超高压磨料射流切割喷嘴表面强化技术研究
2020-05-29刘占鏖王俊姬孙慧铭鞠少栋王兴旺
刘占鏖,王俊姬,孙慧铭,鞠少栋,王兴旺
(中海油能源发展股份有限公司 工程技术分公司,天津 300452)
超高压磨料射流切割技术是海上油田弃井和海上废弃结构物安全高效切割回收的有效方式[1-2]。在切割过程中,喷嘴把混合磨料的流速由4 m/s加速到约700 m/s。由于混合磨料的超高压力和流速对喷嘴的内部结构产生极大的冲蚀磨损,喷嘴在切割过程中容易损坏[3-6]。更换失效喷嘴的拆卸、安装过程较为复杂,且耗费时间。因此,如何提高喷嘴的使用寿命是超高压磨料射流切割技术研究的重点。
笔者设计了内嵌式喷嘴结构。为了提高材料的表面硬度和耐磨性能,开展喷嘴表面强化处理技术研究,制备表面类金刚石薄膜(DLC镀膜)涂层。对该涂层的性能和表面形貌进行研究,与没有镀类金刚石薄膜涂层的喷嘴进行对比分析,从而对材料表面镀类金刚石薄膜涂层的性能进行评估,以延长喷嘴的使用寿命。
1 内嵌式喷嘴结构
内嵌式高压射流切割耐磨喷嘴结构如图1所示,包括外部壳体和固定于外部壳体内部的喷嘴芯。喷嘴芯内设计有呈流线形状的流道。流道分为3段,从左至右依次为曲线形收缩段、曲线形加速段和圆柱形稳流段。

1—喷嘴芯;2—外部壳体。
喷嘴芯由纯碳化钨烧结而成,硬度大于95 HRA。外部壳体为碳化钨硬质合金,硬度大于90 HRA。喷嘴芯和外部壳体通过热等静压烧结工艺,使两者通过粘结层固定连接。这种结构使得喷嘴芯得到了外部壳体的保护,并使喷嘴芯避免受拉应力,提高了喷嘴的整体力学性能。喷嘴芯的表面镀类金刚石薄膜,其耐高压和冲蚀磨损性能显著提高。内嵌式喷嘴的性能参数如表1。
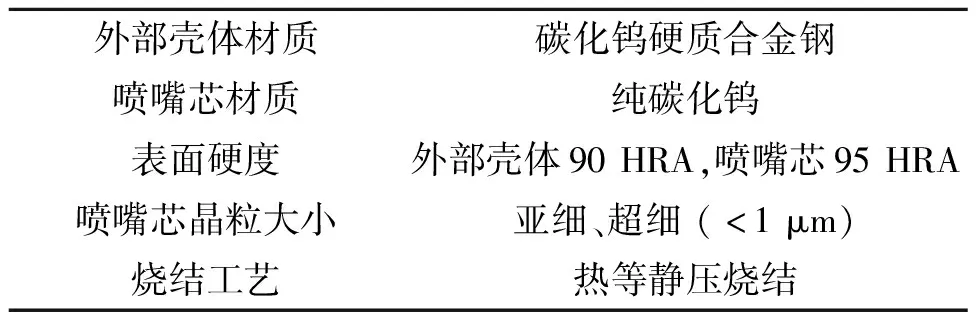
表1 内嵌式喷嘴性能指标
2 类金刚石镀膜的制备
类金刚石镀膜具有高硬度、低摩擦因数和高耐磨性等一系列优良的性能[7-10]。本次制膜方法采用Ar/C2H2混合气氛的离子辅助中频非平衡磁控溅射法制备TiAlNC类金刚石镀膜,设备如图2所示。

图2 类金刚石薄膜涂层沉积设备
图3为镀有类金刚石薄膜(DLC)的喷嘴样块和试样,喷嘴内外表面镀有TiAlNC涂层,涂层厚度为2~4 μm。

图3 镀DLC薄膜涂层的喷嘴
类金刚石镀层的基本性能参数如表2。

表2 镀有类金刚石涂层样块相关性能参数
3 镀层力学性能试验
3.1 硬度
硬度是类金刚石薄膜材料的一项非常重要的力学性能,其表征的是该材料的形变,也就是抵抗破坏的能力。采取不同的测量方法,测得的硬度值有所不同。本次采用压痕法测量DLC薄膜的维氏硬度,其与无钴碳化钨硬度对比如图4所示。
由图4可知,有DLC薄膜镀层材料的维氏硬度达到3 500 HV,大于无钴碳化钨的硬度。

