双机架炉卷轧机助卷辊故障分析处理
2020-06-08保应泉
保应泉
(昆钢板带厂热轧车间)
1 前言
昆钢板带厂热轧车间双机架可逆式炉卷轧机的助卷辊是地上卷取机的关键设备之一,其功能是将带钢导入到卷筒周围以确保带钢准确地卷取到卷筒上。 该助卷辊控制系统为电液伺服闭环控制系统,主要由APC、位置传感器、压力传感器、伺服放大器、伺服阀、助卷辊油缸及助卷辊液压马达等组成。由于该系统控制精度和动态响应要求高,设备造价昂贵,工作压力大,因此,联锁条件和安全措施比较多,在使用过程中,控制系统中的设备故障及联锁条件不满足时,都将导致地卷机卷取时出现失张,产生塔形卷、错边、钢卷压印、划痕等质量问题,严重影响生产的正常运行。本文主要以助卷辊的控制系统来说明其原理及其故障处理方法。
2 助卷辊设备的组成与位置调节原理
地上卷取机助卷辊控制主要由位置传感器、压力传感器、助卷辊油缸等设施组成,在芯轴的不同方向装有三只助卷辊。助卷辊调节器是一个位置调节和压力调节的双作用调节器,不管给定哪种数值调节方式(压力或位置)都是从助卷辊液压系统要求最低流量需求开始调节。助卷辊系统调节器为位置调节时可转换为压力调节,以便进行超负荷保护,程序整定值为每边28 MPa。如果助卷辊油缸位置误差大于助卷辊油缸压力误差,助卷辊调节器转换成压力调节。助卷辊系统调节器为压力调节时也可转换为位置调节,以便防止液压油缸的超行程,根据其所处方位的不同而拥有不同的油缸冲程,1号助卷辊油缸冲程2 000 mm,2号 助卷辊油缸冲程1 500 mm,3号助卷辊油缸冲程850 mm,实际执行冲程要根据的地卷机芯轴直径来决定,其位置反馈是来源于BALLUFF的位置传感器和数模转换板。在轧制期间,助卷辊调节器的正常操作是处于位置模式,只有当油缸位置不能就位时,才转换到压力模式,在这里主要分析位置控制模式。
在实际应用中,助卷辊位置反馈涉及的设备主要有:伺服阀芯LVDT,助卷辊油缸压力传感器,助卷辊位置传感器、BALLUFF放大板及接口底座、XVME611模拟量模块、±5 VDC直流电源、±15 VDC直流电源、中间接线箱等设备。其中任何一个设备出问题,都将导致助卷辊位置传感器的位置反馈错误或丢失,从而使轧制过程中断生产效率降低,见图1、图2。
现以单只助卷辊为例介绍设备的故障分析和处理方法。
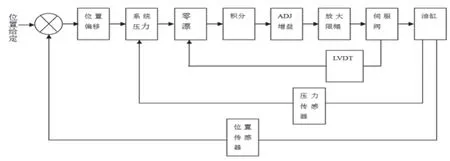
图1 内环控制方框图

图2 三号助卷辊油缸和检测元件安装位置
3 位置传感器反馈故障分析及处理措施
3.1 三号助卷辊不能正常设置
1)作为助卷辊位置闭环系统,首先必须对助卷辊油缸位置进行位移检测,其次有相应位置的定义。在助卷辊正常工作时突然出现位置反馈异常,不能正常设置。这时,应从两方面进行检查:检查液压设备及机械部分;电气部分检查位置反馈的传感器、压力传感器、放大板、电源、接线端子、插头做检查。
2)检查位置传感器,可以把助卷辊置于手动模式通过手柄操作,观察助卷辊位置跟踪曲线是否成线性变化,见图3。如呈现规律线性变化,说明元件正常,如呈现大范围波动或无变化,说明元件异常。此类检查也可以通过现场搭接电源,手动移动感应物体磁环,观察反馈变化来完成。
