基于PROFIBUS通讯实现PLC对绝对值编码器的应用
2020-05-12沈盛阳刘吕昌
沈盛阳,胡 鹏,刘吕昌
(扬力集团股份有限公司,江苏 扬州 225000)
钢轨道岔是铁路人随着全球经济环境愈加复杂,机床行业滑坡严重,竞争进一步加剧,客户对机床控制的自动化要求越来越高,各种智能化仪器仪表、控制器、执行机构的使用导致工业现场有大量的信息传递需要处理,传统的开关量及模拟量信号已经不能满足当前的机床控制需求。而现场总线可以让控制设备与系统步入信息网络的行列,通过一根数据线可挂靠多个设备,结构简化,减少信号的往返传输,提高工作的稳定性。
本文以西门子S7-1500PLC、SICK多圈绝对值编码器组成的通讯控制系统为例,研究PLC与编码器之间的PROFIBUS通讯的具体实现方法,为机床设备的自动刹车提供一种技术参考。
1 PROFIBUS总线
作为众多现场总线家族中的一员,它是欧洲工业界得到最广泛应用的一个现场总线标准,既符合德国标准DIN19345及欧洲标准EN50170,同时也在2000年成为国际标准IEC61158的组成部分,是目前国际上通用的现场总线标准之一。PROFIBUS基于RS485网络,数据传输方式属于半双工,现场安装方便,通信速率可以根据PROFIBUS电缆长度灵活调整,具体关系如表1所示。

表1 PROFIBUS通信速率与通讯距离对应
使用PROFIBUS电缆连接站点时,每个网段最大为32个站点,在总线的两端必须使用终端电阻,如果PROFIBUS站点大于32个,就要使用RS485中继进行扩展,在一条PROFIBUS总线上最多可以安装9个RS485中继器。

图1 PROFIBUS的访问机制
连接在PROFIBUS网络上的主站按照地址分配的顺序组成一个环网,即逻辑令牌环。从低地址到高地址传递,传递到最高地址后,则跳回到最低站地址重新开始,在此期间,拥有令牌的主站可以对其从站发送或读取数据。如图1所示,主站1和主站2可以传递令牌,有了令牌就有了对总线的访问权,而从站1、2、3不能得到令牌,只能被主站轮询。
2 SICK编码器
SICK PROFIBUS接口高分辨率绝对值型编码器具备智能诊断功能与高速数据传输功能,可实现工业自动化应用中的绝对位置与速度的高精度测量。多种电子配置选项如分辨率、旋转方向、测量速度单位均可在PLC组态中更改。该产品还配备零点设置按钮,便于客户在现场设置零点或设置编程数值,在维护和安装时,客户还可轻易地移除设备上的连接适配器,提高现场的生产效率。
本文中所选用的SICK编码器型号为AFM60-P4H13×13,它的单圈分辨率为13位,即转动1圈发出8192个脉冲。该编码器的最大量程为8192圈,根据所需安装机械结构的传动比,即可算出可测量的实际范围。根据我多年的现场经验,SICK编码器的应用的重点应该在接线上,如图2所示,相应的针脚对应所需的接线,额外需要说明的是,由于工业现场干扰源较多,为了保证编码器的正常运行,在接线时,要将PROFIBUS专用电缆插入编码器电缆接头组件的白色收紧环内,剥出金属屏蔽层并反向弯曲,然后拧紧电缆接头,以保证屏蔽层与编码器本体紧密接触,达到多点接地从而消除干扰。

图2 SICK编码器接线说明
3 西门子S71500控制器与SICK编码器通讯配置
3.1 硬件配置
本文以西门子PLC CPU1513F-1PN为例进行配置,具体型号见表2。

表2 硬件配置
所有的硬件连接完毕后,由于PROFIBUS接口的编码器不能够按照网段自动分配IP地址,所以需要对编码器进行手动拨码,设置设备节点地址。具体操作是在编码器尾部的适配器上进行,如图3所示,通过S1的DIP拨码开关1~7设置编码器的地址,设置范围为0~127,本例中设置为10,把S1的4和2拨成ON即可。因为本例中的编码器为PROFIBUS网络中的最后一个站点,要将S2(总线终端电阻)的1和2拨成ON。

图3 SICK编码器适配器
3.2 软件配置
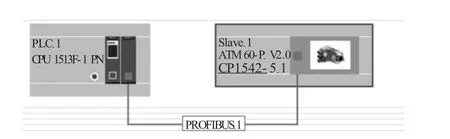
图4 硬件组态
在TIA Portal V14软件中添加相应的设备,并加载SICK官方的GSD文件,完成系统的硬件组态,如图4所示。双击图4中Slave_1图标,进入编码器的参数设置界面,如图5所示。在本例中,我们需要设置 Code sequence(编码器方向),Steps per turn-(15_00)(每圈分辨率),Measuring range(steps)-(15_00)(最大圈数),在这里将编码器方向设置为顺时针,每圈分辨率为360,最大圈数为1。
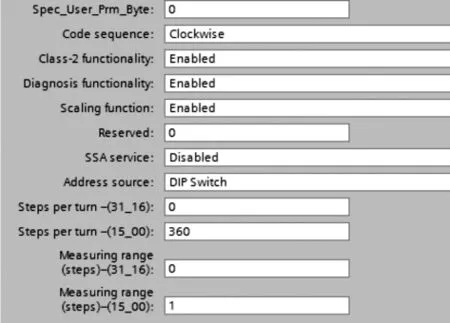
图5 编码器参数设置
完成以上的设置后,需要在PLC的程序对编码器的输出值进行处理,编码器的输出值是一个32位的数据,每一位的具体含义见图6,往编码器中写入预设值,必须将31位(标记为m)置1,成功写入后,再将31位置为0即可。

图6 编码器输出值结构图
经过以上的设置和程序编写,S7-1500与SICK编码器的PROFIBUS通讯就已经完成。
4 结论
本文所述的基于PROFIBUS总线的S7-1500控制器与SICK编码器通讯方法已经成功应用在我司压力机的电子凸轮的数值显示和刹车功能上,依托PROFIBUS总线的高实时性、高带宽和SICK编码器的高分辨率,使得机床在运行过程中的稳定性、安全性有了极大的提高,方便直观的为客户显示机床当前的实时状态,更进一步的为机床实现智能化夯实了基础。
