4种圆锯刀高速干切削316L不锈钢的适应性研究
2020-05-08周意漾李必文顾剑涛李杰周先阳
周意漾,李必文,顾剑涛,李杰,周先阳
(1.南华大学 机械工程学院,湖南 衡阳421001;2.中国核动力研究设计院,成都610213)
0 引 言
某核工程热室经常需要对核燃料棒或核设施金属零部件进行干切削切割取样,以备研究分析[1]。承担切割工作的X6132W型卧式铣床主要依靠机械臂遥控操作,由于机床本身的原因及受操纵复杂程度的限制,该铣床主轴转速一般固定在190 r/min。为适应高速干切削的需要,所使用的刀具有直径180~200 mm、厚度2.5 mm的硬质合金铣刀片,或直径150~200 mm、厚度1.5~1.8 mm的金刚石砂轮片。因含钴量高,硬质合金铣刀片报废后清洁解控工作量较大;因干切削温度高,金刚石砂轮片时常发生磨粒从铜基结合剂脱落的现象[2]。本文以市售150×2.0×72Z规格的M2普通圆锯刀、TiN涂层圆锯刀、氮化圆锯刀,以及自制的激光表面淬火强化圆锯刀为研究对象[3-4],考察其在190 r/min转速下干切削φ25×3.5规格316L奥氏体不锈钢管材的切削性能及磨损和失效机理,以期为热室选用高品质、低成本、长寿命的圆锯刀提供依据,并达成减少热室遥控操作换刀及后续清洁解控报废刀具工作量的目的。
1 原始刀具检测及激光强化刀的制备
1.1 3种市售圆锯刀的检测
150×2.0×72Z规格的普通圆锯刀、TiN涂层及氮化圆锯刀均制有φ52 mm的圆台用于装夹,两侧面从齿顶至圆台内凹量从0增至0.07 mm。用JX6大型工具显微镜测量相关几何参数,用TH320全洛氏硬度计测量刀齿部分表面硬度,检测结果如表1所示。后续的激光表面强化工艺在普通圆锯刀上进行。

表1 3种圆锯刀的检测结果
1.2 激光表面熔凝淬火高速钢圆锯刀的制备

图1 激光熔凝淬火刀
采用500 W光纤激光器,分别以80 W、110 W、140 W的激光功率,以及固定的40 mm离焦量、2 mm光斑直径、8 mm/s扫描速度、50%搭接率等加工参数,在2片普通圆锯刀的刀齿两侧面熔凝淬火加工出3个均布的25 mm×15 mm区域,每区域进行了16道的之字形扫描,如图1所示。将其中一片刀进行560 ℃回火,并进行回火前后的表面硬度比对,如表2所示。
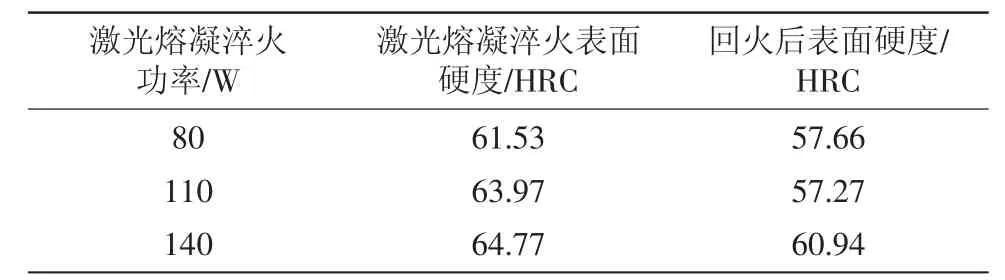
表2 激光表面熔凝淬火圆锯刀560 ℃回火前后的表面硬度
鉴于经560 ℃回火的刀侧表面硬度均有较大幅度下降,激光熔凝淬火并没有提高薄片圆锯刀的回火稳定性,而激光表面熔凝淬火后不再回火才是受欢迎的工艺方案,故直接选择不再回火的激光表面熔凝淬火圆锯刀用于切削实验。图2为DVM6徕卡三维视频显微镜下观察到的3个区域刀齿的表面形貌,可见刀刃都没有出现微熔现象,但随着激光功率的提高,加工区域的表面粗糙度逐渐劣化。经机械比较仪检测,在3个区域的激光扫描路径上均有0.025~0.030 mm的凸起。
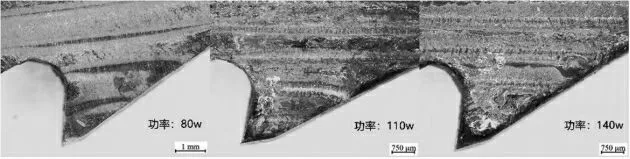
图2 经激光表面熔凝淬火的刀侧表面形貌
2 高速干切削实验
2.1 实验条件
切削机床:XA6132型卧式铣床,未使用横梁和吊架,刀杆为悬臂式。切削刀具:M2普通圆锯刀、TiN涂层圆锯刀、氮化圆锯刀及激光熔凝淬火圆锯刀,规格150×2.0×72Z,带键安装。工件材料为φ25×3.5规格的316L奥氏体不锈钢管材,该材料常用于制造核电系统管道、法兰和封头。工件装夹:虎钳夹持,每次切削时伸出量30 mm。干切削用量:主轴转速190 r/min,即线速度为89.53 m/min,远高于锯切不锈钢材料时采用的30 m/min经验值;纵向进给量经前期实验取为160 mm/min,以达到加工效率与刀具耐用度之间的平衡。刀具切削部位不使用钢丝刷除屑,以求与热室切削条件一致。
2.2 实验现象
实验设计为:每片刀锯切出20件厚度为10 mm的样件,观测刀侧表面形貌,继续切削至磨钝状态后再进行观测。本实验设定的刀具磨钝标准为:刀具有明显破损或断齿、锯切时有尖啸、切屑变色发蓝且伴随工件明显发红现象。实验实际情况为:普通圆锯刀、TiN涂层及氮化圆锯刀锯切完20件时均处于正常磨损阶段,其最终的使用寿命分别为锯切了22件、34件、39件,而激光熔凝淬火刀锯切10件后即告失效。图3中a1~a3为普通刀、b1~b3为TiN涂层刀、c1~c3为氮化刀分别在原始出厂状态、锯切20件后状态、失效状态的刀齿侧面表面形貌,表3对这3种刀的失效状态进行了比对。图4为激光熔凝淬火刀锯切10件后的刀齿侧面表面形貌,表4对未经激光处理刀齿及经不同激光功率处理的刀齿进行了比对。

