关于轻量化铝合金白车身的连接工艺
2020-06-04覃星云谢明智
覃星云 谢明智
摘 要:节能环保安全是当今世界工业关注的重要问题,汽车轻量化技术是实现这一目标的重要途径。本文介绍了几种车身连接常用的技术概念,为轻量化车身提供相关的研究。
关键词:轻量化;铝合金;白车身;连接工艺
0 引言
根据相关的实验研究,汽车每减重10%,油耗降低7%左右。车身轻量化最直接的办法就是在车身制造过程中使用铝合金与高强钢轻量化的材料,但这些材料的性质与传统的钢结构有很大的差异性,给车身连接带来了困难与挑战,本文针对轻量化铝合金白车身的连接工艺分析。
1 轻量化材料的应用带来的连接技术的挑战
车身轻量化材料的应用在减轻车身质量的同时,也对连接技术提供了更高的要求,在车身传统的焊接中一般分为了点焊及二氧化碳焊。其中点焊在车身制造中占有70%左右的比例应用非常广泛。二氧化碳焊接占有30%左右的比例,在利用点焊的过程中,点焊对于异种金属的焊接质量很难保证,尤其是当前车身中用的铝镁合金材料,焊接铝电阻比钢要小,导热系数又大,在利用点焊的过程中很难有效的保障焊接的质量。利用二氧化碳焊接,则不能解决异种金属焊接的问题,无法保证薄板的质量,焊接薄板很容易发生变形。所以传统的焊接技术已经无法满足新材料的要求,要满足车身轻量化的发展就必须采取新的焊接工艺[1]。
2 常规的铝合金连接工艺
(1)螺栓连接工艺。铝合金结构中的连接有螺栓连接,螺栓连接主要有普通螺栓连接和高强度螺栓连接,它与铆钉连接有所不同,螺栓连接可以同时承受拉力和剪力。在大部分到铝合金材料制造零部件中都是非常适合用螺栓进行连接的,例如汽车的发动机缸盖,轿车的轮胎等都是铝合金材料用螺栓来进行固定的。
(2)铆接连接工艺。铝合金车体当前普遍采用滚花圆铆螺母,安装时根据螺母的规格及安装位置的厚度,在铆钉枪上设置合适的压缩行程。将铆螺母旋进芯轴,并插入安装孔,扣动扳机,让其发生塑性形变,完成拉铆,拉铆螺母操作简单便捷,适合单边操作,但螺母安装不可拆卸,一旦安装失败就很难更换。在车身上应用拉铆钉主要利用液压铆接工具和气动铆接工具,液压铆接工具通过液压泵获得动力,气动铆接工具通过压缩空气获得动力来进行固定安装操作。将铆钉穿入车身连接孔内,套上套环,用铆接工具卡爪抓住铆钉尾部。在动力作用下发生塑性形变,铆钉在拉断还处断开,铆接完成。拉铆钉操作较为简单,车身连接效果好。
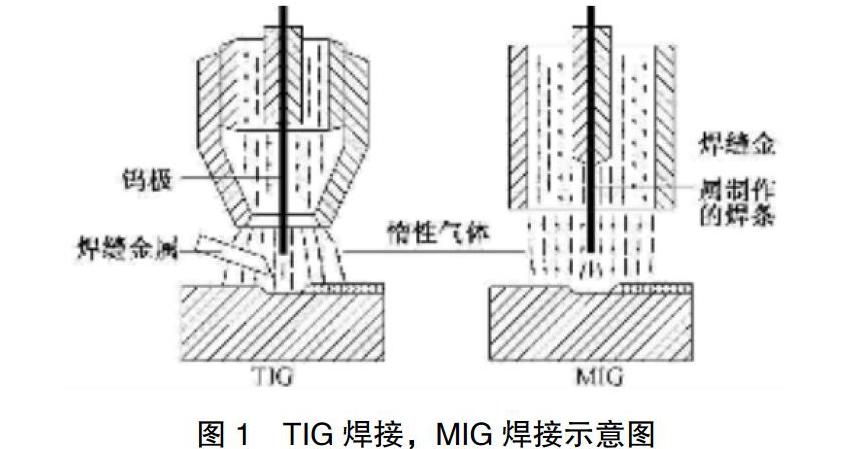
(3)焊接连接工艺。当前焊接的方法和材料的选择是有一定联系的,当前常用于铝合金结构的焊接形式,分为了TIG焊接,MIG焊接和氩弧焊三种。TIG焊接的全称叫做钨极惰性气体保护焊,主要分为手工,半自动和自动焊三种模式,MIG焊接的全稱是金属惰性气体保护焊,分为手工和自动焊两种。它是使用氩气作为保护气体的焊接技术,又称为氩气体保护焊,就是在电弧焊周围通上氩气保护气体,将空气隔绝在旱区外,防止焊区的氧化。能够焊接所有金属特别是一些难溶金属氧化金属,例如镁,钛,钼和铝等合金,也不受焊件位置的限制,能够进行全方位的焊接。
