动物粪便与秸秆成型坯块制备工艺参数试验研究
2020-04-15万鹏举马永财尚佳乐张艺越
万鹏举,马永财,张 博,尚佳乐,张艺越
(黑龙江八一农垦大学 工程学院,黑龙江 大庆 163319)
0 引言
黑龙江是一个农业大省,同时也是我国重要的商品粮生产基地,农业生产活动中产生的畜禽粪便和秸秆数量巨大,随着农村居民生活水平的提高和生活方式的改变,大量农业废弃物被随意丢弃、排放,对居民的生产和生活造成了巨大的安全隐患[1],[2]。而畜禽粪便和秸秆等农业废弃物中含有丰富的有机质,对其进行合理的资源化利用可以产生一定的经济效益和社会效益[3]。
近年来,国内外学者对畜禽粪便和秸秆的资源化利用展开了大量研究。 Muazu R I 以煤、稻壳和玉米芯为原料制备燃料块,并通过单因素试验的方法研究不同因素对燃料块成型质量的影响,研究结果表明,当成型压力为31 MPa,粘结剂用量为10%,稻壳与玉米芯的质量比为3∶7 时,燃料块的成型质量最佳[4]。 Raudah 以咖啡壳为原料制备块状成型燃料时,通过Bob-Behnken 试验设计方法结合响应面分析法确定了块状成型燃料的最佳成型条件: 热解时间为110.93 min,粒度为34.71 目,淀粉含量为8%[5]。 李丽洁研究了利用不同原料制备棒状成型炭的生产工艺,研究结果表明,以稻壳炭为原料,糯米粉为胶黏剂,在胶黏剂添加量为1%,含水量为30%的条件下,棒状成型炭的成型效果最佳[6]。饶月以烟杆和木屑为原料制备颗粒燃料时,通过正交试验确定了在成型压力为6.5 kN,成型温度为101 ℃,含水率为13.5%的条件下,颗粒燃料的成型特性最佳[7]。 辛明金以育苗基质和水稻秸秆为原料制备黄瓜育苗块时,通过旋转组合试验设计结合响应面法,分析了不同试验因素对育苗块成型质量的影响,并确定了最佳成型工艺参数:含水率为21%,成型压力为4.5 kN,秸秆长度为10 mm,秸秆质量分数为12%[8]。通过以上研究可以发现,生物质原料可制备不同类型的成型制品,不同原料的成型工艺存在差异,而且成型过程中的诸多试验因素对成型制品的质量有一定影响。
目前,关于发酵牛粪、发酵羊粪和水稻秸秆混合物料成型的研究较少,若将动物粪便和秸秆进行回收利用并压制成型,不仅可以减少农业废弃物的随意排放、丢弃所带来的环境污染问题,还可以产生一定的经济效益[9]。因此,本文以发酵牛粪、发酵羊粪和水稻秸秆为主要原料,通过四因素二次通用旋转组合试验,研究成型压力、成型温度、物料含水率及秸秆质量分数对成型坯块抗破坏强度和松弛比的影响,并结合响应面分析法优化成型工艺参数,从而为动物粪便和秸秆混合物料制备育苗钵块及钵盘提供理论参考,同时为农业废弃物的资源化利用提供新途径。
1 材料与方法
1.1 原料预处理
本文选用山东省肥沃农资有限公司生产的发酵牛粪,山东省丰润农资有限公司生产的发酵羊粪,黑龙江八一农垦大学农学院水稻试验田的秸秆作为试验材料。 将发酵牛粪过筛清选,去除牛粪中的石子等杂质;将发酵羊粪放入搅拌器中,搅拌至粉末状;将收集的水稻秸秆进行自然晾晒,利用锤片式粉碎机将秸秆粉碎至长度为5±2 mm。利用MS100 型水分自动测量仪对处理后物料的含水率进行测定,测定结果表明,发酵牛粪、发酵羊粪和水稻秸秆的含水率分别为10.73%,9.97%和8.27%。
1.2 试验设备
本研究所用的试验设备包括WDW-200E 型微机控制电子式万能试验机 (最大试验压力为200 kN)、JD300-3 型电子天平 (精度为 0.001 g)、MS100 型水分自动测量仪 (精度为 0.01%),CHB401 型温度控制器(精度为1 ℃)、锤片式粉碎机、成型装置(内径为50 mm)、加热装置、注射器、搅拌器等。 图1 为成型试验装置的示意图。

图1 成型试验装置的示意图Fig.1 Drawing of compression molding test device
1.3 试验方法
1.3.1 物料含水率调节

式中:m 为配水量,g;m0为配水前物料的质量,g;k0为配水前物料的含水率,%;k1为目标含水率,%。
1.3.2 成型工艺流程
利用万能试验机控制试验压力,将成型装置放置于试验机上、下压盘之间,按照试验要求配制20 g 物料放入成型装置内,温度传感器放置于成型装置凹模上,打开加热装置,待温度达到设定值后停止加热并开始压制,设置万能试验机的加载速度为10 mm/min,达到设定压力值后保压10 s,压制成型后打开冷却装置,待模具温度达到室温后,将模垫移开,放好脱模垫块,试验机横梁继续向下运动至成型坯块脱离成型装置,完成一个工作循环。试验制备的成型坯块的直径为50 mm,高度为6~8 mm。 制备的成型坯块如图2 所示。

