对手柄螺旋夹紧器可调角便利性的改造与创新
2020-06-08付豪杨洋王琦雷鸿谦
付豪,杨洋,王琦,雷鸿谦
对手柄螺旋夹紧器可调角便利性的改造与创新
付豪,杨洋,王琦,雷鸿谦
(武汉理工大学 汽车工程学院,湖北 武汉 430000)
针对原有手柄螺旋夹紧器在细小空间装夹工况下容易产生干涉,导致工件夹紧效果不好、工件焊接时变形大的问题,结合现有的夹紧器特点,对夹紧器在可调角方面做了改造与创新。达到了夹紧器在装夹时可调角的效果,有效减小了干涉,设计在满足实用性的同时也满足了经济性。
手柄螺旋夹紧器;夹紧效果;可调角;改造创新
本文涉及的是针对原有的手柄螺旋夹紧器的创新改造设计。手柄螺旋夹紧器是三维焊接平台上常使用的夹紧器之一,如图1所示,其具有刚度强、使用操作简单方便的优点。但其缺点是在使用时装夹角度不易改变,在某些特殊的夹紧工况下容易产生干涉,导致工件夹紧效果不好,工件焊接时变形大的后果。该夹紧器在使用时只能垂直夹紧,当两个被夹工件在垂直方向上距离比较小时,夹紧器的手柄处容易与工件之间产生干涉,导致另外一个工件夹持不了。另外,在其他空间比较小的夹持工况下也容易出现此问题。为此,需要一种新型夹紧器来克服原有的夹紧器的缺点。

图1 现有普通手柄螺旋夹紧器
1 项目背景及研究意义
在车架的设计和焊接的过程中,首先要解决的就是焊接钢管的夹持和固定问题。因为在焊接的过程中,钢管的连接需先沿两根或多根钢管的相贯线去打磨坡口,使得焊接的两根或多根钢管在焊接时保证焊接度,保证焊缝的融合。为保证钢管在焊接时定位的准确性和稳定性,需要对焊接的钢管进行夹持和有效的固定。目前在车队中,使用的是购买的三维柔性焊接平台及其配套的夹具。
在实际操作中存在以下几个问题:①对钢管夹持的操作中,使用现有的夹具固定空间连接的两根或多根钢管,需要使用多个手柄螺旋夹紧器和不同种类的定位角尺。过多的夹具和角尺的使用不仅无法快速有效地固定钢管,而且也会占
用较大的空间,不利于焊接的操作和后续其他钢管的固定,影响焊接的质量和焊缝的美观,尤其会对后续钢管的夹持产生干涉,需要等先前完成焊接的钢管应力散去后才可以进行下一根钢管的固定及焊接,延长了加工时间。②在固定较高的钢管时,夹具容易受重力和外界震动的影响,沿定位角尺的滑槽产生偏移。由于平台和夹具的限制,对于位置特殊、操作空间有限的钢管无法直接固定,产生了焊接精度和强度较低、操作风险较大的影响。③手柄螺旋夹紧器及平尺角尺制造工艺复杂,购买和加工的成本过高。因此,基于当前使用的焊接平台的基础上,对焊接的夹具,特别是对空间中夹具的结构和使用方法进行优化和设计研究。使新的夹具可满足在焊接车架时对钢管的固定和夹持的要求,便于后续焊接工作的进行,提高焊接的精度和效率。
