烟片在线单层化装置的设计
2020-06-22赵凯歌姚二民陈科冰庄光健
李 晓,赵凯歌,姚二民,袁 帅,陈科冰,庄光健
(1.郑州轻工业大学 烟草科学与工程学院,河南 郑州 450001;2.海南红塔卷烟有限责任公司,海南 海口 571137)
0 引言
烟叶在卷烟生产过程中被加工成形状、大小不同的烟片,这些规格不同烟片的质量占烟片总质量的比率称为烟片结构,以大中片率和碎片率表示。烟片结构是衡量打叶质量的重要指标之一,同时也是影响制丝工段烟丝结构的主要因素之一,进而影响后期卷烟质量,如端部落丝、单支重量、空头率、烟支密度、填充值等指标[1-2]。烟片结构的检测主要采取振动分选筛[3],这种检测方法对烟片损伤大、劳动强度大且检测结果不能及时反馈到生产中。
随着卷烟加工技术的发展和“特色工艺”的提出,在线检测技术得到了广泛应用,对于烟片结构的在线检测,需要计算各烟片的面积大小,各烟片之间不能重叠,否则不能如实地反映烟片面积,所以,烟片单层化是在线检测烟片结构的关键步骤。目前烟草行业对于烟片在线单层化的研究主要是通过不同的机械设备实现。其中,齐海涛等[4]采用限料、振动松散、片烟摊薄设备以及设置逐级加速皮带机等方法使烟片单层化;魏泽鼎等[5]采用电磁振动方法,在电磁铁和弹簧力的共同作用下,使烟片作平抛运动,达到单层化目的。然而通过机械设备达到单层化的方法存在一定的局限性:设备体积增大,占地面积广,有损烟片完整性。为此,本文设计了一套烟片在线单层化装置,利用吸附力、风力和速度差对烟片实施在线摊薄、单层化处理,并根据烟片在该装置上的受力情况对主要参数进行设计计算。
1 烟片在线单层化装置的设计
利用负压吸附技术、气流和差速分离原理,设计了一套烟片在线单层化装置,对从生产线上所取烟片样品进行在线摊薄、单层化处理,使烟片呈一片一片的分离状态。
1.1 装置结构设计
所设计的烟片单层化装置结构示意图如图1所示,由皮带输送机、转盘、挡板、减速电机以及抽气泵和吹风装置等组成。减速电机通过齿轮传动带动转盘旋转,并通过控制电机转速、齿轮比控制转盘转速;利用抽气泵使转盘左下半区形成负压区;利用吹风装置产生一定方向的气流。
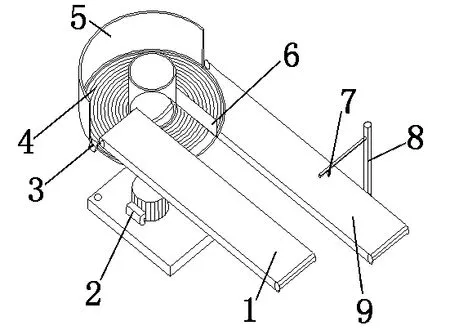
1-低速皮带输送机;2-减速电机;3,5,6-挡板;4-转盘;7-摄像头;8-支架;9-高速皮带输送机
1.2 工作原理
自动取样装置机械手从生产主线夹取烟片样品后,由低速皮带输送机1将烟片样品传送至均匀设有负压吸附孔的转盘4上,随着转盘一起转动,转盘的左半边下方利用抽气泵形成负压区,将转盘上方底层烟片吸附,与负压区对应的转盘上方,利用吹风装置产生由上往下与转盘转动切线方向呈α夹角的气流,将上层未吸附的烟片吹至来料方向,与底层烟片分离;在转盘出口处,吸附力和风力消失,静摩擦力不足以提供所需的向心力,烟片会作离心运动,在风力的作用下沿着切线方向脱离转盘,落到高速皮带输送机9上,利用加速皮带将部分重叠的烟片分离,使其呈一片一片的分离状态,形成单层化,摄像头7进行图像采集,最后将烟片传送回至主生产线上。
2 单层化装置参数的确定
当接通电源后,工作转盘处于一定的转速时,烟片在重力G、支持力N、摩擦力f、吸附力T、风力F的相互作用下达到摊薄、单层化、分离的效果。将转盘划分为A、B、C、D四个区域,如图2所示。从生产线上取样后的烟片传送至A处后,呈堆积状态,利用风力和吸附力在B区进行单层化,C区吸附力消失,作离心运动经过D区传送至高速皮带输送机。将与转盘接触的烟片视为底层烟片;反之,视为上层烟片。
已知参数设定如下:
(1) 转盘直径Φ1=1 000 mm,内圈直径Φ2=200 mm;
(2) 机械手每次从生产线上夹取的烟片质量m1约100 g,其中一片烟片质量m2均值约0.86 g;
(3) 烟片与烟片之间的摩擦因数μ1均值为0.55,烟片与转盘之间的摩擦因数μ2均值为0.21[6]。
2.1 转盘转速的计算
在转盘A处上层烟片和C处烟片受力如图3所示。
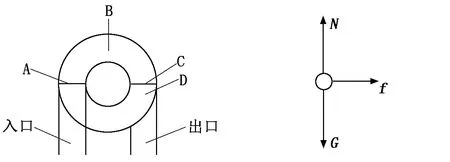
图2 转盘区域划分 图3 A处上层和C处烟片受力
当烟片输送到转盘A处后,随转盘作圆周运动,需满足内圈的上层烟片不会作离心运动移动到外圈的挡板处,同时,烟片单层化后到C处时,保证内圈的烟片会在转盘上作离心运动,得:
fA静≥F离.
