有限空间内活动线束连接器尾夹实施工艺
2020-05-22田景玉穆希鹏王玉龙
田景玉 穆希鹏 王玉龙 王 威 张 伟 张 俊
设计·工艺
有限空间内活动线束连接器尾夹实施工艺
田景玉1穆希鹏2王玉龙1王 威1张 伟1张 俊1
(1. 中国科学院长春光学精密机械与物理研究所,长春 130033;2. 上海机电工程研究所,上海 201109)
结合某航天项目实际需要,针对活动线束的连接器尾夹处理工艺进行研究,设计了4种工艺方案并测试,确定了在导线间填充环氧胶的工艺方法是一种可靠的压线卡处理工艺,可以确保压紧线束,使活动线束的扰动不对连接点产生应力作用。通过该种工艺实现了某航天产品活动线束的高可靠工艺实施。
活动线束;连接器尾夹;布线工艺;有限空间

1 引言
近年来,航天电子产品逐渐小型化与精密化,且在相关电装任务中,线束线缆的比重日益增加。一般情况下,活动线束两端会设计有多个固定点用于应力释放,避免将扰动产生的应力传递到连接点处。而在空间限制的情况下,线束固定点设置受限,甚至无额外固定点。针对此种条件下的活动线束走线、防护、绑扎、尾夹处理等相关工艺过程,行业内具有较少的实施经验[1~3]。当仅存在连接器尾夹这一个固定点时,线束扰动给连接点带来的应力仅通过连接器尾夹集中释放,其应力极大,容易造成压线卡压不紧线束,线束整体脱出或某根导线单独脱出,进而将应力传递到连接点,导致焊点开裂或压接点拉脱。为此,需要针对活动线束的压线卡处理工艺进行研究,将线束牢牢固定在压线卡处,使得线束扰动产生的应力不传递到连接点处,实现航天产品活动线束的高可靠工艺实施。
2 工艺方案试验及验证
针对某航天项目中的某型号电连接器仅使用压线卡固定活动线束开展工艺试验验证工作。该活动线束直径大于20mm,由1553B成品线、裸导线、屏蔽防护线等混合组成,由于机械位置限制,该线束扰动部分与连接器尾夹之间无额外的固定点用于应力释放,扰动产生的所有应力集中在连接器尾部附件的压线卡处。采用普通的尾夹处理方法(缠绕填充物)无法保证压紧整体线束,更无法保证压紧线束中的每一根导线,尤其是处于线束截面中心位置的裸导线,极易从线束中抽出,进而将应力传递到对应的连接点上。
根据以上实际工况的线束类型和线束数量,设计了填充硅橡胶、填充环氧胶、分束捆扎等4种工艺方案。均包括线束固定、缠绕填充物(热缩带)、固定线卡等工步,之后随机抽取导线进行抗拉力试验。
采用的裸导线型号为AWG24#与AWG26#,其单根导线额定抗拉力值分别为70N、52.5N。拉力测试机为Schleuniger的PullTester-20,其测量范围0~500N,最大拉伸量48mm。具体工艺方案及试验结果如下。
