基于PLC的选煤厂监控系统研究与设计
2020-06-23闫杰
闫 杰
(山西西山煤电股份有限公司 西曲矿 选煤厂, 山西 古交 030200)
0 引言
在选煤厂的生产过程中,利用煤炭与煤炭中杂质的不同,将原煤筛选成不同质量的煤炭产品,供给其他用户使用。重介选煤是煤炭洗选工艺中较常见的一种选煤方法,原煤首先通过原煤分级筛和破碎机进行筛分得到小块原煤,放在缓冲仓转存,然后控制系统根据需求,不断将缓冲仓内的原煤输送到三产品重介旋流器,经过旋流器后,生产出精、中、矸三种产品,再由离心机脱水后存放在不同的仓内[1]。重介选煤过程中使用的设备包括原煤分级筛、重介旋流器、带式输送机、浮选机、卸料器和给煤机等。在上述设备非正常工作情况下,容易出现振动幅度增加、位移加大等现象,特别是当转子不对中、转子不平衡或者转子弯曲故障时会产生较大的振动,此时,如果能对振动信号及时进行采集与分析,将信号传输到远程监控平台,提示工作人员故障的发生,将会避免故障的进一步扩大,减轻设备损伤。本文结合选煤厂常见故障和安全隐患,设计了一套选煤厂监控系统,对设备状态特征进行提取,实现设备运行状态的实时监控和缓冲仓瓦斯浓度的在线监测。
1 系统整体设计
选煤厂监控系统由现场采集层、数据传输层、监控管理层三个部分组成。现场采集层采集的信号包括选煤厂设备的加速度信号、位移信号和缓冲仓内瓦斯浓度;数据传输层包括RS485总线模块和以太网模块,可以完成现场数据的实时传输;监控管理层基于LabVIEW开发设计,嵌入模糊控制算法,对现场采集的信号进行分析,并在可视化界面中显示故障位置,直观地对选煤厂相关设备的运行状态和缓冲仓瓦斯浓度进行监控。
2 状态监测硬件系统
2.1 主控器选型
S7-300 PLC是由西门子公司生产的一款可编程逻辑控制器,具有性价比高、抗电磁干扰性强、抗振动冲击性能好等特点,被广泛应用于煤矿生产控制领域,可扩展模块上限为32个,网络连接方式包括MPI、PROFIBUS、工业以太网[2]。利用STEP软件进行程序的启动与测试,常用的编程语言包括顺序功能图、梯形图等。
2.2 传感器选型
传感器选取主要考虑的因素有现场环境、测量准确度、供电电压等。在选煤厂的使用中,应选择本质安全型传感器。
2.2.1 加速度传感器
由于本系统中所测的旋流器、浮选机等设备的振动频率快、振动幅度大且现场使用环境恶劣,因此本文选用型号为608A11的加速度传感器。该传感器通常应用于设备振动和冲击的测量,其量程为±50g,测量分辨率为350×10-6g,可以在-55 ℃~+120 ℃的温度范围内正常工作,保证检测灵敏度在110 mV/g以下。该传感器是平面剪切结构的无源、正压电效应的传感器,具有高精度、耐冲击等特性,因其稳定的工作性能被广泛应用于煤矿设备监测中。
2.2.2 位移传感器
位移传感器选用MIRAN(米朗)ML33电涡流位移传感器,主要由探头、前置器、附件三部分组成。该传感器可测量金属导体距探头表面距离,并将距离信号处理成相应的电信号输出,具有较稳定的输出特性,在复杂的工业环境下也能稳定工作。
2.2.3 瓦斯浓度检测传感器
目前,常用的瓦斯浓度检测传感器主要有催化传感器、光纤传感器和红外检测传感器。其中,催化传感器同时采用催化原件和热导元件,可以对4%~100%的瓦斯浓度进行检测,被广泛应用于矿井安全生产中[3-4]。