(1)
F离≥fC静.
(2)
且
fA静=μ1m2g.
(3)
(4)
fC静=μ2m2g.
(5)
其中:F离为叶片受到的离心力;fA静和fC静分别为A处和C处的静摩擦力;g为重力加速度;v为叶片在转盘上运动的线速度。
综合式(1)~式(5),求得转盘内圈线速度v1的取值范围是0.734 m/s≥v1≥0.454 m/s。
2.2 B区风力F1的计算
当烟片被输送到转盘B区,转盘上层烟片受力如图4所示。
为了实现烟片分离,需满足上层烟片被风力吹至来料方向,得:
F1sin(α-90°)>fB.
(6)
且
fB=μ1[m1g+F1cos(α-90°)].
(7)
其中:α为风向与转盘转动切线方向夹角。
考虑到风力的利用率,风力水平方向的分力等于或大于竖直向下的分力,即F1sin(α-90°)≥F1cos(α-90°),角度α的取值范围为180°≥α≥135°,当α取135°时,理论计算得到的风力最大,实际施加的风力取值范围大于理论最大值即可。综合式(6)和式(7),求得B区风力的范围为F1>1.69 N。
2.3 B区吸附力T的计算
在转盘B区下层烟片受力如图5所示。

图4 B区上层烟片受力 图5 B区下层烟片受力
需满足下层烟片被吸附在转盘上,不受风力的影响而移动,得:
fB静≥F1sin(α-90°).
(8)
且
fB静=μ2[m2g+F1cos(α-90°)+T].
(9)
一片烟片的重力相对于风力和吸附力太小,故忽略不计。当α取180°时,理论计算的吸附力值最大,实际施加的吸附力取值范围大于或等于理论计算最大值即可。综合式(8)和式(9),求得B区吸附力的范围为T≥4.76F1
2.4 D区风力F2的计算
在转盘D区,烟片受力如图6所示。

设定施加的风力方向与运动方向夹角为β,取值范围为45°≥β≥0(取值原理与α取值原理一致)。烟片受力如图7所示。
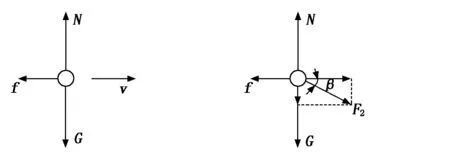
图6 D区烟片受力 图7 施加风力F2后D区烟片受力
烟片落到加速皮带输送机上需要满足两个条件:①风力水平方向的分力大于或等于烟片在滑动过程中受到的摩擦力;②烟片末速度小于高速皮带输送机的速度。由以上条件得:
F2cosβ≥fD.
(10)
vt<3.67 m/s.
(11)
且
fD=μ2(m2g+F2sinβ).
(12)
(13)
F2cosβ-fD=m2a2.
(14)
其中:fD为叶片在D区受到的摩擦力;β为风力与运动方向夹角;vt为烟片脱离转盘的末速度;v1为内圈烟片的初速度。
当满足条件一,β=45°时,理论计算的F2值最大,实际施加F2取值范围大于或等于理论最大即可,综合式(10)和式(12),求得风力F2的取值范围为F2≥3.17×10-3N;当满足条件二,β=0时,F2取得最小值,取值范围小于最小值即可,综合式(11)、式(13)和式(14),求得F2的取值范围为F2<1.31×10-2N。综上,风力F2的取值范围为1.31×10-2N>F2≥3.17×10-3N。
2.5 烟片单层化装置参数汇总
烟片单层化装置参数汇总见表1。
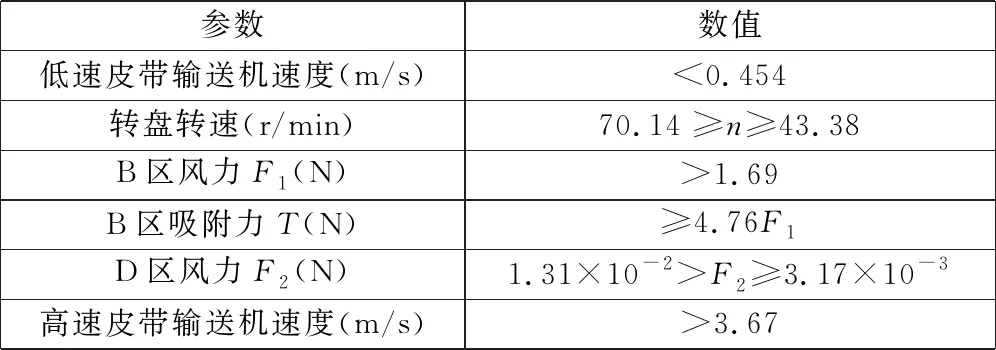
表1 烟片单层化装置参数汇总
3 结语
利用负压吸附技术、气流和差速分离原理,设计了一套烟片在线单层化装置,并根据烟片在该装置上的受力情况对该装置的主要参数进行计算。该装置可使呈堆积状态的烟片基本达到单层化、分离的目的。
