锤击法在消除熔丝积材残余应力中的研究进展
2020-05-12张建生董旭刚权国政
张建生 ,卢 顺,董旭刚 ,张 普,权国政 ,周 杰
(1.重庆杰品科技股份有限公司,重庆 400044;2.重庆大江杰信锻造有限公司,重庆 404100;3.重庆大学 材料科学与工程学院,重庆 400044)
锤击法作为一种焊后消应法在锻模修复中得到了广泛的应用。随着计算机自动化技术高速发展,锤击法具有设备要求单一、操作简单和效率高以及低成本等优点。锤击力使得被锤击区域发生塑性变形,锤击部位的金属向四周扩展以此来补偿焊缝区的不规则应变,进而起到释放残余应力的作用[1-3]。不仅如此,锤击通过塑性变形能够有效改善焊接的焊趾区的缺口尖锐部位,从而间接降低了应力集中发生的概率,进而大幅度提高了焊件的疲劳强度。由于焊接处于高温状态下,在温度和变形综合作用下微观组织能够发生动态再结晶,可以降低晶粒大小,增加焊缝的强韧性。同时,锤击也会造成加工硬化,也间接增加了锤击区域的硬度和耐磨性。
锤击消除残余应力已有大量的工作研究报告,目前还未有工作者分析总结锤击在消除熔丝积材残余应力的研究进展。因此,本文重点归纳了消除残余应力的方法,并详细罗列了锤击消除残余应力的研究现状;最后,着重介绍了目前关于锤击在熔丝积材过程中的最新进展。希望能给相关工作者提供研究思路和研究方法。
1 消除残余应力的方法研究现状
熔丝积材残余应力的消除主要从三个阶段进行。首先,在焊件设计初期,通过调整和控制焊件的结构尺寸形状来预防残余应力;其次,当调整焊件结构已不能满足要求时,可在焊接过程中,通过选用合理的焊接工艺参数、焊接次序或者焊接方法来控制和调节残余应力的形成和发展。随着时代的发展,计算机技术也得到了迅猛的发展,对于焊接工艺参数的优化和焊接残余应力的预测都可以通过数值模拟分析来实现,这加快了工艺调整时间,为堆焊残余应力的消除研究提供了有力的帮助。最后,当焊接完成后,则可以采取超声波冲击法、振动法、爆炸法、机械拉伸法、热处理法、深冷处理法以及锤击法等多种方法降低或者消除焊接残余应力[4-15]。河北农业大学的赵建国等人通过用电磁锤锤头对焊后尚处于高温状态的焊趾和焊缝区金属施加一定频率的锤击力降低了残余应力[4]。江苏徐州工程机械研究院方荣超等人采用超声冲击的方法对Q345B板材进行超声冲击实验,消除了焊接接头的残余应力[8]。西北工业大学杨燕慧等人对辗扩成形的GH4169合金环件进行振动时效处理试验提出残余应力消除率计算公式,结果显示实验工艺参数能有效消除环件端面径向和周向残余应力[9]。北京工业大学宇慧平等人采用试验与数值模拟相结合的方式对过载法消除残余应力做了定量分析,提出了新的焊接残余应力数值模拟研究方法[12]。中国石化石油工程技术研究院的刘晓丹等人研究了热处理振动时效去除膨胀波纹管残余应力技术和工艺参数选择,结果显示振动时效可显著降低波纹管的残余应力[14]。
2 锤击法在消除残余应力的研究现状
在国内,河北农业大学的李帅伦等人针对残余应力的消除开发了一套基于电磁控制的随焊锤击试验装置,然后运用该套装置进行了随焊锤击实验并进行了实验验证,研究结果表明,锤击力和锤击温度是影响焊件残余应力分布的主要参数[3]。哈尔滨工业大学的徐文利等人采用随焊锤击技术,以材料为LY12CZ的薄板为研究对象,表明随焊锤击不仅可以改变残余应力的分布情况,而且还可以降低焊接热裂纹倾向,使焊接接头部位的晶粒得到细化[16]。山东大学邹增大等人建立了锤击处理有限元模型,对锤击消除白口铸铁焊补时的应力进行了分析,结果表明锤击能有效消除焊缝位置的残余应力,并且使热影响区的残余应力得到释放[17]。中广核公司杨伟光等人研究了在核电站大型钢结构拼接过程中,对焊缝使用锤击方法以消除应力,得到了不同工艺参数冲击频率、锤击温度、锤头直径等对残余应力的影响规律[18]。
在国外,Hacini,L和 Van Le,N等人采用机器人化锤击法对304L奥氏体不锈钢的初始无应力试样进行了压缩残余应力诱导,对1~9层进行了锤击,并利用轮廓技术对残余应力进行了评估。这些试验表明,锤击是一种放松拉伸残余应力并将压缩残余应力诱导至几毫米深度的方法[19]。加拿大的L.Hacini等人研究了对材料为304L奥氏体不锈钢焊道表面进行锤击后残余应力的变化情况,结果表明锤击能够使焊道表面产生一定的压应力,抵消焊接过程中产生的残余拉应力,并且对比优化了锤击工艺参数,提高了锤击消除残余应力的效果[20]。R.Simonea和D.Thibault等人分析了高强钢A514和马氏体不锈钢S41500的力学性能和焊接性能,并对比了锤击消除两种材料焊接残余应力的效果,结果表明高强钢A514焊接接头表层的残余拉应力可通过锤击有效消除,而对于马氏体不锈钢S41500锤击消除效果并不明显[21]。Baptista,R.和 Infante,V等人运用ABAQUS有限元分析软件对焊后锤击进行了数值模拟并研究分析了不同锤击参数对焊接接头的影响,研究结果表明,在锤击之后,焊接接头的疲劳强度增益系数大于1.3[22]。
3 锤击法在消除残余应力的最新进展
重庆大学权国政等人研究了随焊锤击工艺参数对单层多道熔丝积材残余应力消除效果。图1分别为单层单道残余应力数值模拟在横向和纵向与实验值对比结果。通过图1可以看出横向和纵向残余应力与实验值的变化趋势一致,验证了所建立的随焊锤击工艺模型的准确性,也进一步证明了随焊锤击能有效地消除残余应力。
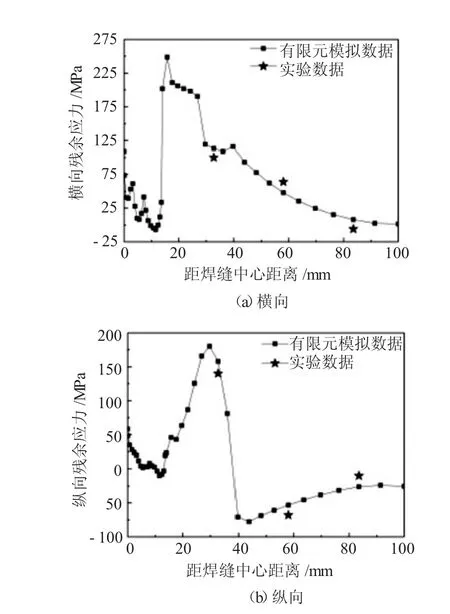
图 1 焊接残余应力对比
4 结语
(1)消除残余应力的方法较多,锤击法是总舵方法中实用性较高的一类方法。
(2)锤击法在熔丝积材残余应力消除中具有广泛的应用,已有大量的工作者使用锤击法消除了残余应力。
(3)最新进展中显示锤击法能方便有效地消除单层多道熔丝积材的残余应力,并研究了工艺参数的随焊锤击的影响效果。