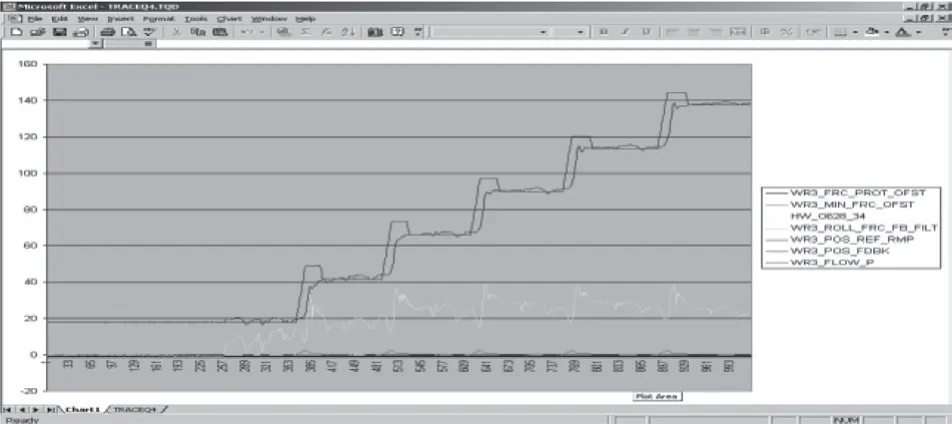
图3 三号助卷辊位置跟踪曲线
WR3_FRC_PROT_OFST---三号助卷辊压力保护偏置
WR3_MIN_FRC_OFST----三号助卷辊最小压力偏置
WR3_ROLL_FRC_FB_FILT---三号助卷辊压力滤波后反馈
WR3_POS_REF_RMP----三号助卷辊位置给定斜率
WR3_POS_FDBK-------三号助卷辊位置反馈
WR3_FLOW_P---------三号助卷辊位置油缸流量给定
3)在检查位置传感器的位置反馈情况时,如发现没有位置反馈或位置反馈不会变化,当液压缸没有移动时位置反馈会发生漂移现象,则可能是±5 VDC直流电源或是±15 VDC直流电源故障或直流电源回路保险熔断,此时应对±5 VDC或±15 VDC直流电源或回路保险作检查,更换相应故障设备及元件。
4)检查压力传感器的电源供给是否正常,压力传感器的压力信号是否处于正常的范围内;如果电源不正常应恢复供电系统,如果压力传感的压力信号没有处于正常的范围,应确定压力传感器是否已经损坏,如果压力传感器已经损坏则更换压力传感器。
5)检查反馈回路电缆、插头和接线箱,接头有无松动、接触是否良好、是否引入干扰源;我们发现当时的故障是电磁干扰,地上卷取机助卷辊线性位置传感器由于电磁干扰问题,导致动作不正常。类似的情况,在昆钢热轧车间曾经发生过几起。
3.2 三号助卷辊位置反馈回路处理措施
在我们检查时,发现该段控制电缆敷设路径极不规范,桥架内电缆走线较为杂乱,未单独走管敷设,并与现场交-直-交电机的电力电缆交叉缠绕或并行敷设,该段电缆为单层屏蔽,抗扰性能差。当现场电机启动运行,给定信号干扰感应叠加,促使助卷辊控制系统不稳定。针对此问题,对该段电缆重新选择敷设路径,并单独配管,控制电缆选择抗干扰强双屏蔽电缆,做好相关屏蔽处理,避开与电力电缆交叉并行。避免回路受干扰的现象明显改善。
3.3 钢卷塔型的分析处理
进入2010年1月,我车间在生产轧制中出现部分塔形卷,尤其是轧制6 mm时比较严重。通过分析,钢卷塔形与地卷机的张力有关,主要是带钢失张造成。位置传感器故障,液压马达故障,MOOG系统故障.都会引起带钢建张时产生张力波动而引起钢卷塔形。为解决上述故障造成钢带塔形,主要采取了以下几点措施:
1)首先我们对地卷机夹送辊的位置传感器进行标定,修正夹送辊压力,以求得到一个与助卷辊匹配的张力来改善带钢塔形,经过调整后效果不明显。证明其匹配张力正常。
2)然后我们对三只助卷辊的位置传感器作标定,做碰辊试验,无碰辊现象发生,观察三只助卷辊液压马达旋转正常,动作时也无窜动和跳动现象发生,从以上分析,位置传感器,液压马达,MOOG系统都正常看不出明显的故障现象,
3)利用跟踪曲线的反馈来对整个系统作实时监控,图4是三只助卷辊位置数据反馈曲线。
