垃圾焚烧炉排片使用寿命延长方法
2020-05-06王本强
王本强
(青岛尼欧迪克除尘设备有限公司,山东 青岛 266032)
0 前言
现行的垃圾处理技术主要分为焚烧、卫生填埋、堆肥和废品回收等。在垃圾处理的常规技术中,焚烧处理由于具有减量明显、无害化彻底、占地量小、余热能得到利用、减少二次污染等优点,成为目前世界各国广泛采用的城市垃圾处理技术。大型的配备有热能回收与利用装置的垃圾焚烧处理系统,正逐渐上升为焚烧处理的主流。垃圾焚烧技术经过几十年的发展,炉排型焚烧炉以其技术成熟、运行可靠、适应性广,绝大部分固体垃圾不需要任何预处理可直接进炉燃烧等优势,占据目前全世界垃圾焚烧市场总量80%以上。
1 炉排垃圾燃烧工艺及结构特点
炉排型焚烧炉的结构多种多样,主要特征是被处理的垃圾堆放在炉排上,焚烧火焰从垃圾堆料层的着火面向未着火的料堆表面及内层传播,形成一层一层燃烧的过程。炉排炉通常由干燥段,燃烧Ⅰ段、燃烧Ⅱ段、燃烬段4 部分构成。每部分炉排单元分别采用独立的液压缸驱动。段与段之间通常设置段差,有利于炉排上的垃圾团翻滚跌散,燃烧充分。图1 为水平往复炉排炉结构。
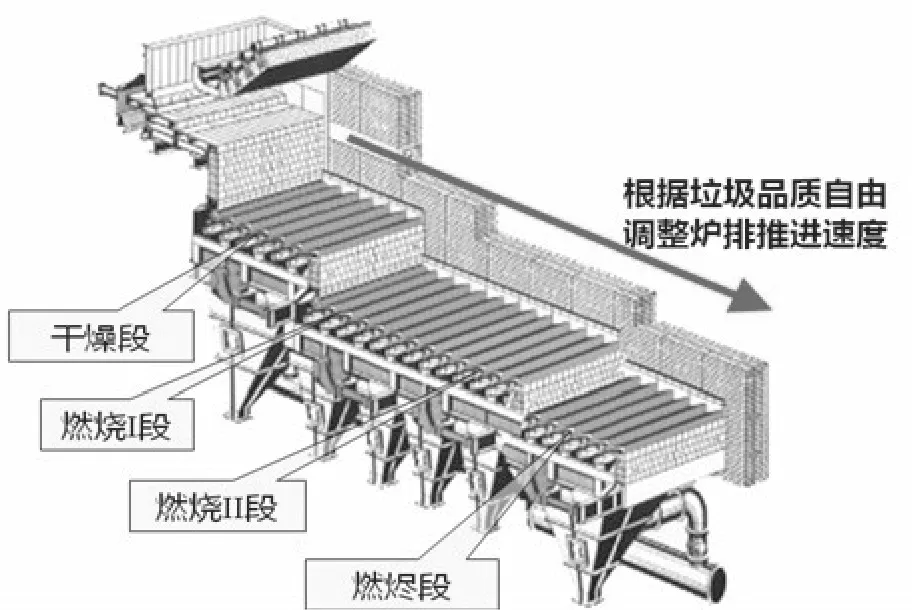
图1 水平往复炉排炉结构
根据给料装置投入的垃圾量,炉排炉采用适当的速度焚烧并推送垃圾。垃圾在经过炉排炉各段时,完成干燥脱水、高温燃烧、燃烬的过程;做往复运动的炉排片翻转、搅拌垃圾,促进垃圾充分燃烧。利用炉排的高气密性及适宜的气孔率,可以提高燃烧空气的通风阻力。各炉排单元下面分别设置风箱,能根据燃烧状态按适当的分配比率分布燃烧空气。垃圾能在炉内有效地燃烧,在燃烬段形成低热灼减的灰渣,并被排出到灰渣处理设备。一般来说,生活垃圾在焚烧炉内与过量空气进行氧化燃烧反应,有害物质例如二恶英等在850℃以上的温度区域停留2 s~ 3 s 即可氧化、热解,满足垃圾焚烧的工艺需要。图2 为炉排炉内垃圾燃烧状况。

图2 炉排炉内垃圾燃烧状况
2 普通耐热炉排片及其温度控制方式
炉排片作为垃圾焚烧的执行部件,于炉内直接推送高温燃烧的垃圾,作业工况恶劣。常见的炉排片都采用含 Cr、Ni、MO 等合金元素的耐热、耐蚀、耐磨铸件,使用寿命长。如果炉排片材质的选用和结构设计比较合理,整体使用寿命能达到 80 000 h。通过耐热金属的 C、Ni、MO、Cr成分优化,在抗氧化性与高温强度好的基体上分布高温稳定性好且硬度高的硬度相,以获得具有磨损、硬度、抗氧化性、拉伸和韧性等方面优良性能[1]。温度达到约500℃以上时,烧损、减薄将会显著增加。主要原因是腐蚀性烟气、溶融盐等造成高温腐蚀(粒界腐蚀),并且炉排片与此腐蚀的生成物发生摩擦造成损坏。炉排片主要由于高温腐蚀发生减薄变形,称之为烧损。各个不同部位的炉排片烧损速度是不一样的。在主燃烧部分,出现高温的炉排片烧损最快,另外燃烧空气量、垃圾发热量、垃圾层厚度、燃烧完结点位置的不同也会使炉排片的烧损速度产生较大差异。因此,垃圾焚烧炉经济性使用温度为400℃~450℃。
为了保持这个温度区间,需要有足够的冷却,将炉排片的表面温度控制在400℃以下。但是,要求全体炉排片保持此温度范围非常困难,特别是主燃烧部的炉排片顶端部分经常超出上述温度。这是由于炉排片温度很大程度上要受到燃烧空气量、垃圾发热量、垃圾层厚度和燃烧完结点等因素的影响。在实际运行中,通常使用热电偶测定燃烧段炉排片背面温度,可实现中央监视。正常运行时的炉排片温度为450℃以下。一旦达到预警温度,需人工干预,对燃烧空气量,燃烧空气温度,炉排推动频率参数等进行调整,使炉排片温度逐步脱离此温度范围。炉排片的冷却效果越好,则腐蚀磨损的越少。炉排片的更换周期就越长,炉子的稳定运行时间就越长。因此,炉排片的寿命是非常重要的一个指标。
