用于油气输送的内防腐钢质管道现场连接方法与安全性对比
2020-05-18廖青云
廖青云
摘 要:文章主要以碳钢管内部带防腐涂层的油气输送管道现场连接方法为研究对象,在常规连接方式即现场焊接加现场补口的基础上,结合长期生产和施工经验,提出了改善性或创新型的连接方式,如不锈钢管环过渡连接、管端扩口加衬套过渡连接、管端堆焊加现场焊接等连接形式,有效地解决了现场焊接后需要补口的技术难题,并从适用性、安全性、经济性等方面对不同连接方式进行了简要对比分析。
关键词:内防腐涂层;油气管道;不锈钢管环过渡;衬套过渡连接;管端堆焊
中图分类号:TE985.8 文献标志码:A 文章编号:2095-2945(2020)14-0115-03
Abstract: This paper mainly takes the on-site connection method of oil and gas transmission pipeline with anticorrosive coating inside carbon steel pipe as the research object. On the basis of conventional connection mode, that is, on-site welding and on-site repair, this paper takes into consideration the author's long-term production and construction experience, puts forward improved or innovative connection modes, such as stainless steel pipe ring transition connection, pipe end expansion plus bushing transition connection, pipe end surfacing welding plus field welding, and so on. The technical problem of patching after on-site welding is effectively solved, and different connection modes are briefly compared and analyzed from the aspects of applicability, safety, economy and so on.