图4 无钴碳化钨(HV10)和DLC薄膜涂层(HV0.05)硬度
采用JSM7500型扫描电子显微镜对具有DLC薄膜镀层的喷嘴表面进行微观分析,同时与之前的烧结碳化钨喷嘴(WC-0.2Co)进行对比,加速电压为15 kV。进行微观形貌扫描之前,先将样品研磨抛光。图5为放大倍率为10 000倍的扫描微观形貌,在各自的温度和压力下,两种试样均表现出具有良好的晶状结构,晶界清晰,晶粒尺寸细小而均匀。DLC薄膜涂层在扫描电镜下观察到的微观结构致密性更高。

a WC-0.2Co

b DLC薄膜涂层
3.2 DLC镀膜的摩擦磨损性能
采用摩擦磨损综合试验机对DLC镀膜喷嘴试样进行摩擦磨损试验,该试验在室温、标准大气压下进行,试验参数如表3。将测得的摩擦因数绘制成曲线,进行对比分析。

表3 摩擦磨损试验参数
图6为载荷50 N和200 N时DLC镀层喷嘴的摩擦因数与时间关系曲线,加大载荷后,试样的摩擦因数较为稳定,且整体存在上升趋势。表4是载荷为50 N和200 N时各组样品的摩擦因数分析结果,DLC镀层的摩擦因数较热等静压烧结硬质合金喷嘴的摩擦因数小,由此判断具有类金刚石镀层喷嘴的耐磨性较好。
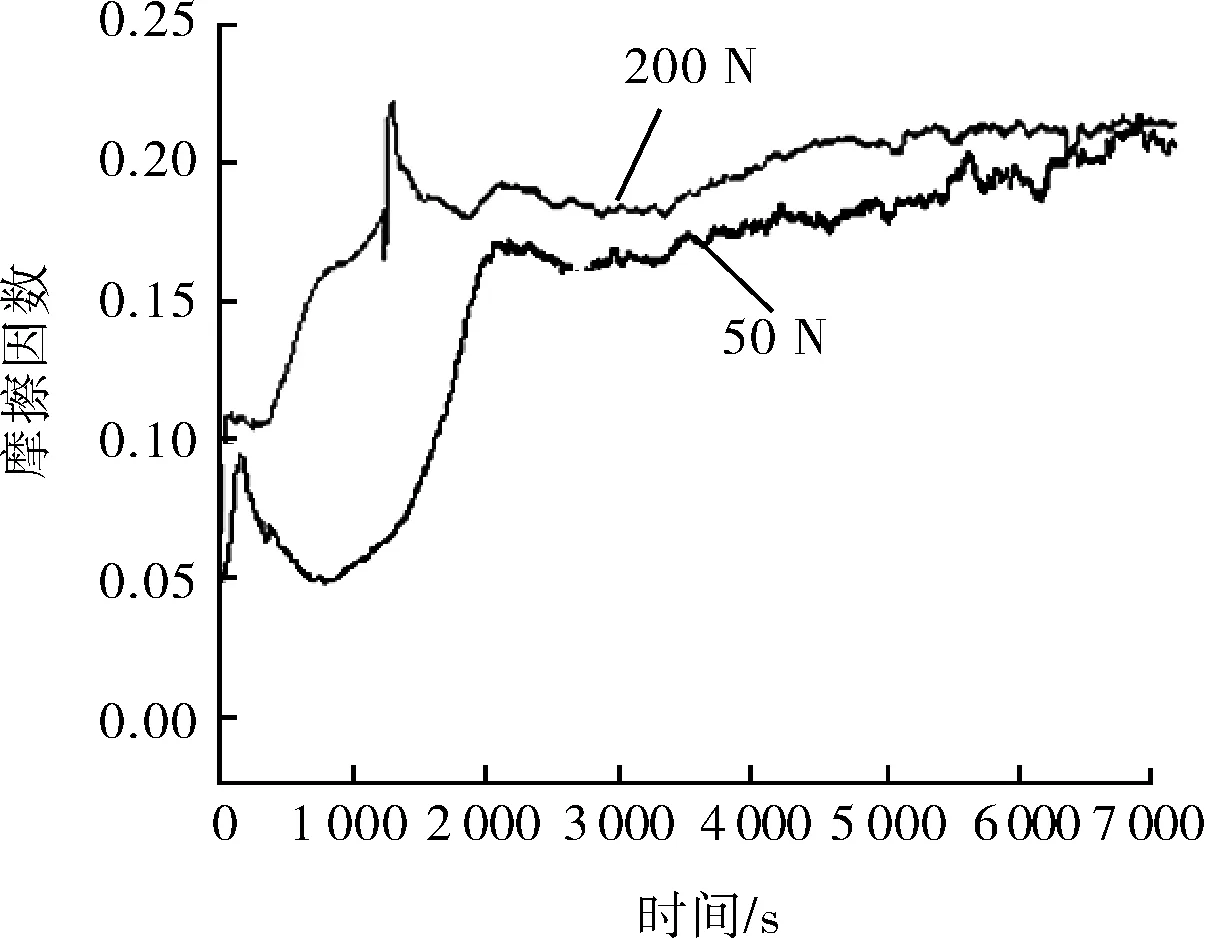
图6 DLC薄膜涂层样块的摩擦因数与时间的关系
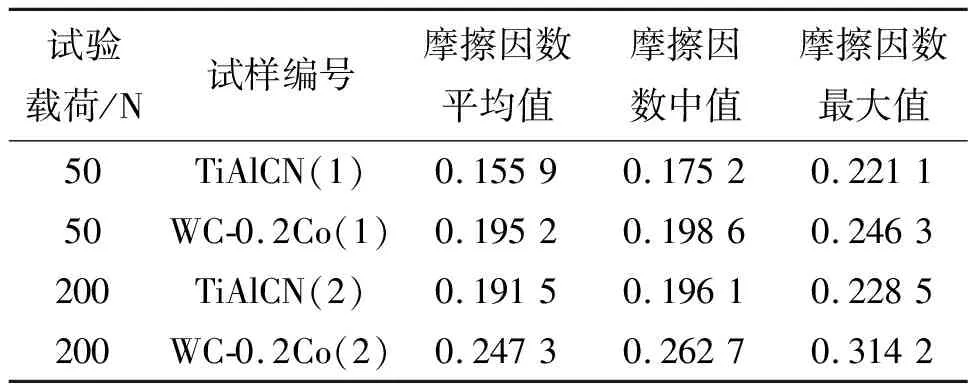