角铁的种类虽然不多,但通过不同的组合搭建方式,就如同积木一般会得到许多种样式,从而能够满足各种情况下的使用需求。与之相对的就是夹紧器,在所使用的一套组合夹具中仅仅只有一种而不能满足各种情况下的使用。而目前市面上的夹紧器按照夹紧方向分为平面、垂直、45°压紧器。按照操作方式的不同可分为螺栓夹紧、快速夹紧、手柄螺旋夹紧,还有手工、气动或液压。
夹紧器的工作方式虽多有不同,但总会有三个角度的限定,在某些环境下就难以使用了,因此对夹紧器在可调节和灵活性方面的改造也是有必要的,同时这也将避免重复购买,这对于改善焊接生产效率、降低生产成本也是具有重要意义的。
2 新型夹紧器设计
为解决多种夹紧工况下的干涉问题,在原来手柄螺旋夹紧器两根夹角为90°杆之间设计了一个转动关节,该设计的优点是增加了手柄螺旋夹紧器夹持工件时的夹紧角度调节范围,减少了多种夹紧工况下的干涉情况;但其缺点是刚度相比之前有所减小。
2.1 工作原理
如图2所示为转动关节的分解图,齿槽片链接在螺杆一端,限位片和关节筒则链接在另一杆上;组合后限位片的下表面与齿槽片的上表面接触,齿槽片的下表面与关节筒的上表面接触,齿总成的上段穿过限位片、齿槽片与齿盖相链接。
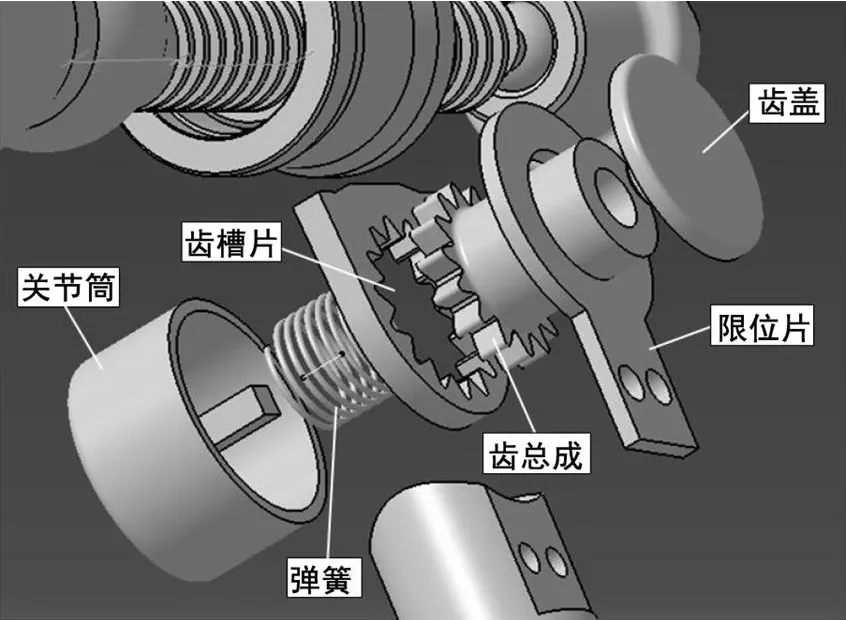
图2 转动关节分解图
在未对机构施加力时,齿总成中的齿与齿槽片中的齿槽相啮合,同时弹簧的弹力使齿总成不下落,限位片中孔洞的直径与齿总成的上段圆柱相同,即使齿不会脱出,限位片和弹簧共同限制了齿总成中齿的位置,使齿槽片和齿总成中的齿始终保持啮合,同时齿总成的下端中心开方孔与关节筒中方柱配合保证齿总成不可旋转,此时机构不可转动。
当通过齿盖对机构施加压力时,齿总成的齿从齿槽片中脱出,此时齿槽片可以自由转动,当螺杆调整到所需角度后停止施力,弹簧回弹的弹力使齿总成恢复原位,齿槽片和齿总成的齿再次相互啮合,机构被固定,因此达到了调整夹紧器夹紧角度的作用。
以上为机构的工作原理,夹紧器便通过以上的过程实现角度的变化,从而实现在多种角度下工作。
