影响,造成辊面硬度下降及辊面粘肉的情况,这样打磨次数得以大幅度降低,延长了夹送辊的使用寿命。
(2)夹送辊冷水管锈蚀严重,喷嘴堵塞严重,辊面冲渣能力弱,对辊面冷却效果较差。对集水管管道全部进行更换,原G3/4喷嘴改成G1/4喷嘴,增加吹扫能力,防止管道堵塞及辊面集渣,以延长夹送辊的使用周期,避免因冷却水不到位引起辊身表面粘肉的现象,切实起到了抑制该设备发生故障的作用。
3.4 夹送辊上辊结构改进
如图5所示,我们可以看出下辊是一个整体件,而上夹送辊为一个辊身和辊轴由键连接的组装件,夹送辊在不断受负荷运行的过程中,键与键槽会产生间隙,出现松动,从而引起夹送辊辊面磨损不均匀,产生磨损偏心。在修复中对夹送辊上辊两端的辊身车削沟槽与辊轴进行全周长焊接,防止了夹送辊在卷钢时受到压力而发生轻微的错位转动。
4 结语
通过将夹送辊辊身与辊轴连接成整体以及冷却水、增设挡水板等方面的措施改进,夹送辊压力及位置偏差得到稳定控制,夹送辊打磨次数也大幅度降低,其使用寿命由1个半月时间逐步延长至3~4个月,提高了钢卷产品质量合格率,创造了可观的经济效益。
[参考文献]
[1] 常维博,宋鑫,李党伟,等.卷取机卷筒加工制造关键工艺技术研究[J].装备制造技术,2016(9):127-128.
[2] 邹家祥.轧钢机械[M].3版.北京:冶金工业出版社,2000.
[3] 徐莅.新型张力卷取机研究[J].科技风,2009(24):151.
[4] 王若平.轧钢设备的润滑管理[J].设备管理与维修,2018(5):108-109.
[5] 王光成.卷取机卷筒故障及维护分析[J].中国设备工程,2017(11):37-38.
[6] 张宁.热轧卷取机若干关键零部件性能分析及设计[D].秦皇岛:燕山大学,2014.
[7] 王启尧,王云恒.1880热轧夹送辊压力异常原因探究及措施方案[J].中国设备工程,2019(7):94-96.
[8] 詹博.热轧带钢卷取机夹送辊压力自动控制系统研究[J].信息记录材料,2018,19(5):58-59.
[9] 吕艳春.热轧卷取机夹送辊表面堆焊修复技术[J].中国设备工程,2016(4):60-62.
[10] 丛振华,刘洪涛,石海俊.热轧卷取机上夹送辊断辊分析及改造[J].冶金设备,2016(S1):50-53.
收稿日期:2020-03-23
作者简介:杨翠英(1972—),女,四川荣县人,工程硕士,副教授,主要从事CAD/CAM及机械专业课教学工作。