表4 各组样品的摩擦因数分析值
载荷为200 N时摩擦磨损试验后的喷嘴表面磨损轮廓如图7所示。由二维轮廓图可看出磨损体积的深度和宽度变化,DLC镀膜的体积磨损率远小于碳化钨喷嘴,不同试样在载荷200 N下磨损120 min,计算得出的体积磨损率如表5。
不同试样磨损后表面微观形貌如图8所示,放大倍率为5 000。图8中各组样品经摩擦磨损后的表面均有少量晶粒剥落现象,但DLC镀膜试样的剥落坑比较少。WC-0.2Co试样能较为明显的观察到剥落坑。

a WC-0.2Co

b DLC薄膜涂层
图7 两种试样磨损后轮廓形貌

表5 载荷为200 N时喷嘴试样的体积磨损率

a WC-0.2Co

b DLC薄膜涂层
4 结论
1) 内嵌式高压射流切割耐磨喷嘴由外部壳体和喷嘴芯组成。喷嘴芯由纯碳化钨烧结而成。外部壳体为碳化钨硬质合金。喷嘴芯是在外部壳体内,通过热等静压烧结工艺使两者牢固连接。这种结构避免了喷嘴芯受拉应力,提高了喷嘴的整体力学性能。
2) 喷嘴表面具有类金刚石薄膜镀层,硬度由2 400 HV提升到3 500 HV。类金刚石薄膜镀层在扫描电镜下观察到的微观结构致密性更高,材料性能更好。
3) 类金刚石薄膜镀层的摩擦因数较热等静压烧结硬质合金喷嘴的摩擦因数小,耐磨性更好。
4) 镀类金刚石薄膜可以提高喷嘴的表面硬度和耐冲蚀性能,延长喷嘴使用寿命。