3 提高炉排片使用寿命方式
为了提高炉排片寿命,一般采取的方式有2 种。1)结构上增加强制冷却,强化对炉排片温度的控制。2)材料上进行优化,使之能更耐温耐磨。
3.1 强制空冷炉排与强制水冷炉排
结构上为增加强制冷却通常采用强制空冷炉排及强制水冷炉排。这两者在炉排片材质通常与前述耐热铸钢无异。强制空冷炉排是以空气作为冷却媒介,在炉排片高温部位下部设计强制空气冷却管路,以低空气量集中吹敷降温。强制水冷炉排是以水作为冷却媒介,通过水循环冷却布置在炉排片高温区的传热块,从而降低炉排片温度。因为水的比热容高于空气,所以2 种方式单从冷却效果上看强制水冷炉排的冷却效果更好。但是 由于其增加的水循环管路结构,需要考虑防止管路泄露及堵塞等问题,因而2种方式中目前还是以强制空冷炉排应用较广。通过在已有生活垃圾焚烧项目的论证,强制空冷炉排大大提高热值高垃圾情况下焚烧炉的长期连续稳定燃烧时间,针对高热值垃圾的燃烧,起到降低炉排片的烧损、延长炉排片的寿命的作用。图3 为强制空冷炉排结构示意。

图3 强制空冷炉排结构示意
3.2 炉排片本体材质优化
为了提高耐热铸钢炉排片的耐烧损与耐磨的特性,通常采用在铸造中添加Nb、Mo 等合金元素以及对炉排片进行镍基喷涂方式。国外研究对比发现,与原耐热铸钢炉排片相比,通过采用添加合金元素的方式,可使其使用寿命延长至原来的2~2.5 倍,价格变为原来的1.2~1.3 倍;通过使用镍基喷涂的方式,可使其寿命延长至原来的3 倍,价格变为原来的2~2.5 倍。这2 种方式在延长其使用寿命的同时,价格增幅也较大,因此国内生活垃圾焚烧项目无应用。
国内某企业开发采用堆焊耐磨钢板装配焊接,代替铸造型炉排片。选择抗高温磨粒磨损的特种堆焊板材,为在普通钢板表面堆焊高铬合金耐磨层,耐磨层硬度可达HRC58~62,而一般耐热铸钢炉排片硬度仅为HB200~220。基材与耐磨层之间为冶金结合,结合强度高,耐磨钢板合金在高温下具有很强的稳定性,能够满足1 200℃以内条件下使用。耐磨钢板基材为普通碳钢钢板(如Q235.Q245 等),可以采取焊接等方式与其他部件进行组装焊接。制作焊接炉排片利用堆焊板材的高硬度耐磨层特性充当工作面,利用基材金属进行组焊连接。
在威海环境再生能源有限公司的炉排生活垃圾焚烧项目进行试验,由堆焊耐磨钢板焊接而成的炉排片作为试验品均布于炉内各段位置,在2年中对其进行跟踪检测发现,焊接型炉排片未出现烧损、裂纹等现象。以工况最恶劣的燃烧段炉排作为对比,堆焊耐磨钢焊接炉排片2年内磨损量不足1 mm,而同位置的普通耐热铸钢炉排片的磨损量为3 mm 以上。对试验品炉排片其进行了强度、硬度、元素含量等检测,证明其性能稳定。虽然堆焊耐磨钢较普通板材价格有所提高,但对于有一定焊接加工基础的企业,利用焊接制作炉排片的成本甚至略低于耐热铸钢炉排片的采购成本。在成本价格持平甚至略低的基础上,堆焊耐磨钢焊接炉排片为普通耐热铸钢炉排使用寿命的3 倍左右,因此针对现阶段生活垃圾炉排炉焚烧,堆焊耐磨钢焊接炉排片具有较大应用价值。
4 结语
对于欧美、日本等发达国家地区,其生活水平高及垃圾分类执行较好,垃圾热值高,炉排损坏形式通常以高温燃烧造成的烧损为主。我国目前的生活垃圾含灰分较高,不燃物较多,炉排损坏形式以磨损为主。但是随着居民生活水平的提高及垃圾分类意识的普及,生活垃圾热值呈上升趋势。因此,我国地方在投资建设炉排式生活垃圾焚烧项目式,综合考虑,对炉排片进行优化设计,延长其使用寿命,使焚烧效益最大化。