2.1 工艺方案1:线束内填充GD414硅橡胶

图1 工艺方案1压线卡螺钉拧紧后的照片
在线束的压线卡位置处,线束内部填充GD414硅橡胶,外部整体逐层缠绕热缩带并吹缩,缠绕至线束整体外径略大于压线卡包络,使用力矩扳手固定压线卡螺钉,固定后外部热缩缠带应有一定的变形(制作过程中反复试装确定),如图1所示,确保压线卡压紧线束。
压紧线束后,进行导线拉力测试,将拉伸速度设定为25mm/min,随机抽取7根导线进行拉力测试,模拟活动线束中单根导线受力的工况。其结果如表1所示。其中1号、2号、3号、4号、7号测试结果为导线束整体从压线卡处抽出,其拉力最低为9N,最大为35N,说明压紧状态不稳定,整体线束与压线卡间的摩擦力不足,在实际应用中会产生相对较短的导线在连接点处受力拉断的情况。5号、6号测试结果为单根导线带着与其双绞的导线一起脱出,拉力分别为42N与31N,说明导线之间的摩擦力或紧固力较低,在实际应用中不能保证线束扰动产生的应力不传递到该双绞线的连接点处。
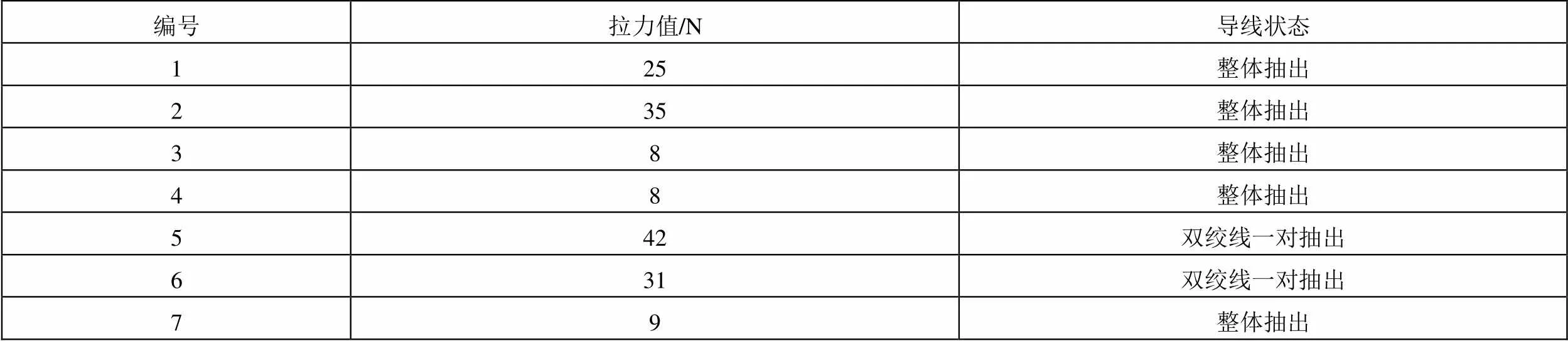
表1 工艺方案1测试结果
2.2 工艺方案2:每10根线为一个单元缠绕线绳
在线束的压线卡位置处,以每10根导线为一个单元缠绕线绳,外部整体逐层缠绕热缩带并吹缩,缠绕及固定的方式同方案1中的要求,确保压线卡压紧线束。

图2 工艺方案2实施过程
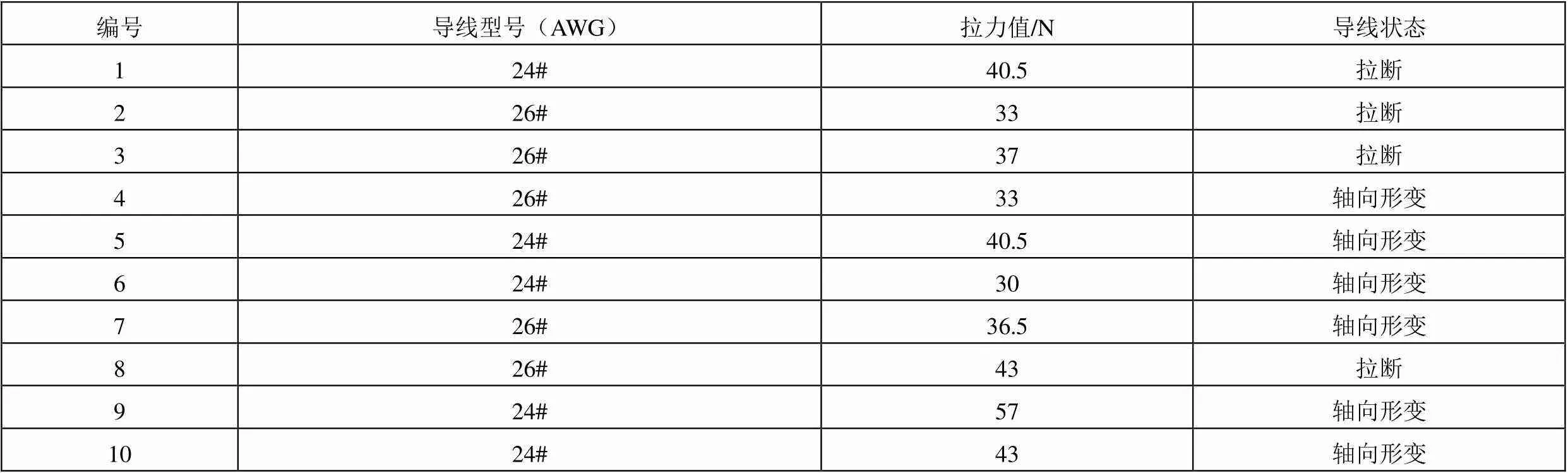
表2 工艺方案2测试结果
随机抽取10根线进行拉力测试,测试过程如图2所示,测试结果见表2。其中有4根线断线,24#线的拉断力为40.5N,26#线的拉断力为33N、37N、43N。有6根线在拉力测试中沿轴向形变,24#线的拉力值分别为30N、40.5N、43N、57N,26#线的拉力值为33N、36.5N。拉力测试结果与各自线型的额定抗拉力有一定差距,这是由于在拉力测试时,拉力方向与单根导线的轴向方向不一致导致的。同时可以看出在此装置中,24#线的抗拉力值存在较大不稳定性,不适合工程应用。
2.3 工艺方案3:每4根线为一个单元缠绕热缩带
在线束的压线卡位置处,以每4根导线为一个单元缠绕线绳,如图3所示。之后外部整体逐层缠绕热缩带并吹缩,缠绕及固定的方式同方案1中的要求,确保压线卡压紧线束。
随机抽取5根24#导线进行拉力测试,测试结果见表3。可以看出导线均产生轴向形变,且拉力测试值与该线型的额定抗拉力差距较大。说明导线之间的摩擦力或紧固力较低,在实际应用中不能保证活动线束扰动产生的应力不传递到该双绞线的连接点处。
