绞车滚筒对缠绳的影响分析及技术研究
2020-06-19王福贵张鹏樊高泉张虎山春晨王安义
王福贵,张鹏,樊高泉,张虎山,春晨,王安义
(1.宝鸡石油机械有限责任公司,陕西 宝鸡721002;2.国家油气钻井装备工程技术研究中心,陕西 宝鸡721002)
0 引 言
在石油钻井作业中,石油钻井绞车是钻机的核心部件,它主要是通过滚筒的正、反转进行收、放钢丝绳动作来实现上提、下放、处理井下事故等作业[1-2]。在油田现场钻井作业过程中,绞车滚筒缠绳过程中乱绳、夹绳现象时有发生,直接影响着钻井钢丝绳的寿命和钻井效率。影响钢丝绳缠绳效果的因素很多,主要有钢丝绳自身的设计制造缺陷、排绳器的安装位置不合适、绞车快绳进出天车快绳轮偏角过大和绞车滚筒开档不当等原因,油田现场出现的绞车滚筒乱绳现象多以绞车滚筒原因居多。钻井钢丝绳通过多层缠绕直接缠绕在绞车滚筒上,通过绞车滚筒的正、反转实现收、放绳动作,绞车在进行上提、下放动作时,快绳速度较快,钢丝绳与滚筒槽体、滚筒体轮毂均会产生摩擦,底层缠绕的钢丝绳与外层的钢丝绳也会产生摩擦,这样会导致滚筒开档加大,钢丝绳变细,从而使排绳不规则。
随着近几十年石油钻井绞车的发展,绞车出现了多种传动形式和结构形式,但是绞车滚筒的缠绳规则并未改变,目前绞车滚筒以LEBUS绳槽应用较多。LEBUS绳槽采用双折线形式,适合多层缠绕,可有效减少或避免钢丝绳乱绳现象。在绞车滚筒的设计过程中,绞车滚筒开档大小、底径选取、导向块的位置、绳窝结构、绳槽间距、绳槽平行段和爬坡段螺旋角大小均会影响滚筒缠绳效果,因此,研究绞车滚筒的结构及其特点,将有助于减少或避免油田现场绞车滚筒乱绳现象,延长钢丝绳和滚筒的使用寿命。
1 滚筒对缠绳的影响
绞车滚筒是石油钻机绞车的重要部件,绞车滚筒上缠绕的钢丝绳一端通过绳卡固定在滚筒绳窝处,另一端通过天车上的导向轮引入游车滑轮组,游车滑轮组下安装有大钩、水龙头和钻杆柱等工具。绞车工作时,缠绕在滚筒上的钢丝绳通过滚筒正反转实现缠绳、放绳动作,滚筒承受钢丝绳的快绳拉力,滚筒结构除了要满足强度要求外,还要保证钢丝绳的缠绕整齐。
1.1 滚筒特点分析
