石墨烯气凝胶复合防火织物的热防护性能
2020-05-08卢业虎张德锁王来力
高 珊, 卢业虎,,3, 张德锁, 吴 雷, 王来力
(1. 苏州大学 纺织与服装工程学院, 江苏 苏州 215006; 2. 浙江理工大学 浙江省服装工程 技术研究中心, 浙江 杭州 310018; 3. 南通纺织丝绸产业技术研究院, 江苏 南通 226300)
热防护服装是火场环境下实施救援和抢救重要物资时穿着的高性能服装,其热防护性能的优劣直接决定了救援人员的人身安全是否得到了充分保障。大量研究表明,织物的密度、防水透气层的透湿性、隔热层的厚度、织物的表面特性等对防护服装的热防护性有一定影响[1]。热防护服装一般通过多层织物组合提高其热防护性能,较为厚重。除优异的防护性能外,热防护服装还需要在应急救援活动中减少因人体热蓄积导致的热应激伤害[2]。为更好地保障从业人员的工作安全,开发具有优异热湿舒适性和防护性的轻质热防护服装是现代防护服装发展的必然趋势。
气凝胶是目前世界上密度最小的高度多孔固体材料,具有特殊的连续网络连接孔洞结构,隔热性能优异,可应用于热防护服装,提高服装的热防护性能。张兴娟等[3]使用SiO2气凝胶防护织物为隔热层材料,可减轻防护服装70%以上的质量。任乾乾等[4]研究得出玻璃纤维SiO2气凝胶防火隔热织物可延长造成二度烧伤的时间。胡银[5]探讨了在低辐射环境下不同厚度气凝胶毡及其组合方式的隔热性能,研究了气凝胶层数与防护服隔热层舒适性的关系。Shaid等[6]使用气凝胶解决消防服中相变材料不稳定的问题。Zhang等[7]将气凝胶材料和微胶囊相变材料结合应用于热防护服装系统,研究得出含有气凝胶的隔热层将二度烧伤的时间延长了51.4%,且气凝胶层厚度和分布位置不同对模拟皮肤的热通量均有不同的影响。目前使用的气凝胶主要是SiO2气凝胶毡或涂层,因粉末化脱落等问题不能直接用于服装织物,且应用于防护服的舒适性较差,是亟待解决的问题。
石墨烯气凝胶具有高比表面积、高孔隙率、高电导率以及良好的横向热导率和力学强度等优点。在热暴露条件下,石墨烯可减少织物表面的热积蓄,且气凝胶结构可较好地阻隔外界的热量传递至人体皮肤。随着气凝胶材料逐渐成为防护服装领域的研究热点,本文将属于碳系气凝胶的石墨烯气凝胶引入防护服,以构筑新型的防护织物组合,进一步提高热防护服装的综合性能,保证人体在热辐射环境下的生命安全。
1 实验部分
1.1 实验材料
防火织物(包括防火外层、防水透气层、隔热层)、芳纶隔热层,圣欧集团有限公司;碳纤维,宏宇碳纤维复合材料科技有限公司;石墨粉,上海麦克林生化科技有限公司;硫酸,金华市强盛生物科技有限公司;高锰酸钾,国药集团化学试剂有限公司;过氧化氢,永华化学股份有限公司;抗坏血酸,美国西格玛奥德里奇公司。
1.2 石墨烯气凝胶的制备
1.2.1 氧化石墨烯的制备
氧化石墨烯一般由石墨经强酸氧化而得,主要有3种制备方法:Brodie法、Staudenmaier法和Hummers法[8]。其中Hummers法制备过程的时效性相对较好,是目前最常用的一种制备方法。本文研究采用改进的Hummers法制备氧化石墨烯[9],将浓硫酸、高锰酸钾与石墨粉末经氧化反应后,再加入过氧化氢经磁力搅拌形成稳定的黄色单层氧化石墨烯悬浮液,最后经过滤洗涤后得到氧化石墨烯水溶液。