Keywords: internal anticorrosive coating; oil and gas pipeline; stainless steel pipe ring transition; bushing transition connection; pipe end surfacing welding
引言
目前,我国大部分油气田开采出来的油气普遍含有H2S、CO2、Cl-等一种或多种腐蚀性介质,造成油气田开发技术要求和油气输送管道的服役环境愈加苛刻;为了避免发生腐蚀致使输送钢管失效,引起泄漏、爆管等严重的质量和安全事故,普遍在碳钢管内部增加一层防腐涂层,或者使用316L、2205、镍基825等不锈钢管。
为了降低油气开发建设成本,在满足防腐蚀性能的前提下,常常选择在碳钢管内部增加一层防腐涂层,碳钢管在工厂预制合格运抵油田后,需要在现场将单根12米或18米碳钢管连接起来形成长距离输送管道;如何选择高效、安全地连接方法,同时又可以保持碳钢管内部防腐涂层的完好性和连续性,防止管道建成投产后因腐蚀造成管道壁厚减薄、穿孔等失效情况发生,从而引发严重的安全事故,一直是管道建设和施工方研究和讨论的课题。
本文将重点围绕油气行业管道建设,特别是针对带有内防腐涂层的碳钢管道,在常规焊接加现场补口连接方式的基础上,依据公司长期生产和施工经验,提出改善性或创新型的连接方式,从连接方法的适用性、施工过程以及投产后管道运营的安全性、施工成本等方面对不同连接方式进行对比分析。
1 连接方式概述
钢管的连接主要分为焊接、非焊接、以及組合连接等连接方法。其中非焊接连接方式较多,如沟槽卡箍连接、丝接、承插口连接等;焊接主要是以熔焊的方式将两根钢管连接在一起;而组合连接代表形式则是法兰连接,实质也是一种焊接连接形式。
因非焊接连接方式能够承受的压力有限,故主要应用于民用行业,而熔焊形成的焊缝可以提供不低于母材的强度和韧性,适用于高温高压输送管道连接,油气输送管道连接常选择焊接形式。
2 常规焊接连接
油气管道施工地点主要分为工厂预制和现场作业两部分,碳钢管制造及涂层加工属于工厂预制阶段,而碳钢管对中、焊接、管内补口属于现场作业阶段。
碳钢管经过除锈、喷涂、固化等工序后,内表面将形成厚度为500-800um的防腐涂层,为了防止焊接过程产生的热量破坏涂层,通常会在碳钢管两端预留70mm左右的非涂区,如图1所示,待现场焊接后再进行管内补涂作业,也称为内补口。
