钛合金镀乳白铬预镀层的隐患分析与预防
2020-06-15李成龙刘玉燕刘吉飞张起富南伟大连长丰实业总公司辽宁大连116038
李成龙 刘玉燕 刘吉飞 张起富 南伟(大连长丰实业总公司,辽宁大连116038)
0 引言
钛合金比强度高、力学性能好,但硬度低,耐磨性差,航空修理多使用镀硬铬提高其硬度和耐磨性。在钛合金镀硬铬之前需进行镀乳白铬打底,由于乳白铬预镀层的孔隙率比硬铬镀层低,其硬度也比硬铬镀层低,可对需要良好气密性的零件进行防护,不容易出现镀铬网纹,随着厚度的增加而气孔率减少。
从镀硬铬的特性上分析,由于硬铬沉积过程中,晶粒间存在较大应力,易出现网状裂纹,但实际生产中,要控制乳白铬不出现网纹,以减少镀铬网纹的增加和延伸,使得镀铬网纹控制在性能允许的范围内。本次研究采用钛合金镀铬后的荧光探伤、金相检测和SEM 扫描电镜检测,分析网纹产生原因以及影响,同时分析乳白铬后热处理对结合强度的影响,由于热处理后会形成氧化物,需进行吹砂处理,因乳白铬层较软,硬度只有(400~500)HV,本次试验优化吹砂的工艺参数,保证乳白铬预镀层完整,提高镀硬铬的前处理质量。
1 试验结果与分析
1.1 乳白铬网纹分析
按技术标准对试片1#~20#、试棒1#~20#进行镀乳白铬处理。其中,试片1#~10#、试棒1#~10#继续镀铬处理,其他试验件同槽处理后待用。经过荧光探伤发现,试棒2#、3#、4#、7#、9#的边缘处网纹明显,试片1#、4#、5#、6#边缘部位也存在相对试棒微小的网纹。图1为试棒的荧光探伤照片,网纹只出现在试棒的电镀根部,即临近绝缘区域,试片网纹也相对集中在边缘。采用S-4800冷场发射扫描电镜,观察试片镀铬层截面形貌,从图2中可以看出明显的镀铬网纹,网纹从乳白铬预镀层和钛合金基体的截面处开始,并进一步延伸。
检测试片11#~20#、试棒11#~20#边缘处的乳白铬预镀层厚度,试棒的厚度为(18~33)μm,试片的厚度(24~37)μm,进行荧光探伤检测发现,乳白铬厚度超过25μm,逐渐可观察出网纹,当接近30μm后网纹明显。记录位置,继续吹砂、镀铬处理,经过荧光探伤以及SEM 扫描电镜检测,镀铬网纹现象复现,与1#~10#网纹状态相近。
由于厚度增加导致网纹增多,所以要降低镀层厚度。保持电流密度及温度等参数不变,采用阴极保护分散电流方式,缩短乳白层预镀层厚度,对试片21#~30#、试棒21#~30#进行镀乳白铬处理。检测试棒发现,试棒镀乳白铬边缘的厚度(17~22)μm,试片边缘厚度为(12~23)μm,再次荧光探伤未发现网纹,镀铬后的扫描电镜图像显示出网纹明显减少,尤其是未发生在镀乳白铬的过程中,这说明厚度降低可以保证乳白铬无裂纹故障出现,同时减少镀铬裂纹。