绞车滚筒上加工有LEBUS绳槽,带LEBUS绳槽的绞车滚筒主要有整体式滚筒和两瓣槽体式滚筒。整体式滚筒和两瓣槽体式滚筒均在滚筒上开有LEBUS绳槽,但是两种形式的绞车滚筒结构和加工制造工艺不完全相同,由于结构和加工制造工艺的差异导致对滚筒缠绳的影响也有所不同。
整体式滚筒主要由左连接毂、右连接毂和筒体组成,相对于整体式滚筒,两瓣槽体式滚筒增加了两瓣式槽体和侧板,槽体单独加工好后切割为两瓣,再通过塞焊孔或螺栓连接的形式与筒体相连。整体式滚筒在滚筒组焊后整体在滚筒上加工LEBUS绳槽,两瓣槽体式滚筒的槽体在加工完LEBUS绳槽并切割为两瓣后,易沿轴向扭曲变形,在槽体边缘也容易产生咬边卷曲现象(见图1槽体边缘),在和滚筒筒体配焊时为保证滚筒开档尺寸,往往需要对两瓣式槽体进行调变形,此时LEBUS绳槽特有的螺旋轨迹和槽间距易产生偏差,将会影响滚筒缠绳,甚至出现乱绳现象。图1、图2为两瓣式槽体产品图和槽体加工图。

图1 两瓣式槽体

图2 槽体加工图
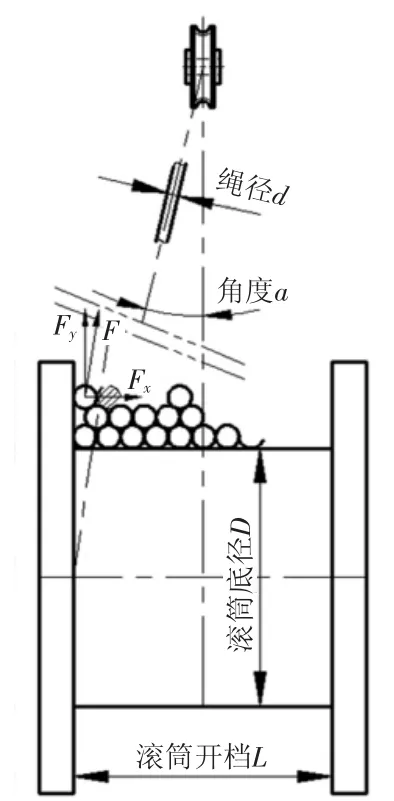
图3 绞车滚筒排绳示意图
图3为绞车滚筒排绳示意图,图中:D为绞车滚筒底径;L为绞车滚筒开档;d为钻井钢丝绳直径;a为绞车快绳进出天车快绳轮偏角;F为钢丝绳沿出绳方向快绳拉力;Fx为快绳拉力沿滚筒轴径方向产生的分力;Fy为快绳拉力沿竖直方向产生的分力。滚筒底径D、滚筒开档L、绞车快绳进出天车快绳轮偏角a都是影响滚筒排绳的因素,该3个因素之间互相影响。对于轻型、中型钻机,选用滚筒底径D=(17~23)d[2]。图4所示为JC15至JC120系列绞车滚筒底径D与钢丝绳直径d关系,图中曲线1为滚筒底径D的选用下限,曲线2为滚筒底径D的选用上限,曲线3为目前多数井队在用的绞车滚筒底径D与钢丝绳直径d的关系,由图4可看出,目前常用绞车的滚筒底径D在滚筒底径上限曲线和下限曲线之间。
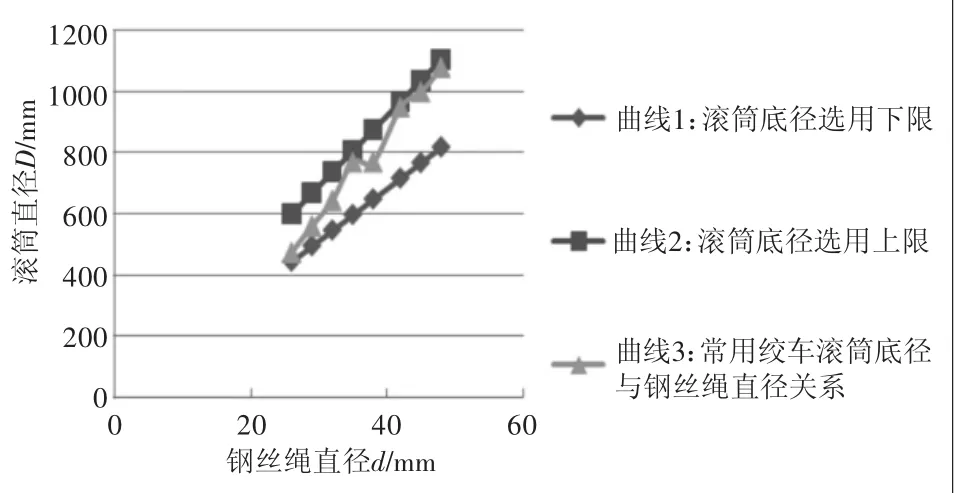
图4 滚筒底径与钢丝绳直径关系图
根据相关标准要求,绞车滚筒底径D要求不小于20倍钢丝绳直径[3],另外根据国内绞车现场使用情况及调研国外绞车结构参数发现,在深井和超深井钻井作业中,绞车的滚筒底径D有时会大于23倍的钢丝绳直径,甚至接近于40倍的钢丝绳直径。