通过观察我们发现二号助卷辊在一段区间会出现阶段性的跳跃特别是在轧制6 mm的带钢时刚好在这个区间,在轧制时辊面与芯轴辊面有一个离合间隙,其间隙达到12 mm,如果加上设置厚度间隙达到18 mm左右,出现这种情况带钢就会松卷而产生钢卷塔形,更换二号助卷辊的位置传感器后,带钢塔形消除,通过这次故障的分析处理,利用图表作曲线分析,可以大大缩短故障处理时间,为经后处理类是故障积累了经验。

图4 三只助卷辊位置数据反馈曲线
3.4 带钢压痕与纵向舌印
2014年头,在精整开卷的大于12 mm厚度的Q235、Q345等牌号带钢厂品出现压痕,纵向舌印通过对地卷设备工况的跟踪分析排除芯轴,夹送辊故障,同时也与机液配合对地卷区域芯轴油缸,夹送辊油缸,三支助卷辊油缸进行检查,对油缸刚度,密封情况,联轴间隙作检查精度都在偏差范围见图5。

图5 三只助卷辊位置数据反馈
WR1_POS_FDBK——(一号助卷辊位置反馈)
WR2_POS_FDBK——(二号助卷辊位置反馈)
WR3_POS_FDBK——(三号助卷辊位置反馈)
TR_WR1_CAL_OFST——(一号助卷辊位置偏置)
TR_WR2_CAL_OFST ——(二号助卷辊位置偏置)
TR_WR3_CAL_OFST ——(三号助卷辊位置偏置)
对比 TPC—CL/UC/SECT707 ,CL/UC/SECT706,CL/UC/SECT705三支助卷辊源程序,发现二号助卷辊位置反馈差,经过比较三支助卷辊BALLUFF放大板输出电压,发现二号助卷辊BALLUFF放大板输出电压为负9 V左右,而在最大辊缝是这个值应为正9 V,如此大的偏置量,导致了带钢压痕,更换二号助卷辊BALLUFF放大板,从置偏置量,情况得到大大改善,带钢压痕舌印消除,保证了产品质量。
3.5 MOOG伺服阀故障分析及处理措施
MOOG伺服阀工作时出现振动,不能正常工作,使助卷辊油缸伸出时抖动,伺服阀芯LVDT反馈波动大,加大了伺服阀零漂,而使伺服阀工作不稳定,引起位置反馈不正常。
伺服阀工作时出现振动的原因与MOOG伺服放大板内环电流增益过大有直接关系,仔细分析电路后在内环增益电路中加了分流支路,减小了放大板输出电流。又在程序段TR_WR1_SVLV1_GAIN—ADJ(这段程序描述1号助卷辊伺服阀增益调节)中设置伺服增益范围,最大调整值不能超过(1.50000),每次只能以0.1来增减数值,直到从MMI观测到助卷辊油缸伸出的位置反馈平衡为止,通过上述调整有效地抑制了伺服阀工作时产生振动。
由于伺服阀损坏,需要切换备用伺服阀,这时要对伺服阀作零漂整定,否则助卷辊位置反馈会不稳定,反馈波动大。首先应在放大板取样点测量其LVDT反馈电压值,它一般在4 V—12 V之间,然后通过用信号发生器给伺服阀加信号,实测阀芯反馈位置,得到一个机械零漂,用百分比来表示,最高不能超过1 %,这个值加到内环控制中,以保证位置反馈的准确性。
4 结束语
通过对上述设备故障的分析处理及整改,大大缩短了故障处理时间,提高了工作效率,降低了热停工时间,减少了废品,为带钢良好的产品质量提供了设备保证,生产有效作业时间明显增加,为热轧车间取得了很好的经济效益。