机械加工过程能耗优化策略及应用
2020-06-22程联斌
程联斌
(山西省机电设计研究院,山西 太原 030009)
0 引言
机械加工过程作为机械制造行业的一个重要生产过程,其主要功能是使用机床对毛坯零件进行加工,通过改变其形状、尺寸以及表面质量来获得合格零件。机床作为机械加工任务的执行者,是机械制造行业的核心设备。近年来,随着全球能源短缺、环境污染问题的日益严重,“节能减排”的生产理念越来越得到重视,机械制造行业的节能减排生产也尤为重要。尽管,在机械加工过程中不直接发生碳的排放,但是其能耗会间接引起碳的排放。据统计,我国机床拥有量和使用量居世界第一,其能耗势必非常大[1]。因此,实现机械加工过程中能耗的优化,对降低能耗、减少环境污染具有重大意义。
1 总体节能思路与现状分析
1.1 节能思路的总体分析
一个合格零件的加工需要多台机床及相关辅助设备共同完成,因此在加工过程中需要对多方资源进行统一部署、筹划并合理分配,才能在获得最佳产品质量的同时达到最佳加工效果。机床是机械加工过程中主要的耗能设备,通过减少机床在机械加工过程中的耗能可达到节能生产的目的。目前,可通过如下两种途径实现机床节能生产:①根据半成品的类型及加工零件的类别选择最佳的机床,避免出现“大材小用”的现象;②当机床不参与加工过程时应尽量将机床关闭或者减少其待机时长[2]。与上述两种节能思路相对应的管理办法为优化机械加工过程中的工艺规划和生产调度。
1.1.1 工艺规划的定义
所谓工艺规划指的是根据所加工毛坯及待加工零件来制定最佳的加工方法和加工参数。根据所处阶段的先后可将工艺规划分为技术分析阶段和资源分析阶段,如图1所示。
如图1所示,技术分析阶段主要是根据待加工零件的特征确定最佳的加工方法;资源分析阶段基于加工方法为其配置最佳的加工设备组合,并完成最终的工艺规划。
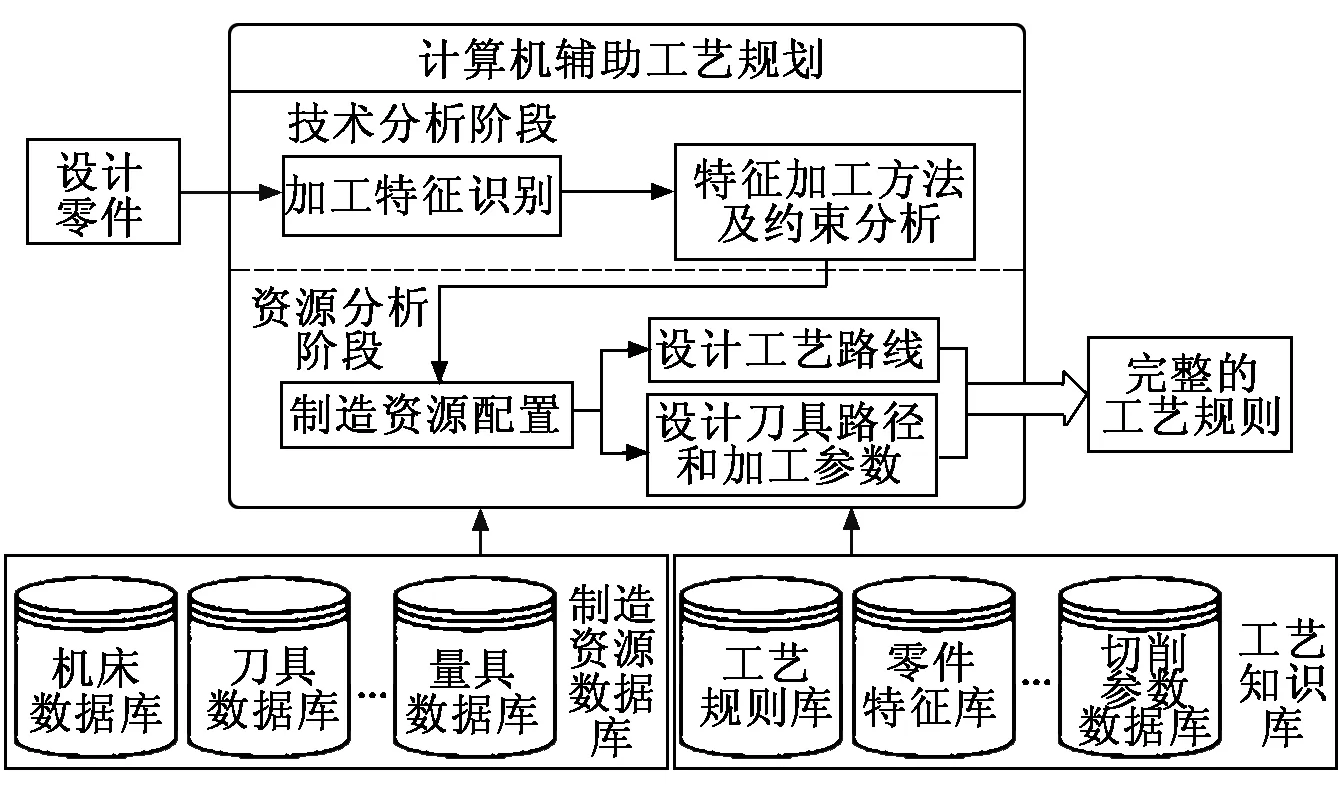
图1 机械加工工艺规划流程
1.1.2 生产调度的定义
所谓生产调度指的是根据机械零件的加工进度对现场所有参与加工机床的开机时机、加工时间以及待机时长进行统一规划(提升作业工人加工熟练度、减少工艺运输时长等),达到缩短机床待机时间、减少机床耗能的目的[3]。
生产调度包括单机调度、并行机调度、加工车间调度、流水车调度以及开放车调度等。
1.2 现状分析
尽管有些机械加工企业已经意识到可通过优化工艺规划和生产调度的策略来实现降耗的目的。但是,在实际执行中往往是从工艺规划和生产调度的独立角度开展机械加工过程中降耗的研究,导致最终的节能、降耗效果也是有限的。
因此,为实现最大的节能效果,需将工艺规划和生产调度集成起来开展能耗优化的研究,提高加工过程中生产资源的利用率,缩短零件的制造周期,从全局的角度降低机械加工过程中的能耗。
2 工艺规划与生产调度的集成研究
2.1 非线性工艺规划