为保证钢丝绳沿滚筒缠绕规则整齐,需合理选择绞车滚筒的底径,若滚筒底径过小,受钢丝绳折弯特性限制,钢丝绳折弯将受限,滚筒底层的钢丝绳缠绳不实,会导致二层或三层缠绳时出现乱绳或夹绳现象,同时会降低钢丝绳的寿命;若滚筒底径过大,受绞车外形及质量等限制,不便于推广。
绞车滚筒开档L过小和过大将影响绞车快绳进出天车快绳轮偏角[4],根据LEBUS绳槽厂家推荐,绞车快绳进出天车快绳轮偏角a建议取1°15′~1°30′之间。滚筒正常缠绳过程中,钢丝绳受快绳拉力F,沿滚筒轴径方向产生分力Fx,当a过大时,Fx将偏大,同层相邻的绳子之间产生过大间隙,导致上面的一圈钢丝绳挤入该层过大间隙,产生夹绳现象;当a过小时,Fx将偏小,难以将钢丝绳从前一绳槽中拉至下一绳槽内,容易产生紊乱甚至骑绳现象。
1.2 LEBUS绳槽特点分析
LEBUS绳槽的结构为双折线型,它的特点是螺旋线绳槽一周分为4段,两段为互相平行的直槽,另两段为螺旋的斜槽,钢丝绳沿滚筒螺旋缠绕一周,绳槽移动一个绳槽节距[5-7]。如图5所示,钢丝绳在绳槽的斜槽段末端引入绳槽,分别经过直槽段、爬坡段、直槽段和斜槽段,完成钢丝绳的一个周圈缠绳,底层钢丝绳缠绕至滚筒内档端头时,通过其中一段爬坡段引导绳槽缠绕至第二层,通过螺旋导向与第一层钢丝绳形成交叉。
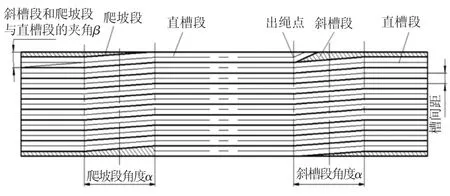
图5 LEBUS绳槽展开示意图
通过图5和图6可看出,斜槽段、爬坡段和两段直槽段沿绳槽圆周方向占据了整个圆的周圈,其中斜槽段和爬坡段的圆周角度α、斜槽段和爬坡段与直槽段的夹角β,以及槽间距等参数是影响LEBUS绳槽缠绳的重要参数。不同滚筒底径的LEBUS绳槽的斜槽段和爬坡段圆周角α也不同,以常用的JC70绞车滚筒为例,该角度α为45°,随着滚筒底径的增大,该角度α相对减小。
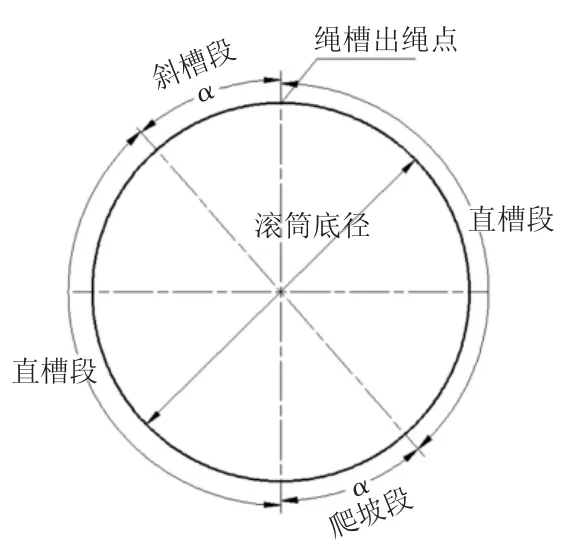
图6 LEBUS绳槽截面示意图
绳槽两槽中心线之间的距离应当等于钢丝绳的公称直径加上超出尺寸公差的1/2[3],钢丝绳的允许误差一般为5%左右,参考国外同类产品及国内现场使用情况,绳槽槽间距L′一般取(1+2%)d。JC50以下规格的绞车滚筒绳槽的β角度约为3°,JC50至JC120系列绞车滚筒绳槽的β角度约为3.0°~3.8°之间。