本文所述的常规焊接连接实际包括现场焊接加现场内补口作业,整个连接作业流程包含:(1)两根钢管对中;(2)施焊连接一起,两根连接好的管道将会留下约140mm的非涂区;(3)根据管径大小,为了保证管道防腐蚀的连续性和完整性,安排智能机器人或人员进入管道内部对140mm的非涂区补涂施工,即执行除锈、喷涂等工序。
该种连接方式工厂预制简单,钢管完成涂敷即可发货,现场共需施焊1次,但焊接后需要进行内补口;如人工补口,安全风险高;如机器人补口,则涂层质量不可控;且补口作业效率远低于现场焊接效率,不管采用何种方式,都会增加施工成本以及施工周期。
3 改善性焊接连接
为了降低施工安全风险提高产品质量,需要在常规焊接加管内补口的基础上,提出改善性的连接方式,以解决现场管道焊接后需要进行管内补口作业的技术难题。为了达到目的,结合现有制造和施工技术的发展,提出了两种过渡连接方式,即管端不锈钢管环过渡连接、管端扩口加衬套过渡连接,具体实施方式如下。
3.1 不锈钢管环过渡连接方式
工厂预制阶段,首先将碳钢管两端分别与两个不锈钢管环(长度约70mm,管径、壁厚、抗压强度要求与碳钢管保持一致)进行焊接,焊接完毕后打磨处理内焊缝余高,以保持管环与碳钢管内外表面平滑过渡,并按现场施工要求管端车床加工成V形坡口;最后对整根钢管内表面进行喷砂除锈和内喷涂作业,但需要注意碳钢管内表面的防腐涂层搭接到不锈钢管环即可,如图2所示。
经过管端处理的碳钢管运抵现场后,现场工人直接将两根不锈钢管环焊接连接在一起,因焊接发生在不锈钢管环之间,而不锈钢管环自身具有优良的抗腐蚀性能,故管道连接后不再需要进行管内补口作业。
但不锈钢与碳钢在材质方面的不同,致使不锈钢的屈服强度与碳钢不能相匹配,当管道的输送压力较大时,很难找到相适应材质的不锈钢管环;且碳钢管两端增加不锈钢管环的同时也增加了管道的焊口数量,同样长度的油气管道,焊口数量越多,后期管道投产运营的安全风险越高。
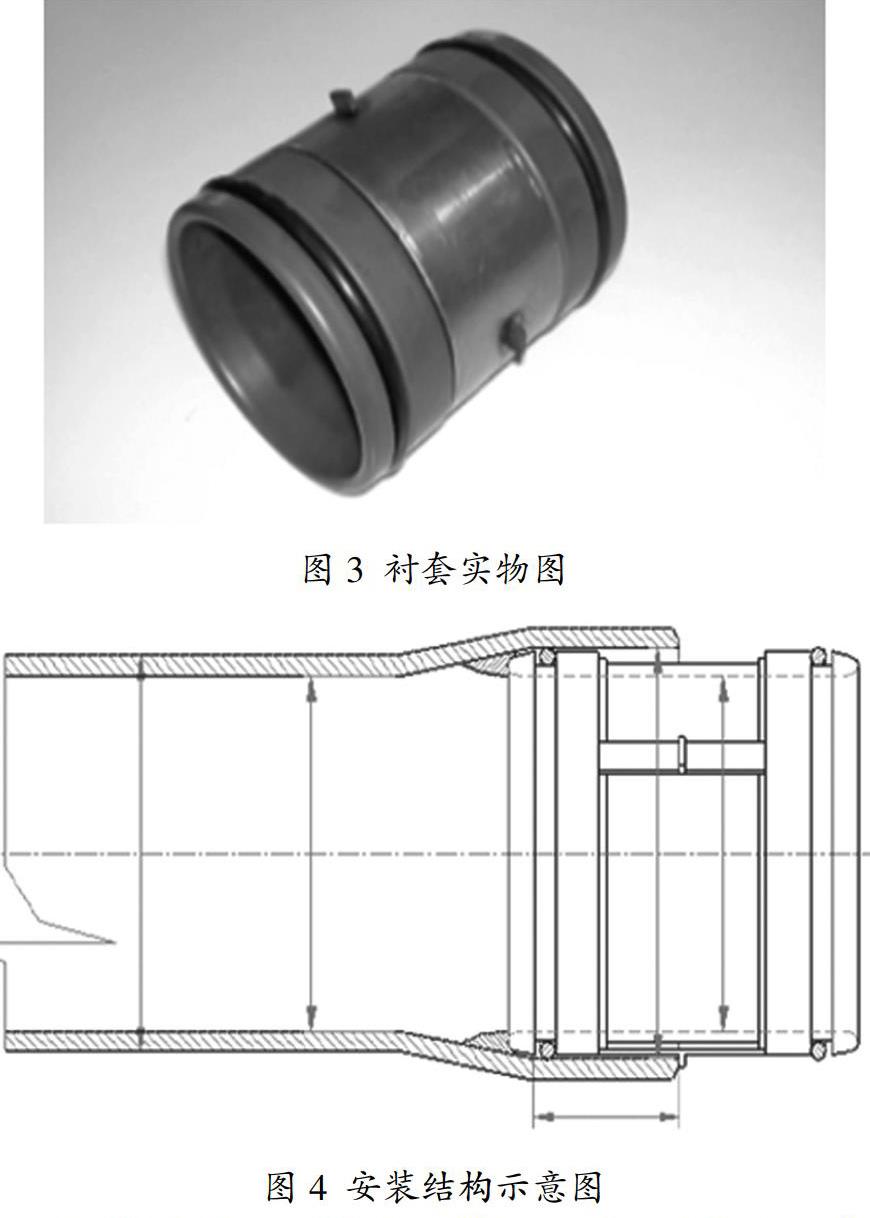
3.2 管端扩口加衬套过渡连接方式
此连接方式需要在工厂预制阶段单独制造衬套,并对碳钢管管端扩口。具体步骤如下:首先,根据碳钢管的管径大小,制作相适应的衬套,如图3所示;衬套由母材、防腐层、绝热层、密封“O”形圈、定位卡、管道密封专用胶等组成。然后,对碳钢管管端扩径,管端扩径长度根据衬套插入长度决定,一般为80-100mm,如图4所示。
现场作业阶段,经过管端扩口的带有内涂层的碳钢管、以及配套的衬套,按照以下操作规程施工:(1)检查、清理碳钢管及衬套;(2)在碳钢管管端涂抹一定要求的密封胶;(3)将衬套插入碳钢管,直到定位卡;(4)两根碳钢管对中并焊接连接在一起。