3 铝合金应用技术中的新工艺
(1)胶粘技术。铝合金应用技术中的一些新工艺,有胶粘技术,主要是通过胶粘剂和被连接器件之间的化学反应和物理凝固作用,将材料粘接在一起的技术。它的抗疲劳性隔音性减震性都非常的好,因此,在当前的车身制造中得到了广泛的应用。但是在多材料车身的交接技术却面临着一定挑战,因为在高温烤漆固化的时候,由于吕刚热膨胀系数差异很大,会导致车身的结构产生变形,在这样的情况下会让胶粘头失效。
(2)焊接技术。CMT焊接是一种冷金属过渡焊接技术。这种技术适合用于薄板焊接,因为它是利用机械抖动丝让熔滴脱离焊丝,达到降低热输入量的目的,所以它不适合于厚板领域焊接。激光焊接技术是以激光作为能量载体的高能量密度的焊接方法,将高强度激光束辐射到金属表面之后,通过金属和激光产生的作用,让金属融化形成了连接。金属焊接的优点焊接变形小,焊接速度快,焊接质量好,能够对不同的异形金属进行相关的焊接。激光焊的能量密度很高,但是对接头间隙要求非常严格,所要求允许的间隙量最大不能超过板厚的10%。激光穿透焊接技术它是一种热塑性的环节,在焊接的过程中激光参数对焊接速度和焊接质量影响非常大,因此要做好相关的分析,选择合适的参数做好焊接。
(3)无铆钉铆接技术。无铆钉铆接技术和铆接连接技术产生了明显的对比,它又被称之为是冲压铆接。利用软件本身的冷变形能力,对板件进行压力加工,让板件产生局部变形,然后将板件连接在一起的技术。无铆钉铆接工艺它的接头剥离强度和疲劳强度较低,所以只能用于发动机罩行李箱盖等非承载的部位。
(4)FDS流钻螺钉技术。FDS技术被称为是流钻螺钉技术,它发明于20世纪末。这项技术有很多优点,因为它的螺钉不需要变形,所以可以用来包裹超高强钢,铝镁合金,复合材料在内的相关异种材料。这项技术不仅能够用于板材,也利用于型材,螺钉高速旋转后能够软化金属保证连接后板材变形较小。同时在使用之后也方便拆卸回收,因此非常符合当前的应用,但是它的明显缺点就是设备成本非常的高,明显高于电阻点焊的成本。
4 结束语
综上所述,轻量化铝合金白车身的连接工艺有很多,一般分为了传统常规的铝合金连接工艺,一些随着当今时代的发展,在铝合金应用技术中所产生的新工艺,这些新工艺包括了胶粘技术,焊接技术,无铆钉铆接技术和FDS流转螺钉技术,这些技术既有优点也有不足,因此在具体的应用过程中,要结合车身的实际情况来进行有针对性的选择应用。
参考文献:
[1]张鹏,刘志敏,陈琳琳,全斌义,周万权.白车身铝合金轻量化的应用现状和发展趋势[J].汽车工艺与材料,2019(03):4-8.