由sin β=0.5L′/[(0.5L′)2+Lα2]1/2=0.51d/{(0.51d)2+[α/(360πD)]2}1/2可得出,α=[360/(πD)]·[(0.51d)2/(sin β)2-(0.51d)2]1/2。其中:α为LEBUS绳槽斜槽段和爬坡段的圆周角度;β为LEBUS绳槽展开视图中斜槽段和爬坡段与直槽段的夹角,一般取3°;L′为LEBUS绳槽槽间距,L′=(1+2%)d;Lα为绳槽斜槽段和爬坡段沿圆周α角的弧长。
由图7可得出常用的JC15~JC120系列绞车滚筒绳槽斜槽段偏角α,便于LEBUS绳槽的设计选型,滚筒绳槽斜槽段偏角α过大和过小均会影响缠绳效果,因此,LEBUS绳槽的设计过程中选择合适的斜槽段偏角α至关重要。
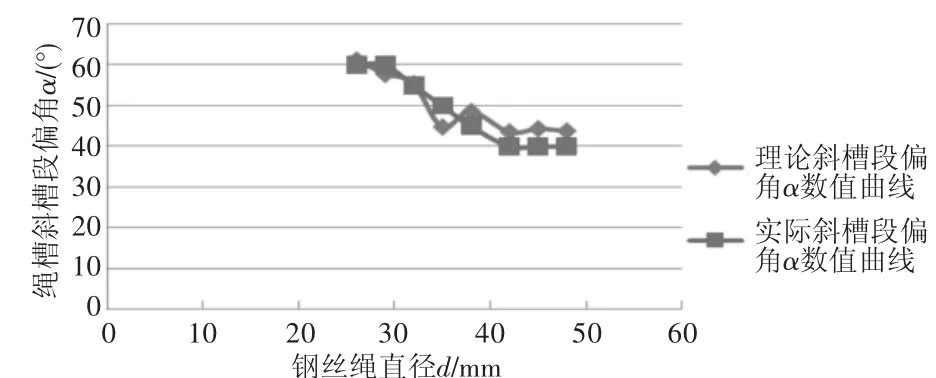
图7 JC15~JC120系列绞车钢丝绳直径与滚筒绳槽斜槽段偏角α的关系
1.3 滚筒导向块位置分析
绞车滚筒上缠绕的钢丝绳为多层缠绕,为保证钻井时绞车滚筒具有足够的缠绳量和缠绳效果,带LEBUS绳槽的绞车滚筒一般设计的缠绳量为4层,滚筒的初始缠绳推荐为10~14圈[7]。钢丝绳在第一层缠满后通过爬坡段引导槽缠绕至第二层时,需要在爬坡段绳槽处进行导向,缠绕在直槽段和底层最后一圈钢丝绳之间,如图8所示。钢丝绳在二层初始导向的过程中,一般需要设置导向块,导向块配焊在滚筒轮沿内壁上,在爬坡段中间处进行导向。
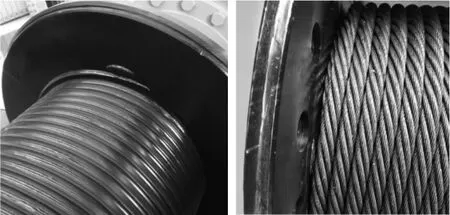
图8 滚筒导向块位置图
导向块位置合适与否也是影响缠绳的一个重要因素,若导向块靠近爬坡段首端,导向块难以起到导向作用,钢丝绳在导向块处提前导向,此时钢丝绳还没有通过爬坡段升至第二层预定的高度,在爬坡段处将会产生一端间隙和空档,导致下一层该处缠绳出现乱绳;若导向块靠近爬坡段末端,导向块导向推迟,此时钢丝绳将被导向块推向相邻的底层末圈钢丝绳上,产生骑绳现象。
2 绳窝对缠绳的影响
绞车滚筒上缠绕的钢丝绳通过绳窝处进入滚筒,并通过绳卡在绳窝处对钢丝绳的一端进行固定,目前常见的绳窝主要有内嵌绳卡式结构和外置U形绳卡式结构。
