卷烟厂制丝精益制造能力提升对策探索
2020-04-20张爱华
张爱华

摘 要:围绕国家烟草专卖局提出的“卷烟上水平,降本增效,提质降耗”的 战略目标,结合某卷烟厂制丝车间的工作实际。把提高制丝精益制造能力作为抓手,通过在 管理、设备及工艺方面的系列优化和改进措施,促进车间精益制造水平的提升。
关键词:烟丝;精益制造能力;卷烟工厂
某卷煙厂2016版《卷烟工艺规范》要求,制丝生产线(包含叶片线和叶丝线两个部分)综合有效作业率≥85%,这也是行业及企业对制丝车间生产效率考核的关键性指标,对车间制丝精益制造能力提出了较高的工作要求。
一、现状分析
该车间2019年度制丝生产效率统计图如下:
从上图可知,该车间2019年制丝生产线综合有效作业率为84.7%,未达到行业及企业85%的考核指标,其中叶片线生产效率良好均超过考核指标,叶丝线生产效率普遍低于考核指标。因此,该车间提升制丝精益制造能力的关键在于提高叶丝线的生产效率。
二、原因分析
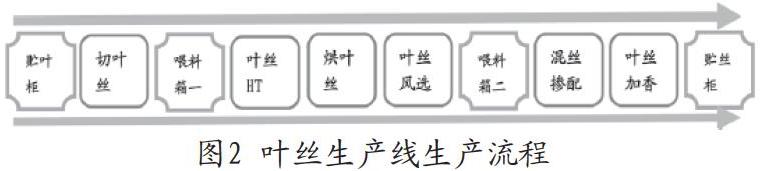
该车间叶丝生产线共包括“切叶丝、叶丝HT、烘叶丝、叶丝风选、混丝掺配、叶丝加香”六道工序,过程中有“贮叶柜、喂料箱一、喂料箱二、贮丝柜”四处物料贮存点。
具体生产流程图如下:
由于叶丝生产线受工艺流程限制,每批次的生产原料首先进入贮叶柜,再通过各生产工序后进入贮丝柜,该批次生产才能结束。当生产原料全部进入贮丝柜后,贮丝柜操作人员再通知贮叶柜操作人员备料继续生产,然而这个备料期间整个生产线设备处于空转状态。
因此,备料期间的空转设备生产的不必要的能源消耗,是造成制丝生产线生产效率低的要因。
三、对策探讨
(一)“技防”向“人防”转变,减少切丝机备料期间和运转期间的设备空转数量。
在切丝机备料期间和运转期间,叶丝生产线六道工序和四处物料贮存点的部分设备是可以通过技术装置进行自动控制的,等待物料进入该工序或贮存点前再进行开启,从而减少切丝机备料期间和运转期间的设备空转数量。
例如:“喂料箱一”的提升机配置了启动与停止控制旋钮,用于将前后两个批次烟丝进行分隔,防止混牌情况发生。当第一批次烟丝完全经过该喂料箱后,设置“声光提示控制装置”,自动关闭提升机;当第二批次烟丝进入该喂料箱时,设置“声光提示控制装置”,自动开启提升机。
(二)配备现场通讯实施设备,减少批次间备料确认时间
批次间换料时,因生产现场及工作时间不许使用私人手机,由贮丝柜操作人员走过整条生产线才能通知到贮叶柜操作人员备料,使得备料确认时间较长。
为此,车间可以在贮丝柜和贮叶柜上安置备料提示信息显示屏,当需要备料时,贮丝柜操作人员只需输入备料信息,贮叶柜操作人员便能立即精确备料,使得确认时间从几分钟减少为几秒钟。同时,也可以为叶丝线操作人员配备对讲机,通过对讲机实现信息交流与传播,提升备料确认效率。
(三)优化生产工艺流程,减少备料等待时间
按照现在工艺流程,批次间换料时,只有上一批次原料进入贮丝柜后,下一批次原料才能进入贮叶柜备料,但可以通过优化生产工艺流程将备料工序前移到某道生产工序或料贮存点上。
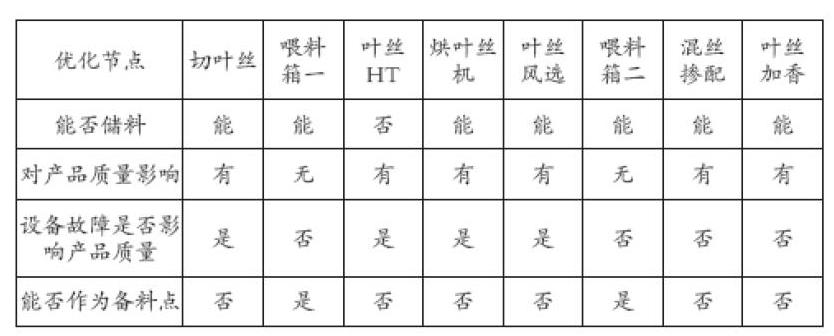
为此,车间制定了生产工艺流程优化分析表:
通过以上分析,喂料箱一和喂料箱二可以作为下一批次的物料贮存点,但喂料箱二与贮丝柜相隔工序较少,容易引发物料混牌情况发生。因此,可以将下一批次的物料贮存点从贮叶柜前移到喂料箱一,从而提升叶丝线设备运行效率。
四、结语
该车间通过采取以上部分对策,2019年1,2月份的制丝生产线综合有效作业率提高至89.1%,同比提升4.938%,达到厂部85%的考核指标,同时,该车间的制丝精益制造能力也得到稳步加强。