图3 3种圆锯刀各状态下侧面的表面形貌
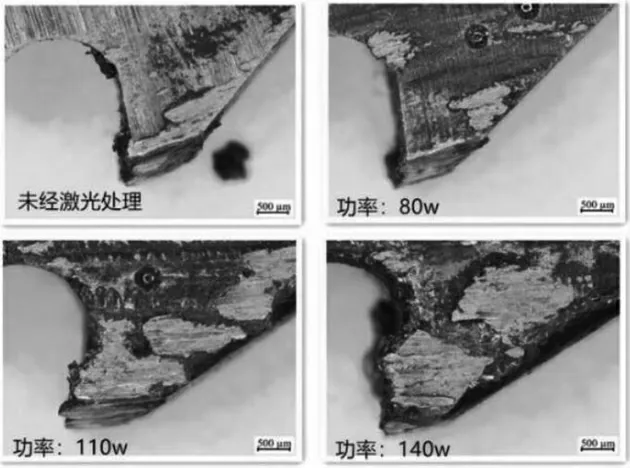
图4 失效激光熔凝淬火刀各区域侧面的表面形貌

表3 3种圆锯刀的失效状态

表4 失效激光熔凝淬火刀的刀齿状态
3 各圆锯刀高速干切削的适应性机理分析
316L管材的加工硬化现象会显著增大圆锯刀的切削力并加速刀具的磨损,其较低的导热系数导致的切削高温会使刀具的黏结磨损加剧。热室干切削现在采用的硬质合金铣刀片尽管有适应高切削速度、在900~1000 ℃保持60 HRC的热硬性且耐磨性好的优点,但在切削温度高于800 ℃时易发生扩散磨损,导致刀具贫碳、贫钨,且有低硬度、高脆性的复合碳化物产生,又由于硬质合金中作为黏结剂的59Co吸收中子后会变成半衰期为5.272 a的放射性60Co,从而大幅度增加报废刀具的清洁解控工作量,故不宜采用[5]。89.53 m/min的干切削线速度尽管对于圆锯刀锯切可称为高速,但远远达不到金刚石砂轮工作所要求的12~30 m/s磨削速度,其后果是:单颗磨粒负荷的大幅度增加易导致磨粒脱落,磨削区的高温易导致磨粒的氧化和石墨化[6-7]。加上成本很高,故亦不宜采用。
3.1 TiN涂层及氮化圆锯刀的适应性机理分析
由图3可以观察到普通圆锯刀、TiN涂层及氮化圆锯刀在转速190 r/min、纵向进给量160 mm/min干切削锯切316L管材时,刀尖强度均满足要求,未出现崩刃现象,刀具磨损的规律为:前刀面以黏结磨损为主但均未形成明显的月牙洼,产生逐渐变大的切削瘤但基本未形成负前角;后刀面及侧后刀面以机械磨损为主,随着切削次数的增加,刀尖磨钝、齿高降低、刀侧表面磨损或剥落的情况越发明显。
TiN涂层圆锯刀横截面在蔡司EVO 18 扫描电镜下的SEM照片如图5所示,表明2 μm厚的PVD涂层在初期磨损和较缓慢的正常磨损阶段有效地发挥了高表面硬度、小摩擦因数的硬隔膜作用[8],使其耐用度达到普通圆锯刀的1.55倍。结合表3可知,当刃口部位涂层磨穿时切削性能迅速下降,特别是部分涂层被掀裂后,相应部位侧刃会出现破损现象。由于其顶刃后角为25°,远大于普通圆锯刀的15°,故后刀面并未出现普通圆锯刀产生的发蓝现象。