2.1 内嵌绳卡式结构
采用带式刹车的绞车滚筒一般采用内嵌绳卡式结构,由于带式刹车装置刹车毂的结构限制,滚筒轮沿外侧操作空间狭小,不便于从滚筒轮沿外侧抽绳和安装绳卡,绳窝设在滚筒轮沿内侧,通过三瓣式绳卡抱紧钢丝绳在滚筒内侧卡入绳窝。
内嵌绳卡式绞车滚筒的绳窝在滚筒内侧开孔,为保证绳卡从内侧顺利卡入绳窝,绳窝处的斜段末端大部分需要加工掉,该处的斜槽段是第二层缠绳的尾圈的引导槽,这将导致钢丝绳第二层缠至此处时,容易产生下沉现象,在第三层缠绳时该处同样产生下沉现象,从而导致排绳不规则。
2.2 外置U形绳卡式结构
外置U形绳卡式绞车滚筒应用较广泛,可适用于双刹车盘或单刹车盘式刹车,绳卡采用U形绳卡,可从绞车滚筒右侧轮沿绳窝外侧进行抽绳及固定绳卡。钢丝绳的出绳点一般设在绳槽斜槽段末端与直槽段相连处,钢丝绳折弯及过渡平缓。
目前井队在用绞车的滚筒绳槽多数为右旋绳槽,绳窝一般设在绞车滚筒右轮毂处,为整体铸造结构,绳窝处结构特殊,为保证钢丝绳穿绳顺畅无阻碍,除了要保证绳窝处的弧度半径尽可能大外,还要保证绳窝内表面光滑。由于滚筒绳窝处在滚筒绳槽斜槽段末端,绳窝处斜槽段的凸沿往往会进行一定程度的打磨,该处的斜槽段是第二层钢丝绳末圈的引导绳槽,若绳窝处斜槽段的凸沿打磨过渡,如图11(a)所示,第二层钢丝绳将会在此处产生沉陷,导致下一层钢丝绳缠绳时不规则,产生乱绳现象,如图11(b)所示,绳窝处斜槽段凸沿打磨合理,能够顺利地引导下一层钢丝绳缠绕。
3 滚筒缠绳技术研究
在钻井作业中,绞车滚筒是承受快绳拉力的直接部件,滚筒除了要满足结构强度要求外,还要满足钻井所需的缠绳容量要求,而滚筒缠绳规则与否又直接影响着滚筒和钢丝绳的磨损和寿命。合理分析影响绞车滚筒缠绳的因素,将有利于提高绞车滚筒和钢丝绳的寿命,减少井队钢丝绳的更换次数,从而节约成本。

图9 内嵌绳卡式绞车滚筒图
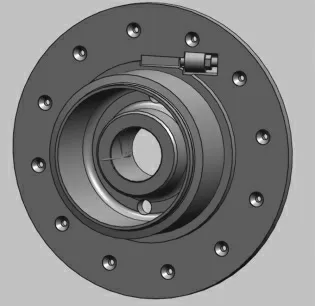
图10 内嵌三瓣式绳卡安装示意图
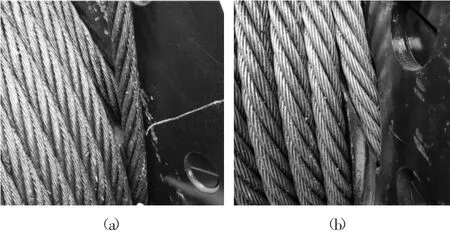
图11 外置U形绳卡式绞车滚筒绳窝
影响绞车滚筒缠绳的因素主要有以下几个方面:
