轨道车辆制动管路卡套式连接工艺介绍及泄漏分析
2020-05-30曾少峰曾琦豪洪永敏
曾少峰,曾琦豪,洪永敏
(泉州中车唐车轨道车辆有限公司,福建泉州 362122)
0 引言
轨道车辆制动管路主要采用卡套式、螺纹式和橡胶式等方式进行连接,目前以卡套式连接为其最主要连接形式。
卡套式连接具有结构简单、连接牢固、承压能力强以及良好的拆装性能等优点,广泛应用于各种气压、液压、油压管道连接中,但是其对于不锈钢冷拔钢管,卡套、螺母、接头体等的加工精度以及装配工艺要求都非常严格,目前国内的工艺技术水平还不够成熟,在制动管路的组装过程中时常会发生空气泄漏问题,导致卡套失效,找到泄漏的原因是解决泄漏问题的关键,通过优化装配工艺及过程控制可以大大降低泄漏的故障率,进而提升列车运行的安全性。
本文结合卡套式连接的工艺流程来分析导致制动管路泄漏的原因,并结合实际提出相应的解决措施,提升生产过程中制动管路装配的品质,有效预防列车运行中因制动管路泄漏从而造成的事故。
1 卡套式连接结构
卡套式连接如图1所示,由卡套、接头和螺母组成[1]。

图1 卡套式连接结构图
2 卡套连接工艺流程及密封原理
2.1 不锈钢管下料要求
不锈钢管材质选用冷拔无缝钢管,符合标准EN10126-5,材质为X5CrNi18-10,公差等级为T4、D4[2]。使用金属圆锯机对冷拔不锈钢管进行下料,使用倒角机对端部进行倒角去毛刺,避免出现较大的毛刺(最大不超过0.2×45°)、切偏、压扁等情况[3]。使用角度尺测量端面的垂直度,端面相对于钢管的轴线,保持管端垂直度90°±0.5°[4]。
2.2 卡套预装要求
检查卡套预装机设备状态良好,保持模具清洁并涂抹适当润滑油,注意卡套螺母摆放方向,使用工艺规定的预装压力进行卡套预装。预装完成后,需检查预装效果,主要检查项包括:(1)卡套前端刃口处钢管被切入后挤出的料堆凸缘需均匀饱满;(2)卡套预装后允许沿钢管上下平行移动(最大移动不超过1 mm),但不允许卡套前端刃口脱离沟槽;(3)卡套前端至钢管端面长度每隔约90°测量一个点,共计测量4个点进行比较,数值无偏差为合格。
2.3 卡套终装要求
使用开口扳手对螺母卡套与接头体的终装操作。用扳手固定接头同时用另一个扳手拧紧螺母,直至所需的力矩明显增大,到达力矩激增点,终装时将螺母再拧1/6~1/4圈(60°~90°),完成终装,如图2所示。卡套终装后,应使用标记笔涂打“Y”紧固标记,防止重复紧固,导致卡套连接失效。