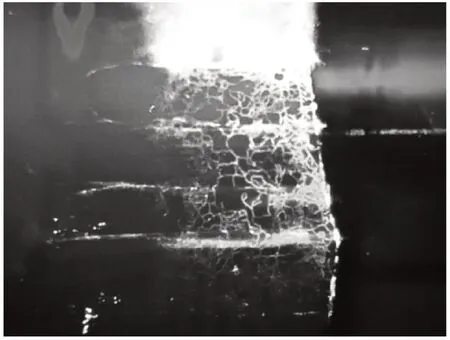
图1 试棒边缘处网纹
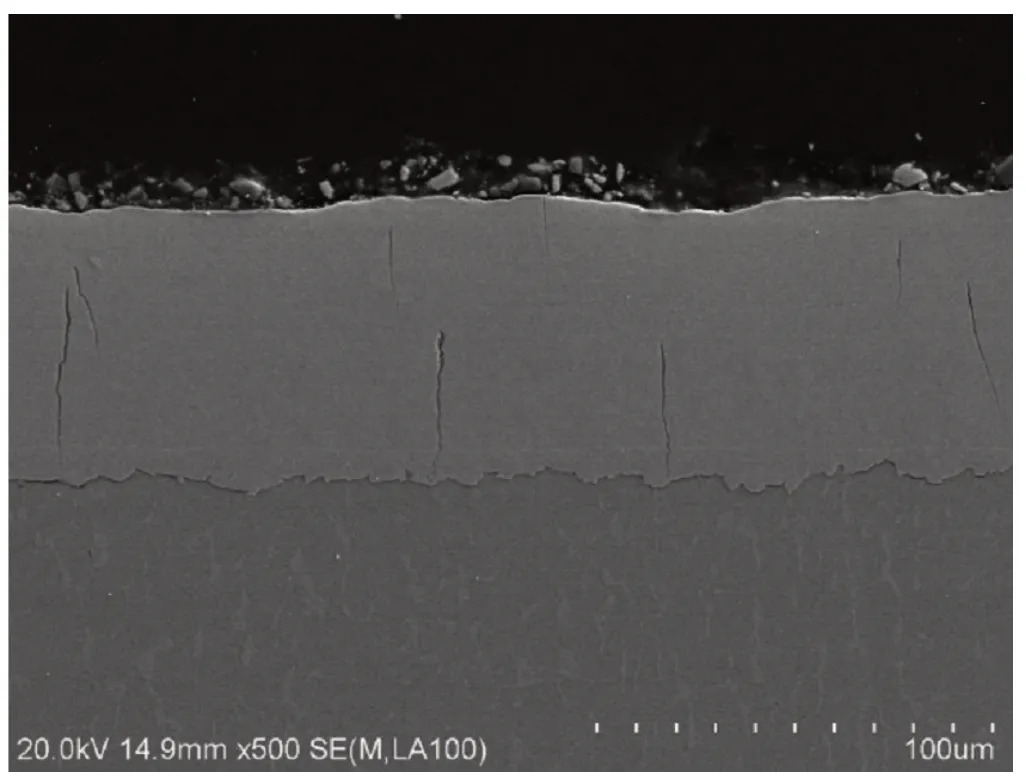
图2 试片截面SEM形貌
1.2 乳白铬结合强度分析
利用退镀试件研究真空热扩散退火对乳白铬预镀层的结合强度影响,选取试片15件镀乳白铬后进行真空热扩散退火再进行镀铬,与直接镀铬的15件试片进行结合强度对比,乳白铬平均厚度为15μm。
采用拉拔法(拉伸速度1mm/min)测试两组乳白铬层的结合强度,直接镀铬的结合强度为(14~21)MPa,经过热处理的结合强度为(16~26)MPa,结合强度相接近,未体现明显的结合强度优势。在避免镀层过氧化的前提下,实际生产中可执行工艺要求“TC1、TC2的钛合金零件镀乳白铬之后可不进行热扩散退火”。
1.3 乳白铬厚度损失分析
实际生产中,采取60 目刚玉砂在(0.3~0.5)MPa 的压力下进行吹砂处理,乳白铬均存在一定的厚度损失,损失约(5~15)μm,较厚的镀层因存在应力,吹砂后漏出底层,产品的中间位置厚度较薄,更容易漏底层。镀铬前,镀乳白铬预镀层厚度应为(5~15)μm,吹砂前应提高厚度余量,同时避免厚度增加镀铬网纹,所以应控制镀乳白铬在(15~25)μm,通过试验选取最佳的砂粒目数和吹砂压力,保证厚度损失最小、结合力效果最优。
针对不同位置的镀乳白铬吹砂试验,压力增加,厚度明显降低,采用较低压力操作更易控制厚度,用60目砂粒吹砂后,厚度降低最多,用180目砂粒吹砂后,虽然厚度降低最少,但部分试件的乳白铬表面出现吹砂不均匀、需要重复吹砂进而影响结合力的问题,采用0.2MPa~0.3MPa、120目的吹砂效果最佳,即使乳白铬氧化稍重,增加吹砂时间,也无明显的损失和漏出底层现象,厚度均满足(5~15)μm的要求。
2 结语
(1)由于镀铬层存在应力,镀铬的网状裂纹是不可避免的。但是,当乳白铬预镀层厚度超过25μm时,乳白铬层陆续出现网纹,并随着厚度的增加,数量明显增多,这会影响镀硬铬后的网纹数量,轴类零件镀乳白铬可设置阴极保护,分散尖端电流,控制镀乳白铬在(15~25)μm。
(2)经过热扩散处理的乳白铬预镀层,镀铬后的结合强度与未经热处理无明显差异,针对TC1、TC2的钛合金零件镀乳白铬之后可不进行热扩散退火。
(3)由于吹砂会去除较软的乳白铬层,乳白铬损失约(5~15)μm,所以吹砂前应控制镀层厚度在(15~25)μm,电镀前应利用120目的刚玉砂在0.2MPa~0.3MPa进行吹砂处理,减少镀层损失,以满足(5~15)μm的厚度要求。