1)滚筒底径。若滚筒底径过小,钢丝绳沿滚筒缠绕折弯时,钢丝绳折弯应力过大,排绳时会产生咬绳现象;若滚筒底径过大,将增大绞车的整体外形尺寸和质量。
2)滚筒开档。开档过小,末圈钢丝绳难以缠入预定绳槽,产生凸起现象;开档过大,整层钢丝绳缠满后与滚筒轮沿内壁产生间隙,下一层钢丝绳将挤入该间隙,产生乱绳现象。
3)绞车快绳进出天车快绳轮偏角。建议将该偏角设计为1°15′~1°30′,偏角过小,容易产生骑绳现象,偏角过大,则容易产生夹绳现象。
4)滚筒初始缠绳。在游吊系统放至最低位时,为保证滚筒缠绳具备足够大的摩擦力,绞车滚筒的初始缠绳推荐为10~14圈,若初始缠绳过大,游吊系统在最高位时,滚筒缠绳将超过4层,甚至可能达到6层,易产生乱绳现象。
5)滚筒初始缠绳时钢丝绳的张紧力。初始缠绳时,要保证钢丝绳初始缠绳缠紧滚筒,钢丝绳必须具有足够的张紧力。
6)LEBUS绳槽的斜槽段和爬坡段的圆周角。若该圆周角过小,钢丝绳沿滚筒缠绕时,在绳槽的第一个直槽段向第二个直槽段过渡时不平滑,缠绳时易滑槽;若该圆周角过大,第二层缠绳在该处换向的跨度区域过大,易乱绳。

图12 外置U形绳卡现场安装图
7)LEBUS绳槽的槽间距。根据相关标准要求,槽间距应等于钢丝绳的公称直径加上超出尺寸公差的1/2。
8)滚筒导向块的位置。绞车滚筒上缠绕的钢丝绳由第一层缠绕至第二层时,在绳槽爬坡段通过导向块进行导向,若导向块位置靠前,提前导向,第二层初始缠绳无法达到预定轨迹,会产生乱绳现象;若导向块位置靠后,导向推迟,第二层初始缠绳会产生骑绳现象。
9)绞车滚筒绳窝的形式。内嵌绳卡式滚筒的绳窝处的斜槽段加工掉较多,易导致第二层缠绳下沉,产生乱绳现象;外置U形绳卡式绞车滚筒的绳窝处的斜槽段凸沿打磨程度直接影响第二层缠绳效果。
4 结论
通过分析绞车滚筒和LEBUS绳槽的特点,对影响绞车滚筒缠绳的因素分别从滚筒底径、滚筒开档、绞车快绳进出天车快绳轮偏角、滚筒初始缠绳、滚筒初始缠绳时钢丝绳的张紧力、LEBUS绳槽的斜槽段和爬坡段的圆周角、LEBUS绳槽的槽间距、滚筒导向块的位置和绞车滚筒绳窝的形式几个方面进行了分析,对绞车滚筒和LEBUS绳槽的设计及关键参数的确定将起到指导作用,从而可减少滚筒缠绳乱绳的风险。