1.2.2 石墨烯气凝胶的制备
将清洗干燥后的碳纤维短纤加入到10%的氧化石墨烯水溶液中,混合好经超声分散 2 h, 充分分散后加入质量分数为2.5%的抗坏血酸,继续搅拌 1.5 h。然后放入80 ℃的烘箱中静置2 h,取出用去离子水置换清洗杂质,制得厚度为6、8、10 mm 的3组石墨烯水凝胶样品。将3组样品放入-58 ℃的冷冻箱中冷冻12 h,再放入冷冻干燥机冷冻干燥24 h,得到 3组不同厚度的石墨烯气凝胶样品如图1所示。

图1 3组不同厚度的石墨烯气凝胶样品Fig.1 Three graphene aerogel samples with different heights. (a)Front view; (b)Back view; (c)Side view
1.3 石墨烯气凝胶复合防火织物的制备
将常用的3层阻燃织物设置为空白实验对照组0#,其基本性能见表1。

表1 实验对照组织物的基本性能Tab.1 Basic properties of fabrics
实验对照组织物尺寸为15 cm×15 cm,将其对角线上两端固定,防止实验过程中各层织物相互错位、滑移,同时模拟实际着装过程中人体、服装与外界环境之间的微气候空间形态。
石墨烯气凝胶复合防火织物的组合方式如图2所示。在与0#样品材质相同的防水透气层和隔热层之间的中心位置分别放入本文制备的厚度为6、8、10 mm的含有碳纤维的石墨烯气凝胶块构成石墨烯气凝胶复合防火织物,并分别编号为1#、2#和3#。用十字网兜将石墨烯气凝胶块固定,以免在摩擦运动过程中移动。另外,设置2组对照组以增加实验的可比性:1)将石墨烯气凝胶块更换为单层厚度为1.84 mm的1、2、3层芳纶隔热层,分别编号为4#、5#和6#,芳纶隔热层放置后的总厚度和对应的石墨烯凝胶层一致,但由于织物为多层物理堆叠放置,织物间会存在少量的空隙,使6#织物的实际厚度比6 mm厚;2)将石墨烯气凝胶块更换为厚度相同的空气层,分别编号为7#、8#和9#。

图2 石墨烯复合防火织物的组合方式Fig.2 Composition of graphene aerogel composite flame retardant fabric. (a) Combination method; (b) Fix method
1.4 导热系数测试
采用iSGHP-10.5型出汗热平板仪(美国Thermetrics公司)在干态测试石墨烯气凝胶的热阻后,由下式计算石墨烯气凝胶的导热系数。
式中:λ为材料导热系数,W/(m·K);q为散热量,W/m2;δ为材料层厚度,m;ΔT为材料内外表面的温差,K。
1.5 热防护性能测试
实验采用TPP热防护性能测试仪(美国精密有限公司)评价石墨烯复合防火织物的热防护性能。由于消防员灭火时80%的时间处于低辐射条件,本文研究利用TPP热防护性能测试仪模拟低辐射热环境,辐射热通量为(16.3 ± 0.8)×103W/m2。为使在低辐射环境下暴露时间达到能产生二度烧伤的程度,实验时间设定为90 s。
由于热防护性能测试仪使用的温度和热流传感器压力较大,会影响石墨烯气凝胶的性能,故本文使用T型热电偶测试石墨烯气凝胶复合防火织物中心的实时温度曲线,包括隔热层背面温度(T1)、隔热层与石墨烯气凝胶块间温度(T2)、石墨烯气凝胶块与防水透气层间温度(T3)、防水透气层与防火外层间温度(T4)。实验数据通过Labview 2010型温度测试仪系统采集并输出,测量T1、T2、T3、T4的热电偶通过芳纶线固定于织物层之间。每种样品测试 3块,结果取平均值。