图5 TiN涂层圆锯刀的SEM照片
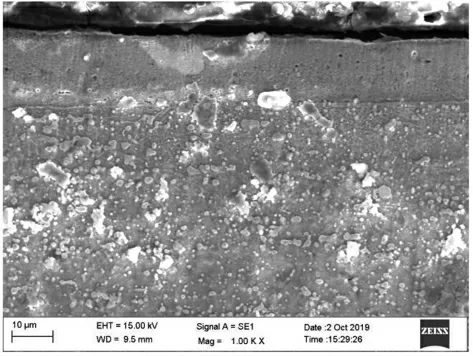
图6 氮化圆锯刀的SEM照片
氮化圆锯刀横截面的SEM照片如图6所示,可观测到:刀具表面最外层是厚度为0.014 mm、具有多孔特征的Fe3O4氧化层,氧化物本身具有较好的减磨特别是高温减磨作用,多孔结构增加了其散热能力,使得氮化圆锯刀的切削瘤最小并能较长时间地保持高温红硬性;次外层是厚度为0.05 mm的氮化物层,具有较高的硬度、较好的耐磨性和回火稳定性[9]。氮化圆锯刀的耐用度达到普通圆锯刀的1.77倍正是得益于其表层的结构及特性。尽管该刀的刀尖角最小,但由于经氧氨气体软氮化处理时渗层深度和氮浓度控制适当,刀具整体上保持了良好的韧性[10],因此并未发生普通气体氮化处理刀具切削时常出现的崩刃及沿键槽底端尖角开裂的现象。与TiN涂层圆锯刀类似,当刃口部位渗层磨穿或掀裂后,刀具切削性能会迅速下降并在掀裂部位出现侧刃破损现象。
3.2 激光熔凝淬火圆锯刀的适应性机理分析
图7为圆锯刀经140 W激光熔凝淬火区域的SEM照片,可看出其激光加热层显微组织由外向内明显地分为熔化区、微熔区、相变硬化区和回火软带等4个区域。图8为HXD-1000B 显微硬度计测试出的3个激光功率熔凝淬火试样横截面的显微硬度。分析如下:80 W加工参数下的功率密度不能达成强化刀具表面的目的;有别于半无限大试样横截面显微硬度的最大值出现在熔化区、且熔化区富含未溶碳化物的检测结果[11],实验薄片圆锯刀激光熔凝淬火试样显微硬度的最大值均出现在相变硬化区;尽管还可由图9观察到熔化区为等轴晶、微熔区为树枝晶,但进一步结合EDS、XRD检测可判断,相变硬化区由外向内未熔碳化物数量的逐渐增加、板条马氏体的高密度位错等因素所引起的综合强化作用更为明显;由于相变硬化区较深,在刀侧不均匀磨损及侧刃破损先行发生的情况下,要充分发挥相变硬化区的硬度优势是比较困难的,而如果将刀侧先磨削加工至相变硬化区则又会降低圆锯刀的整体强度。