2.2 受力分析
在CATIA建模完成后利用ANSYS进行静力学分析,根据实际夹紧工况下的压力,对手柄加了1 000 N的力偶,加紧头加了一个竖直向上的2 000 N的力,然后把两根杆和加紧头的底面固定约束,最终分析得出来的夹紧器总变形结果如图3所示。
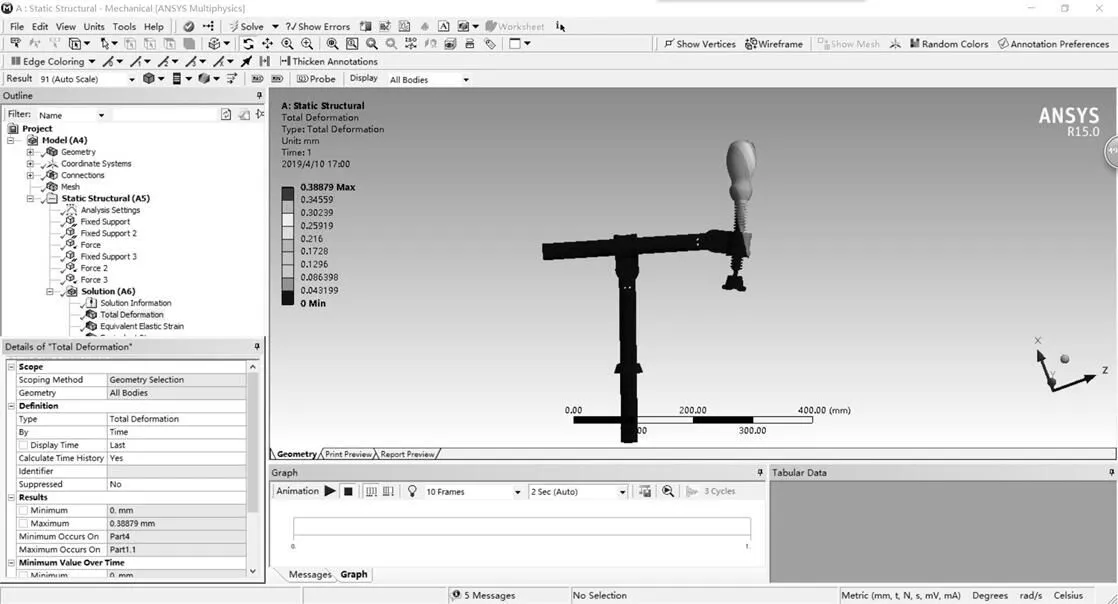
图3 ANSYS受力形变分析
根据ANSYS分析结果可得出,夹紧器受力后应力分布比较均匀、应变较小、强度满足要求,因此该设计结构满足使用条件。
3 应用实例
将加工出来的产品实际应用于三维焊接平台上装夹工件如图4所示,与普通手柄螺旋夹紧器使用方式相同,将夹紧器下端的杆插到三维焊接平台的孔里,利用挡圈固定位置不让它往下掉,然后通过顺时针旋转手柄利用梯形螺杆上的螺纹作用将工件夹紧,可达到预期的夹紧效果。
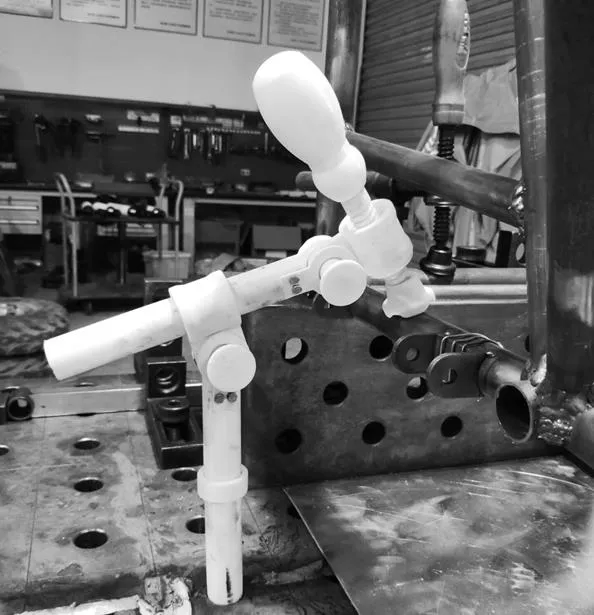
图4 夹紧器应用实例图
4 应用效果
普通手柄螺旋夹紧器的使用工况,可以明显看出其只能在垂直方向夹紧,当被夹工件夹持空间较小时,夹紧器容易与被夹工件干涉。对比改造前后,新设计出的夹紧器可调角的装夹特点,可以避开垂直方向上的干涉物,减少了干涉,增强了装夹效果。
5 总结
文中所述的夹紧器不仅能够达到原有夹紧器的夹紧效果,另外在转动关节的作用下还能实现可调角的装夹,极大减少了细小空间下装夹的干涉情况。同时该设计是在原有的手柄螺旋夹紧器的基础上改装的,设计时已经考虑了将原有的夹紧器部件能拆下来的部件尽可能用于该改装的夹紧器,所以也降低了制作成本,使设计在满足实用性的同时满足经济性。
[1]黄华梁,彭文生.机械设计基础[M].3版.北京:高等教育出版社,2001.
[2]吴宗泽.机械设计禁忌500例[M].北京:机械工业出版社,2000.
[3]邱宣怀.机械设计[M].4版.北京:高等教育出版社,1997.
[4]卢耀堂,赵金龙.一种推式平移夹紧器设计[J].汽车零部件,2018(12):69-71.
[5]孟兆新,马惠萍.机械精度设计基础[M].北京:科学出版社,2004.
2095-6835(2020)10-0137-02
U 270.6+4
A
10.15913/j.cnki.kjycx.2020.10.061
〔编辑:王霞〕