图2 卡套终装
2.4 卡套密封原理
卡套连接时,卡套受到来自螺母与接头体的相对挤压,卡套刃口均匀的插入到钢管型材内挤出堆料,从而起到密封作用[5],如图3所示。
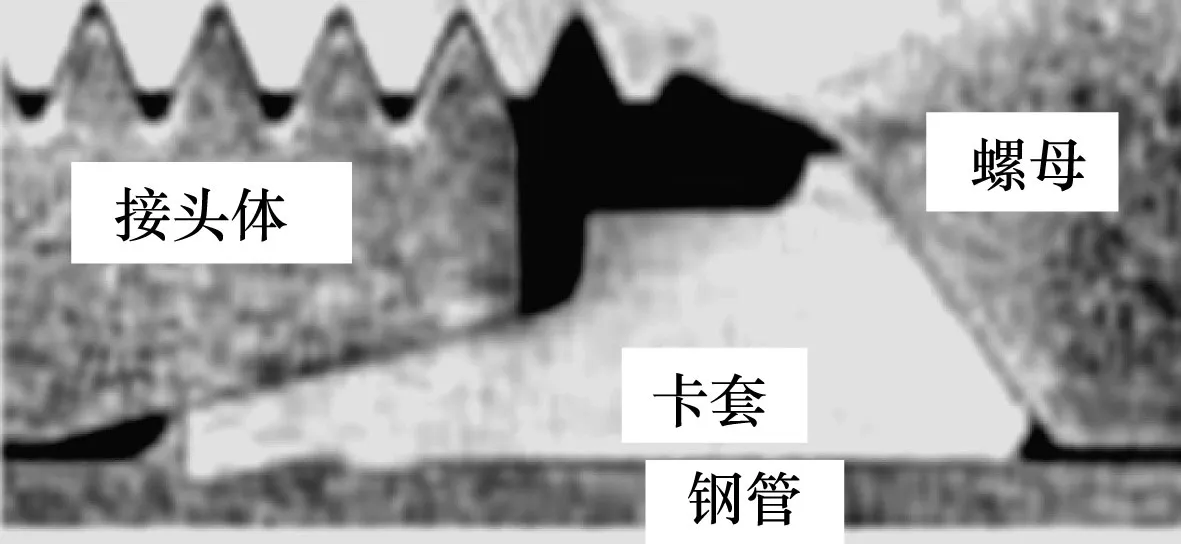
图3 卡套密封原理
3 泄漏分析及预防措施
3.1 配件问题导致的泄漏
3.1.1 不锈钢管材的影响
(1)配件管材主要采用冷拔不锈钢管,目前国内技术起步较晚,较多采用进口件,由于长时间的道路运输和不稳定的储存条件,如若防护不到位,不锈钢管易产生磕碰划伤,过程中接触到其他生锈金属或者长时间淋雨受潮则会导致不锈钢管生锈腐蚀[6]。对于此种情况,应督促供应商提高防护要求,不锈钢管下料前都应该对每根钢管进行外观检查,表面不允许有锈蚀现象,划痕深度不高于1 mm为宜。
(2)管材硬度不达标,过硬会使卡套刃口无法正常切入管材外壁,导致密封不严实,通过观察卡套切入堆料是否均匀来判断是否合格。
3.1.2 接头、卡套、螺母的影响
(1)接头、卡套、螺母制造精度要求较高,实际生产过程中较为常见的是卡套刃口强度太低,无法均匀插入不锈钢管内,导致密封失效。对于此种情况,应该选取符合资质的物料供应来源,卡套预装完成后,应检查堆料隆起情况,对于隆起不均匀,有断开的情况直接进行报废处理。
(2)卡套管接头在反复多次使用中,如果由于拆缷时用力不当而发生卡套失圆、刃口损伤的问题,再用这样的管接头必定会导致密封程度不够,进而造成泄漏[7]。
3.2 设备问题导致的泄漏
3.2.1 卡套预装机的影响
(1)卡套预装机的性能直接影响卡套预装后的效果,对于卡套预装机的选型应该参照卡套的形式进行匹配。
(2)预装过程中,每种规格的卡套对应的预装压力及模具使用具有不同,预装过程中要严格进行区分。
(3)预装模具需定期进行检测,使用设备配套的检测量规每安装50个卡套后对模具进行检测,不符合要求的模具直接进行报废处理。
3.2.2 金属圆锯机的影响
圆锯机在对管路进行下料的过程中,由于切削进给速度过快,锯片钝化等原因会导致不锈钢管变形,达不到需要的圆度要求,也会导致密封失效,从而导致泄漏,对于此种情况,应该降低切削进给速度,经常对锯片进行打磨,使锯片保持锋利。
3.2.3 弯管机的影响
在进行弯管过程中,需保证弯管直段长度不小于2 H,如图4所示,且该段长度内不圆度和不直度都不得超过DIN 2391所规定的的钢管尺寸公差,否则都会影响到气密性。

图4 弯管直线段长度要求
3.3 装配问题导致的泄漏
3.3.1 力矩的影响
除了用卡套预装机预装时有预装压力的要求,在进行手动终装的时候,也有力矩的要求,力矩不够的话,会影响连接的稳定性和密封性能,应对措施为严格按照工艺要求的力矩进行安装,在安装大于20 mm直径的管接头时,可使用加长型(力臂400 mm)的梅花扳手进行安装,若保压试验不合格,对于泄漏处可再进行稍许紧固。
3.3.2 安装应力的影响
由于管路在样制过程中的偏差,导致管路连接后存在安装应力,从而影响连接处的密封性,在生产过程中应杜绝此类现场发生,一旦发现管路样制偏长或者偏短,则应马上换一根新的不锈钢管进行重新样制,不允许将问题件安装上车。
3.3.3 润滑油的影响
管接头螺纹处需按要求涂抹指定润滑油,未按要求涂抹润滑油或者使用不符合要求的润滑油,都会影响安装时的力矩大小。因此,在装配过程中,必须使用专用的卡套接头润滑油进行润滑,涂抹润滑油时应以不产生流滴为准,过多的润滑油会进入空气管路,进而污染到制动管路,影响列车制动性能。
3.3.4 装配手法的影响
(1)把螺母和卡套套在无缝钢管上,卡套方向不能装反,把管子插入接头体,管子一定要插到底,按住机器的预装按钮,直至到达设定的压力后松手,若装配过程中提前松手或者管子未插到底都会导致预装失败[8]。
(2)对于较长的钢管需要两个人配合进行预装,保证管路相对于预装模具处于同一轴线上。
4 结束语
卡套式连接目前广泛应用于航空、船舶、汽车及轨道交通行业,拥有着良好的发展前景,但是目前国内的物料、配件、设备都主要依赖进口,随着行业的不断发展和工艺的不断优化,终有一天国产的元件也能够成为主流。