对于刀侧表面硬度得到提高的110 W、140 W激光熔凝淬火区域刀齿的磨损和破损现象较80 W的严重得多的现象,分析如下:随着激光功率的增加,熔凝淬火层的表面残余拉应力增大,会加剧其内部的应力集中,可能造成材料的早期破坏;由于激光处理的圆锯刀厚度仅为2 mm,激光熔凝淬火使刀侧表面硬度提高,但由图8可以看出,140 W功率下刀片基本淬透、110 W功率下刀片接近淬透,而淬透会引起韧性下降,耐磨性反而会降低;经低功率激光处理的区域刀齿的变形引起的振摆小、表面形貌劣化最小,减少了刀具的磨损;激光熔凝淬火圆锯刀高速干切削时产生了相变磨损,即在550~600 ℃干切削时刀具表面的马氏体组织转化为索氏体组织,因硬度降低而加剧了磨损。
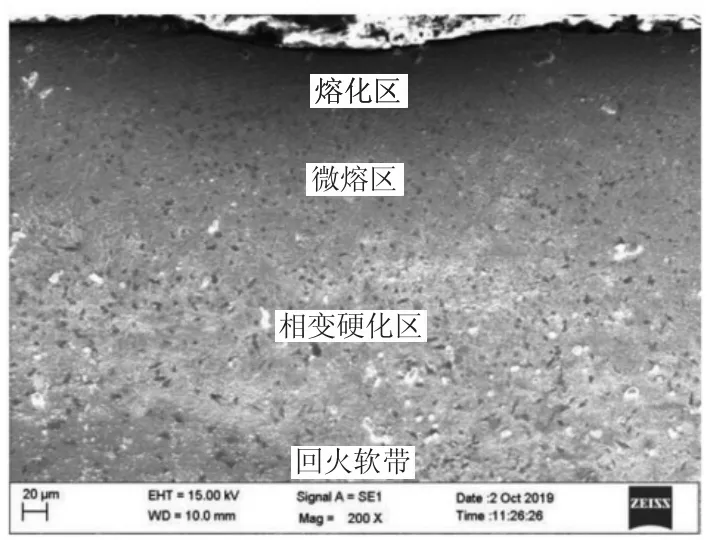
图7 140 W激光熔凝淬火区域的SEM照片
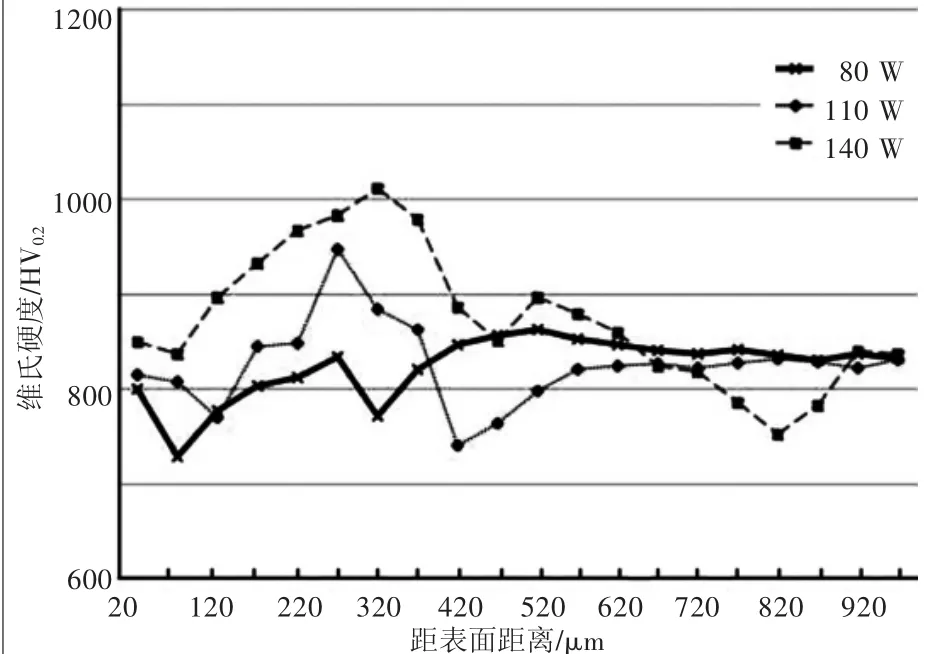
图8 不同激光功率熔凝淬火试样横截面的显微硬度

图9 熔化区(上部)、微熔区(下部)的SEM照片
4 结论
相比于M2普通圆锯刀,氮化及TiN涂层圆锯刀具有更好的高速干切削316L材料的适应性,其耐用度分别为普通圆锯刀的1.77倍、1.55倍,可作为热室现行使用的硬质合金铣刀片、金刚石砂轮片的替代品。合适的激光熔凝淬火参数可提高薄片圆锯刀的刀侧表面硬度,但该类刀具由于具有高硬度的相变硬化区位置较深、刀片基本或接近淬透、应力集中、耐磨性降低、表面形貌劣化、相变磨损等问题的存在,要应用于316L材料的高速干切削还需进一步研究。