图3 工艺方案3实施过程

表3 工艺方案3测试结果
2.4 工艺方案4:线束内填充3M-2216环氧胶
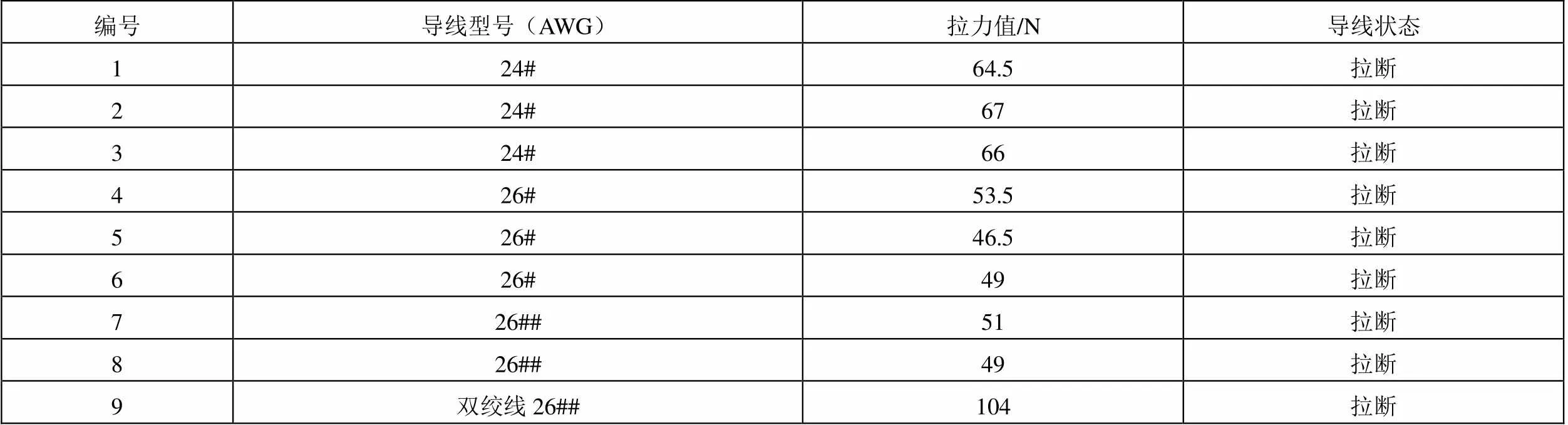
表4 工艺方案4测试结果
处理方法同工艺方案1,仅把GD414硅橡胶更换为3M-2216环氧胶,随机抽取导线进行测试,其测试结果如表4所示。可以看出所有导线均被拉断,26#线的最小拉力值为46.5N,最大值为53.5N;24#线的最小拉力值为64.5N,最大拉力值为67N。双绞线拉力值(两根线一起拉)为104N。测试过程中没有发生线束整体抽出或单根导线脱出的情况,导线的抗拉力测试值已经接近或超过各自的额定抗拉力值,且测试结果较为稳定,是以上4种工艺方案中最适合工程应用的一种。
2.5 在实际项目中的验证
在某航天项目中进行实际验证,某穿腔活动线束的线束尾夹处理方法采用如上验证过的工艺方案4,同时保证各导线均有应力释放弯。按照项目大纲要求开展了系列振动试验,包括单机与整机的正弦振动、随机振动等。其电测结果均为正常,且开盖检查未见线束整体脱出或单根导线脱出的情况,导线的应力释放弯保持良好,焊点及压接点外观完好,这说明线束扰动产生的应力没有传递到导线连接点处,满足了预定的设计要求。这进一步印证了在有限空间内,无额外应力释放点的情况下,导线间填充3M-2216环氧胶的工艺方法是一种可靠的压线卡处理工艺方法。
3 结束语
在航天项目中,由于空间和系统的限制,活动线束的固定、走线、防护、绑扎等相关工艺过程关系着导线和焊点、压接点的可靠性,直接影响整个项目的成败得失。本文研究有限空间内的活动线束连接器尾夹高可靠处理工艺,在压线卡处的导线间填充合适的环氧胶,将线束固定在压线卡处,保证线束扰动产生的应力不传递到连接点处,并在实际项目中应用且得到了验证。
后续将进一步开展研究,继续优化该尾夹处理工艺,显著提高有限空间内活动线束的工艺实施水平,并将该工艺成果推广至其他航天项目中。
1 黄鹏,张云龙,张伟平,等. 一种有限空间内活动线缆的布线工艺[J]. 电子工艺技术,2015,36(3):158~162
2 孙亚振,陈鸣瑶. 车载电子设备方舱布线工艺[J]. 电子工艺技术,2013,34(4):226~229
3 王威,张伟.高可靠性电子产品工艺设计及案例分析[M].北京:电子工业出版社,2020
Process of Connector Tail Clamp of Movable Harness in Limited Space
Tian Jingyu1Mu Xipeng2Wang Yulong1Wang Wei1Zhang Wei1Zhang Jun1
(1. Changchun Institute of Optics, Fine Mechanics and Physics, Chinese Academy of Sciences, Changchun 130033;2. Shanghai Electro-mechanical Engineering Institute, Shanghai 201109)
According to the actual needs of an aerospace project, the connector tail clamp processing technology of the movable wire harness is studied. Four process schemes are designed and tested. It is determined that the process method of filling epoxy glue between wires is a reliable wire clamp processing technology, which can ensure that the wire harness is compressed, so that the disturbance of the movable wire harness does not produce stress effect on the solder joints or crimping joints. Through this process, the high reliable process implementation of the active harness of a aerospace product is realized.
movable wire harness;connector tail clamp;wiring technology;limited space
科技部重点研发计划(2018YFB1107303);国家自然科学基金(61535013);吉林省科技发展计划(20190302042GX);装备预研领域基金(61404140107)。
田景玉(1988),博士,凝聚态物理专业;研究方向:电装工艺及大功率半导体激光器。
2020-02-24