依据ISO 6942:2002《防护服装 评价材料和材料组合暴露于辐射热时的防火和隔热性能的试验方法》,计算传感器升温至12和24 ℃的时间,作为评价防火织物防护性能的指标。同时分析传感器达到最高温度的时间和最高温升(即织物测试时的最高温度与初始温度的差值),来确定织物系统的热耐受性和防护性能。
1.6 石墨烯气凝胶形貌观察
采用TM3030型台式扫描电子显微镜(日本株式会社日立高新技术那珂事业所)观察石墨烯气凝胶受热辐射前后的形貌特征变化。将低热辐射前和进行90 s低热辐射后的石墨烯气凝胶用导电胶粘贴在样品台上,喷金处理后测试观察其断面形貌。
1.7 透湿性能测试
根据GB/T 12704.2—2009 《纺织品 吸湿性试验方法 第2部分:蒸发法》,选择正杯法中的条件C进行吸湿性实验,即在温度为20 ℃,相对湿度为65%,风速为0.3~0.5 m/s的恒温恒湿气候室,记录石墨烯气凝胶质量变化,并计算其透湿率。
2 结果与讨论
2.1 石墨烯气凝胶材料导热系数分析
对石墨烯气凝胶材料的导热系数测试计算可知,本文研究制备的石墨烯气凝胶导热系数平均值为0.037 5 W/(m·K),不同厚度的样品存在些许差异(0.030 5~0.043 0 W/(m·K)),可能与气凝胶表面的粗糙程度有关,进而影响样品与加热板的接触程度。常温(20 ℃)下空气的导热系数为 0.026 7 W/(m·K)。石墨烯气凝胶导热系数与空气的导热系数接近,低于常见的纤维材料,介于防火层(0.047 W/(m·K)) 和隔热层(0.035 W/(m·K))材料之间[10],表明石墨烯气凝胶具有优良的隔热性能。
2.2 热防护性能分析
经过6次辐射后石墨烯气凝胶的宏观形貌如图3 所示。可知,经辐射后靠近防火层的一侧略微发黄,无特殊异味,形状大小较辐射前无变化。

图3 辐射后石墨烯气凝胶的形貌Fig.3 Graphene aerogel after radiation

图5 不同位置传感器温度随热暴露时间变化曲线Fig.5 Temperature curve of sensors at different positions with time of heat exposure
辐射前后石墨烯气凝胶的扫描电镜照片如图4所示。可以看出,线状物体为分散的碳纤维,热辐射后氧化石墨烯的片层状结构在边缘部分有明显的卷边现象,内部结构更加开放,碳纤维穿插在石墨烯气凝胶中,起到了一定的内部结构支撑作用,避免了石墨烯气凝胶在高温环境下烧结导致内部结构坍塌的状况。石墨烯气凝胶内部微结构开放有利于进一步储存静止空气,使低温热辐射下的稳定性和耐受性较好。

图4 热辐射前后石墨烯气凝胶 的扫描电镜照片(×3 000)Fig.4 SEM images of graphene aerogel before (a) and after (b) radiation(×3 000)
T1~T4随时间的变化曲线如图5所示。
