基于UG的叶轮叶片加工概述
2020-06-19孙科


摘 要 叶轮叶片是汽车发动机和轮船螺旋桨核心部件。而整体叶轮的加工受其螺旋面和曲面的影响,借助于普通机床和手工编程很难实现,因此需要借助CAM加工技术,它可以加工许多不规则的曲面轮廓,这样就可以在控制叶轮加工时的成本,同时还可以增加效率和提高要求。[1]
关键词 叶轮;加工;UG;加工程序;刀路轨迹
引言
叶轮加工多采用整体铣削方法,拿到的原始坯料是铸件,先通过普通数控加工,进行表面的开粗处理,然后在五轴数控加工中心上使轮毂与叶片在一个毛坯上,通过粗加工、半精加工、精加工完成,最后将所生成的刀路轨迹通过后处理后生成加工程序,指导实际加工。
1叶轮的粗加工与半精加工走刀路线
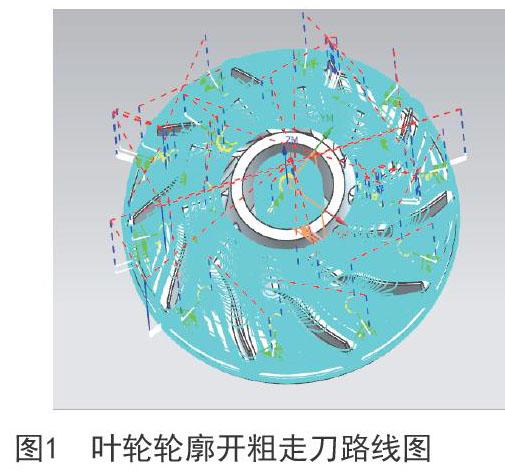
1.1 叶轮的粗加工走刀路线
粗加工中为了提高加工效率一般采用型腔铣,采用“跟随部件”的走刀模式,刀具在去除外部余量的前提下,逐渐向零件轮廓靠近。切削量根据实际情况合理选定。刀具选用D10R2平头铣刀,如图1所示[2]。
1.2 叶轮的半精加工路线
选择流道面为驱动面,叶片面和轮毂面为干涉检查面,在规划加工轨迹时轨迹应根据流道的几何特征和使用要求合理设定倾斜角度,这里规定刀具的倾側方向为远离点,公共每刀最大距离为0.5mm,切削顺序为深度优先,切削方向为顺铣,铣刀具选用R3球头铣刀进行削,工件的输出坐标为X=0mm,Y=0mm,Z=-200mm,切削加工路线如图2所示[3]。
2叶轮的精加工路线
叶轮精加工分为四部分:孔的加工、边缘的加工、叶榖的加工、叶片的加工。其中孔的加工和边缘加工相对简单也不需要涉及多轴,下面具体介绍叶榖的加工和叶片的加工,具体操作步骤如下:
(1)部分叶榖精加工叶榖走刀路线图,先用软件对零件的外表面进行分割,得到我想要的部分叶榖区域,工序创建选择多轴铣,驱动方法设置为流线驱动,这里需要重新修改流曲线,使这些曲线的方向一致,目的是为了之后加工走刀路线的合理性、清晰性。投影矢量选择指定矢量,这里把指定矢量定位-zc轴,刀轴为垂直于零部件,刀具选用R2球头铣刀,走刀路线如图3所示[4]。
(2)叶片的精加工叶片的走刀路线,对单个叶片进行加工,和上面叶榖的加工一样,同样采用多轴铣削,修改切削区域和参数,刀具选用R2球头铣刀,如图4所示。然后通过后处理把系统生成的刀具走刀路线转化为机床能够识别的G代码指令,生成的G代码指令可以直接用于输入数控机床用于加工[5]。
3结束语
五轴联动加工技术的发展和运用与CAD/CAM技术是密切相关的。本文主要以航空发动机整体叶轮为例,对加工策略、刀具选择、刀具走刀路径的规划、数控加工工艺分等内容进行了系统的分析与研究。
参考文献
[1] 王先逵.机械制造工艺[M].北京:机械工业出版社,2001:179.
[2] 刘建华.材料成型工艺基础[M].西安:西安电子科技工业大学出版社,2007:19.
[3] 龚勉.UG CAD应用案例集[M].中文版.北京:清华大学出版社,2003:20-24.
[4] 寇文化.UG NX8.0数控铣多轴加工工艺与编程[M].北京:化学工业出版社,2007:217.
[5] 刘伟.UG NX8.0从入门到精通[M].中文版.北京:人民邮电出版社,2011:31.
作者简介
孙科(1982-),湖北荆州人;职称:讲师,现就职单位:长江大学工程技术学院 机械工程学院,研究方向:数控加工技术的教学。