工艺规划和生产调度的集成模型包括非线性工艺规划、闭环式工艺规划以及分布式工艺规划三种模型。目前,非线性工艺规划模型的成熟度最高[4]。因此,本耗能优化策略采用非线性工艺规划的模型开展研究。
非线性工艺规划是所有或者部分可替代项工艺规划的统称,其可替代项包括机械加工过程中涉及到的设备、加工顺序以及加工工艺等。基于非线性工艺规划能够确保毛坯零件在进入加工车间之前即可形成所有可能的工艺流程,按照上述工艺流程可获得满足要求的零件。机械加工非线性工艺规划遵循如下原则:先基准后其他、先主后辅、先粗后精、先面后孔、先内后外、刀具集中以及保证位置精度等。
2.2 生产调度的意义
基于有效的生产调度,通过生产设备资源的共享和生产任务的先后顺序可完成对应的加工生产任务。简单地说,对于一项生产任务而言,生产调度就是在满足加工质量要求和其他生产约束条件的基础上,对各项生产资源进行分配,得到最合适的加工时间和加工顺序[5]。
2.3 能耗优化策略的实现
基于对机械加工过程中的工艺规划和生产调度问题的综合研究分析,实现工艺规划与生产调度集成是实现机械加工节能、降耗的基础。本文基于智能算法实现工艺规划和生产调度的集成,具体步骤如下:
(1) 根据待加工工件的特征信息,基于非线性工艺规划确定该工件加工生产可供选择的工艺流程。
(2) 针对待加工工件,以其中一条可供选择的工艺流程为例,为该加工流程中的各个工序随机选择一台可用的机床。
(3) 根据待加工工件的工艺流程信息确定该工艺流程下对应的生产调度。
(4) 基于智能算法对上述形成的生产调度结果进行优化设计,得出生产调度的最优解。
(5) 根据所得生产调度的最优解判断其是否满足节能降耗以及产品质量等要求,否则将重新从第(2)步选择工艺流程。
3 能耗优化策略的应用
为验证本文所提出的机械加工能耗优化策略的可行性和有效性,以某制造企业中的某批次产品加工生产为例,基于非线性工艺规划和智能算法确定该批次零件加工的工艺流程和最佳生产调度,并对该优化策略下的生产加工能耗与采用传统生产加工模式下的能耗进行对比。本文所研究的最终加工产品如图2所示。
基于本文机械加工过程能耗优化策略所得的加工工艺流程如图3所示。
经对比可知:针对该批次零件采用传统加工模式下机床待机的总能耗为270 245.9 J,采用优化策略下机床待机的总能耗为46 161.9 J,节约总能耗为224 084 J,总节能效率为83%。
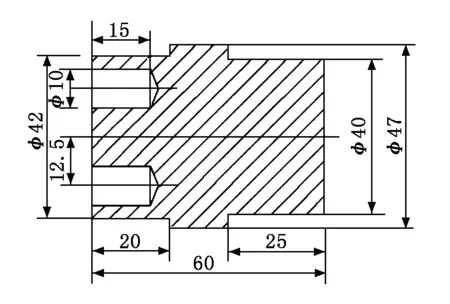
图2 产品形状与尺寸示意图

f1-轴段外圆面1;f2-轴段外圆面2;f3-1#孔;f4-2#孔
4 总结
机械加工生产行业作为国民生产、生活必不可少的行业,是机械制造的关键环节。在当前节能减排、绿色生产概念的大力号召下,实现机械加工过程的降耗是十分有必要的。由于传统机械加工工艺的制定和设计仅由独立的工艺规划和生产调度所决定,导致其耗能较大。因此,本文采用非线性工艺规划和智能生产调度相结合的方式实现机械加工的能耗优化。经实践表明,此耗能优化策略的节能效率可达83%。