焊接区域的防腐通过衬套实现,输送介质只能接触衬套,而衬套内表面采用和碳钢管内表面一样的防腐材料,故现场也不需要再进行管内补口作业。虽然不再需要补口作业,但衬套的安装过程对工人要求较高,特别是密封胶的处理,并且前期衬套制作过程比较复杂,需要专业厂家生产。
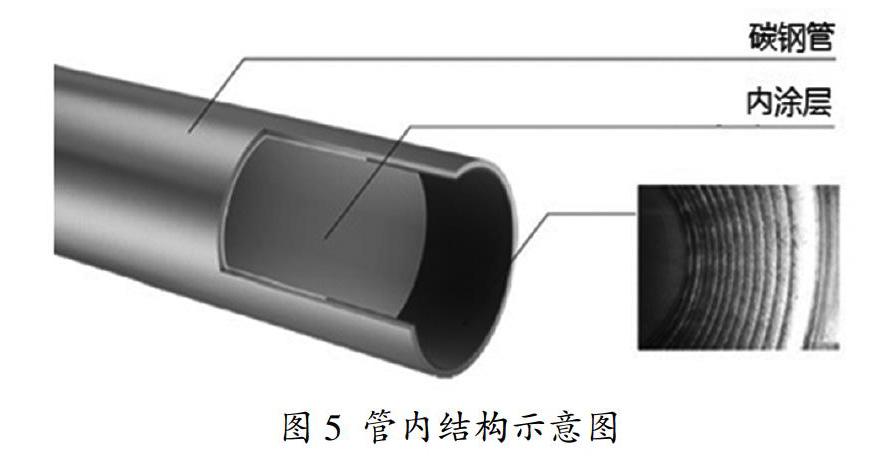
4 创新性焊接连接
前述的几种连接方式,现场连接后确实不需要进行管内补口,但分别存在一定的局限性;为了兼顾安全、质量与成本,借鉴复合钢管堆焊技术,形成管端堆焊加现场焊接的连接方法。该连接方法既不需要不锈钢管环过渡,也不需要过渡的衬套,只需要在钢管内表面即原来的管端非涂区,敷焊一层1.5mm左右的耐蚀合金层,长度约70mm,即可以达到和内防腐涂层一样的抗蚀性能,现场连接后不用再进行管内补口作业,如图5所示。
整个连接过程简单可控,同样分为工厂预制和现场施工两个阶段。工厂预制在常规涂层管生产基础上,增加一个堆焊工序。堆焊设备推荐使用钨极氩弧焊机,焊前和焊后加工设备为数控机床,焊接材料可选择309Mo、镍基625等;因为堆焊层与基层钢管属于冶金结合,管端可直接加工成现场焊接所需的V型坡口;加工好的钢管运抵现场后,工人直接对口焊接即可,不用做任何特殊处理,管道连接施工效率与普通碳钢管一致;但因为要使用不锈钢合金焊丝,现场焊接成本相比常规碳钢管会增加。
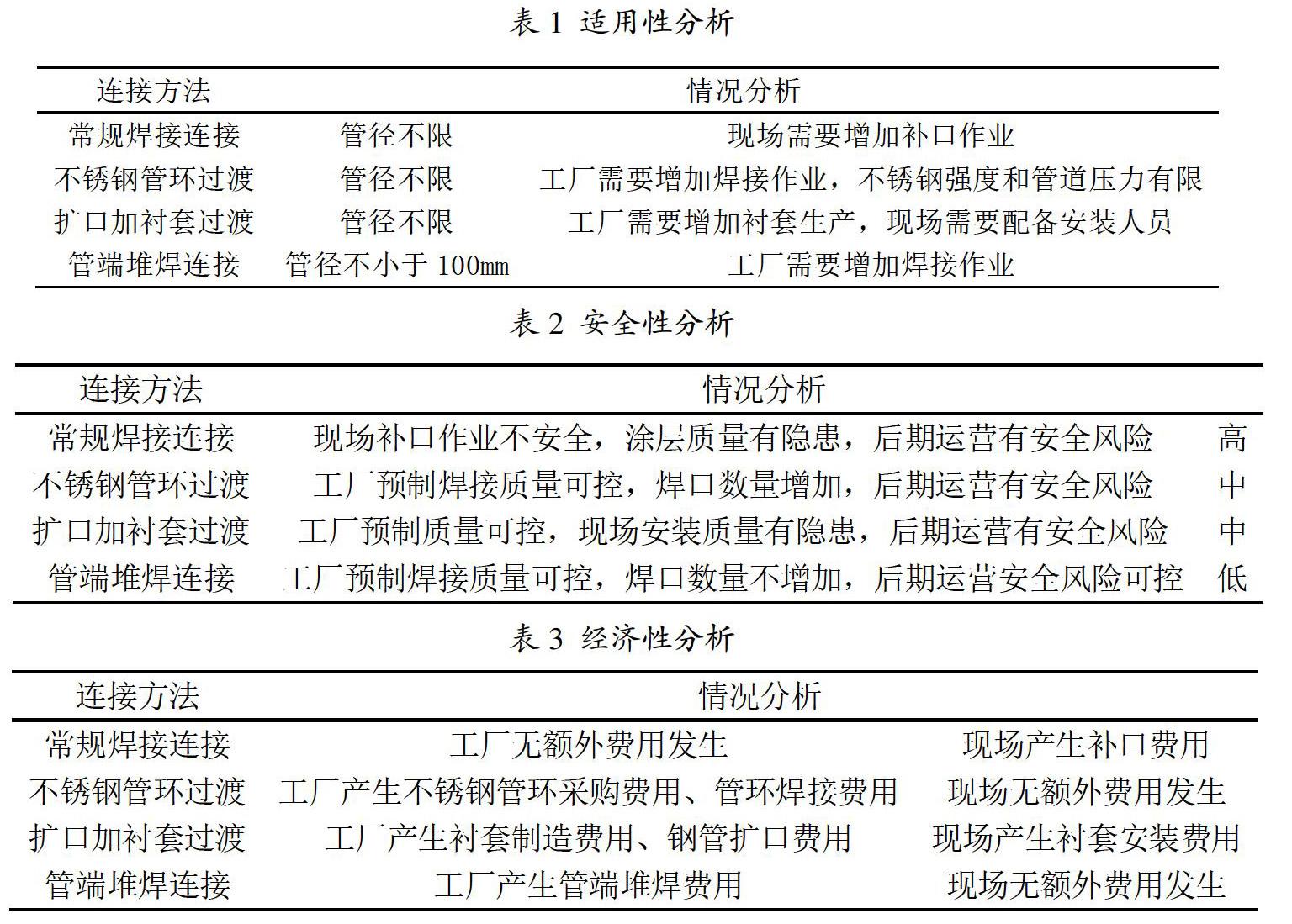
5 连接方法对比
除常规焊接连接外,其它連接方式虽然现场都不需要再进行复杂的管内补口作业,但成本有变动、适用性限制、后期管道运营存在安全风险等诸多优劣点,在前文中已部分阐述,为了便于针对不同的工况,选择合适的施工方案,本文将从适用性、安全性、经济性等方面做进一步分析,具体分析情况见表1、表2、表3。
6 结论
(1)传统现场焊接加管内补口方式,考虑到补口区域涂层质量的不可控,不推荐用于输送腐蚀性介质的油气管道现场连接。
(2)结合施工质量和运营安全的前提下,对于工厂管端堆焊的连接方式,推荐用于输送腐蚀性介质的油气管道现场连接。
(3)对于管径小于100mm的输送腐蚀性介质的油气
管道,根据输送压力不同,可分别选择不锈钢管环过渡、管端扩口加衬套过渡等连接方式。
参考文献:
[1]徐忠苹.油气管道内防腐层补口技术进展[J].石油工程建设,2011,37:7-10.
[2]杨海田,李文通,宫万祥,等.地面内涂层集输管线内补口技术研究[J].中国科技成果,2011(10):45-47.
[3]张西雷,薛慧,闰光宇.双金属复合管内堆焊工艺[J].焊接,2018(18):48-50.