由图5(a)可以看出,空白对照组0#的温度迅速上升并在90 s后达到最大值,然后迅速下降,而石墨烯气凝胶复合防火织物1#、2#和3#的温度升高速度明显延缓。因为测试T1的热电偶处于隔热层背面,外部热量传递到隔热层内表面需要一定时间,再加上其他织物层的厚度有利于降低热传递,前40 s内1#、2#和3#织物的T1温度曲线几乎重合,且上升速度缓慢;40 s后,温度上升速度开始加快,但2#的T1温度上升速率开始降低。石墨烯气凝胶复合防火织物温度的波峰相比于空白对照组后移20 s,说明其可有效地降低热量的传递速度,增强织物整体的隔热效果。在辐射暴露结束后,1#、2#和3#织物的温度下降速度相似,但均小于对照组0#,这与温度上升速度原因一致。
由图5(b)可知,T2温度曲线变化轨迹与T1相似,在90 s辐射结束后达到最高温,不同厚度的石墨烯气凝胶复合防火织物存在一定差异。2#织物的温度增长速度最低,1#和3#织物的温度变化相似,但1#织物的温度整体略低于3#。因为T2温度波动变化取决于隔热层外表面的散热与外部对石墨烯气凝胶块热辐射的共同作用,气凝胶块的厚度不是影响T2温度变化的唯一因素。实验结束后,石墨烯气凝胶复合防火织物的释放热速度整体小于对照组0#,且2#织物释放热速度最低。说明石墨烯气凝胶的隔热保护作用明显,但热量逐层传递的滞后性导致了内层温度下降缓慢。
由T3与T4防水透气层的表层和内层温度变化曲线(见图5(c)、(d))可知,因为接近防火层与辐射源,所以实验前20 s内复合织物内防水透气层织物的温度上升与对照组一致。因为辐射热量不断被石墨烯气凝胶阻隔,且在该空气层堆积,热量不断积蓄,同时防水透气层与辐射源的距离更近,20 s之后复合织物的表层温度开始高于对照组,且上升速度逐渐大于对照组。这与在多层热防护织物系统之间加入形状记忆合金弹簧后的变化趋势一致[11-12 ],进一步佐证了实验结果的可靠性。在辐射暴露结束后,对照组和石墨烯气凝胶组的温度下降速度相似,表明石墨烯气凝胶并未影响防水透气层与防护外层之间的热传递。
本文各实验织物的热防护性能见表2。
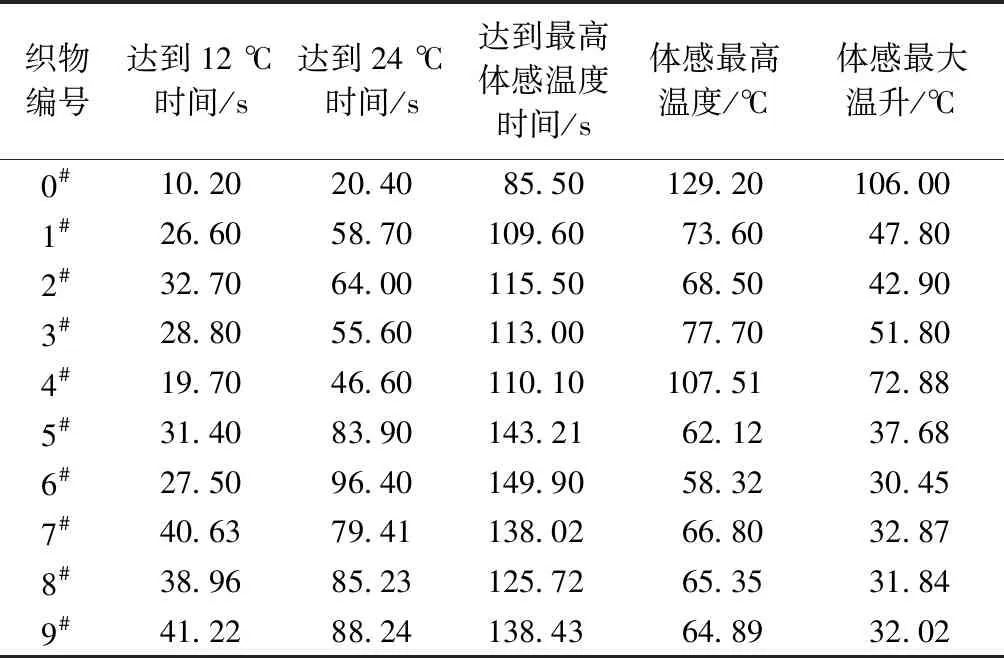
表2 各实验织物的防护性能Tab.2 Thermal protection of aerogel based flame resistant fabrics
由表2可知,对照组0#织物升温至12 ℃需10.20 s,而1#、3#分别需要26.60、28.80 s,2#需要32.70 s,石墨烯气凝胶复合防火织物将人体产生热损伤的时间最高延长了203%;温度升至24 ℃,对照组0#需要20.40 s,1#、3#分别需要58.70 s、55.60 s,2#需要64.00 s,石墨烯气凝胶复合防火织物将防护时间最高延长了近218%。与对照组0#相比,石墨烯气凝胶复合防火织物将最高体感温度时间(即隔热层温度达到最高温度的时间)延长了近30 s,且大大降低了体感温度,体感温度仅为对照组0#的50%,证明了石墨烯气凝胶复合防火织物的防护效果明显,且热防护性能与石墨烯气凝胶的厚度呈非线性关系。