在本系统中瓦斯检测传感器选型为GJC4甲烷传感器,相比于传统甲烷检测传感器,该传感器具有恒温检测敏感元件,可以保证在高浓度瓦斯的环境中检测元件不被损坏,本身具有显示功能和报警/断电功能,方便现场工作人员查看。其输出信号频率与甲烷浓度具有线性关系,在不同瓦斯浓度下,传感器的测量范围与误差如表1所示。
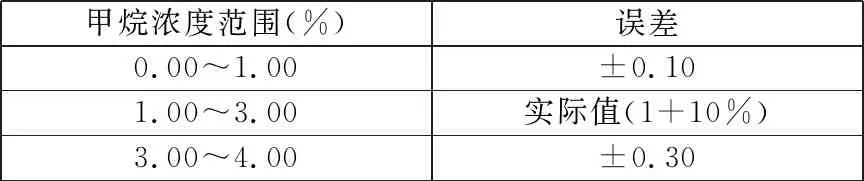
表1 GJC4甲烷传感器测量范围与误差
2.3 跑偏开关配置
为了防止原煤运输过程中发生物料溢出、倾洒等情况,需要在带式输送机的两侧安装跑偏开关。本系统中,选择跑偏开关型号为KTP1-12-30,该传感器动作角度为12°,极限角度为30°,安装于立辊下方1/3处。当立辊倾斜大于12°时,立即发出一组开关信号;若立辊继续倾斜大于30°,则输出另一组开关信号,两组开关信号可分别用于告警和停机。传感器外壳采用铝合金精密压铸,具有较高强度,满足现场安装需求。
3 系统软件设计
3.1 程序设计
PLC程序通过STEP软件进行编程,采用结构化的程序语言,主要实现各种传感器数据的采集存储、I/O控制、远程数据传输[5]。程序的主要功能是完成传感器的数据采集和数据发送:数据采集对象包括加速度传感器、位移传感器、瓦斯浓度检测传感器;在瓦斯检测传感器采集到现场数据后,需要通过模糊控制算法对煤仓瓦斯浓度进行分析,确定是否需要发出预警信号。数据发送功能主要通过RS485模块和以太网通讯模块来实现。
3.2 模糊控制算法
选煤厂原煤入仓过程中,煤层高度不断增加,阻挡空气流通,加上顶层空气空间变小,使得仓内瓦斯浓度不断上涨,容易引发安全事故,因此,需要不断启停风机来控制仓内瓦斯浓度。在本系统中,为了能根据缓冲仓内瓦斯浓度准确控制煤仓风机的启停,引入模糊控制算法,以增加控制的准确度。
相比PID控制器,模糊控制将语句作为控制变量,方便现场操作人员的调试,工作人员根据现场工作经验,定义系统控制的规则,具有操作灵活方便、简单易学的特点,适用于选煤厂的风机控制。
在选煤厂瓦斯浓度模糊控制过程中,煤仓瓦斯浓度记为C,C0为设置的安全浓度初值,通过对两者进行比较,得到误差差值e和误差变化率ec,将这两个数值输入到模糊控制器中得到模糊控制变量ux,通过叠加、数模转换得到实际控制量k,PLC控制器最终通过调节电机电流达到控制风机转速的目的。
3.3 监控软件设计
设备状态监测系统的主要软件平台在LabVIEW的基础上进行开发,LabVIEW是NI公司研发的核心软件开发平台,它为用户提供了大量的用于信号采集、处理、显示和存储的函数和工具,极大地简化了工业软件系统的开发周期和难度,从而使得LabVIEW在交通、过程控制和医学等很多领域得到了比较广泛的应用[6]。本系统中的上位机LabVIEW软件的主要功能包括在线监测、故障诊断,使选煤厂设备故障可视化。
4 总结
本文在介绍选煤厂生产设备的基础上,对选煤厂监控系统进行研究与设计。选择S7-300 PLC作为主控制器,对加速度传感器、位移传感器、瓦斯浓度检测传感器进行选型,实现了选煤厂关键设备和缓冲仓环境的远程监测。通过模糊控制算法,对原煤存放缓冲仓的风机进行控制,保证瓦斯浓度在安全范围内。利用LabVIEW软件设计上位机显示程序,搭建了选煤厂设备故障在线监测平台,实现了选煤厂设备运行状态的实时监控。