进一步采用SPSS系统进行方差分析,比较石墨烯气凝胶的厚度与防护性能之间的关系。其中,参数设置为:X表示不同厚度的石墨烯气凝胶;Y1为传感器上升12 ℃的时间;Y2为二度烧伤时间;Y3为体感最高温度;Y4为体感最大温升;Y5为体温到达最高时的温度时间。统计结果表明:Y1~Y5的sig.值分别为0.001、0.000、0.000、0.000、0.009,均小于0.05,说明1#、2#和3#织物间防护性能的差异性显著,证明厚度是石墨烯气凝胶复合防火织物热防护性能的影响因素。2#织物热防护性能最好,说明石墨烯气凝胶复合防火织物的防护性能随气凝胶厚度的增加而增加,当气凝胶厚度继续增大时,产生空气对流,防护性能开始下降。
由表2还可以看出,6#织物升温至24 ℃的时间为96.40 s,防护效果比1#石墨烯气凝胶复合防火织物(58.70 s)好。4#、5#织物升温至24 ℃时间分别为46.60、83.90 s,1#织物的热防护效果介于4#、5#之间。与相同高度的石墨烯气凝胶材料相比,纯空气层导致织物系统的5项热防护性能指标更好。当放置石墨烯气凝胶时,织物系统中心区域空气层最大,由于重力作用,织物周边的空气层逐渐下降,因此,整体平均空气层厚度会下降,导致防护性能下降。上述结果表明,空气层分布对织物热防护性能影响较大。
2.3 透湿性能分析
石墨烯气凝胶及其复合防火织物的蒸发量测试结果见表3。可知,石墨烯气凝胶与石墨烯气凝胶复合防火织物的蒸发量随静置时间的增加而缓慢增加,偶尔受气流、恒温、恒湿、温差等宏观环境的影响,每小时的蒸发量差异在0.00~0.026 g之间,不同试验组间不同厚度织物的蒸发量存在一定差异。石墨烯气凝胶复合防火织物的蒸发量基本相同,不同厚度织物的蒸发量差异保持在0.00~0.01 g;石墨烯气凝胶的蒸发量较大,保持在0.00~0.047 g之间。石墨烯气凝胶每小时的蒸发量一般大于石墨烯气凝胶复合防火织物,石墨烯气凝胶复合防火织物的平均蒸发量与对照组0#相似,表明一定厚度的石墨烯气凝胶对复合防火织物的透湿性影响不大。石墨烯气凝胶块的平均透湿率为16.0 g/(m2·24 h),石墨烯气凝胶复合防火织物的平均透湿率保持在10.4 g/(m2·24 h)。通过计算得出0#~3#织物的透湿率分别为10.5、11.9、10.9和11.7 g/(m2·24 h)。

表3 不同静置时间时石墨烯气凝胶及其复合防火织物的蒸发量Tab.3 Evaporation of graphene aerogel and composite fabric system at different storage times
3 结 论
本文利用改进的Hummers法制备石墨烯气凝胶复防火织物,研究了在低辐射热条件下不同厚度石墨烯气凝胶复合防火织物的防护性能,得到以下结论。
1)经过辐射后的石墨烯气凝胶形貌发生变化,孔隙边缘被进一步打开,在保证低对流的情况下增加了空气储存量,在低温热辐射环境下具有较好的稳定性和耐受性。
2)石墨烯气凝胶复合防火织物具有较好的热防护性能,加入厚度为6 mm的石墨烯气凝胶后织物将人体产生热损伤的时间延长了203%,使产生二度烧伤的防护时间延长了近218%。
3)石墨烯气凝胶复合防火织物的热防护性能与石墨烯气凝胶的厚度呈非线性关系,随着气凝胶厚度的增加,热防护性能变大,当气凝胶厚度进一步增加时,热防护性能有所下降。
4)石墨烯气凝胶的平均透湿率保持在 16.0 g/(m2·24 h),石墨烯气凝胶复合防火织物的平均透湿率保持在10.4 g/(m2·24 h),一定厚度的石墨烯气凝胶对复合防火织物的透湿性影响不大。