图2 成型坯块样品图Fig.2 Sample pictures of formed blocks
1.3.3 试验指标及检测方法
(1)成型坯块抗破坏强度的测定
综上所述,骨科糖尿病患者采纳优质护理,可有效降低术后并发症发生率,将血糖控制在稳定范围,一定程度上加快了切口愈合速度,安全性更高,有效弥补了临床常规护理的不足,值得信赖并进一步推广。
将成型坯块竖直放置于万能试验机上、 下压盘之间,成型坯块与试验机上压盘接触的临界位置作为初始位置,以10 mm/min 的加载速度压缩成型坯块,成型坯块与试验机压头接触到完全破坏变形后,压头返回初始位置为一个试验周期。试验过程中实时采集数据,获得坯块压缩过程的力-位移变化曲线,通过力-位移变化曲线计算出成型坯块的抗破坏强度。
(2)成型坯块松弛比的测定
物料经过压缩呈块状,从模具中取出后立即测量其直径和高度,计算成型坯块的初始密度。将成型坯块在室内常温状态下放置48 h,再次对其直径和高度进行测量,计算成型坯块的松弛密度,根据式(2)计算成型坯块的松弛比[11]。

式中:γ 为成型坯块的松弛比,%;ρ′为成型坯块的松弛密度,g/cm3;ρmax为成型坯块的最大压缩密度,g/cm3。
1.3.4 试验设计
分别选取成型压力(X1)、成型温度(X2)、物料含水率(X3)、秸秆质量分数(X4)作为自变量,以成型坯块的抗破坏强度(Y1)和松弛比(Y2)作为成型质量评价指标,采用四因素二次通用旋转组合试验设计方案进行试验,试验因素水平编码表如表1 所示。 对试验采集的成型坯块的抗破坏强度和松弛比进行回归分析,分别建立各因素与成型坯块抗破坏强度和松弛比的回归模型,对回归模型进行拟合优度检验和显著性检验,根据回归模型分析结果确定不同试验因素及其交互作用对成型坯块品质的影响规律。

表1 试验因素水平编码表Table 1 Coding of factors and levels
2 结果与优化
四因素二次通用旋转组合试验设计及结果如表2 所示。 利用Design-Expert 8.0.6 响应面分析软件进行数据处理及优化分析。

表2 四因素二次通用旋转组合试验设计及结果Table 2 Experimental design and results of second general combination of rotating test

续表2
2.1 回归模型建立及显著性分析
2.1.1 抗破坏强度回归模型的建立及显著性分析
将成型坯块在室内常温的条件下放置48 h,测试其抗破坏强度,并对试验结果进行回归分析,建立各试验因素与成型坯块抗破坏强度之间的回归方程:

在α=0.05 的显著水平下,对回归方程进行方差分析和显著性检验,分析结果如表3 所示。由表3 可知: 该回归方程的 F=37.29>F0.01(14,16)=3.54,P<0.000 1,表明该回归模型极显著;决定系数R2=0.97,表明该回归模型拟合情况较好,约有97%的抗破坏强度变化情况可用该模型解释;模型失拟 F=0.81

表3 抗破坏强度回归方程的方差分析Table 3 Variance analysis of regression equation of failure strength

2.1.2 松弛比回归模型的建立及显著性分析
将成型坯块在室内常温条件下放置48 h,测量其高度和直径,计算成型坯块的松弛比,并对试验结果进行回归分析,建立各试验因素与松弛比之间的回归方程:

在α=0.05 的显著水平下,对回归方程进行方差分析和显著性检验,分析结果如表4 所示。由表4 可知:该回归方程的 F=7.59>F0.01(14,16)=3.54,P=0.000 2,表明该回归模型极显著;决定系数R2=0.88,表明该回归模型拟合情况较好,约有88%的松弛比变化情况可用该模型解释;模型失拟项F=2.26

表4 松弛比回归方程的方差分析Table 4 Variance analysis of regression equation of relaxation ratio

2.2 响应面效应分析及优化结果
对四因素二次通用旋转组合试验中的试验结果进行响应面效应分析,得出各试验因素对成型坯块抗破坏强度和松弛比影响情况。
2.2.1 抗破坏强度响应面分析及优化结果
各试验因素对成型坯块抗破坏强度的影响如图3 所示。

图3 各试验因素对成型坯块抗破坏强度的影响Fig.3 Effect of each factors on failure strength of formed blocks
由图3(a)可以看出:在成型温度为140 ℃,物料含水率为14%的情况下,当成型压力小于125 kN 时,随着秸秆质量分数的逐渐增加,成型坯块的抗破坏强度逐渐减小; 当成型压力大于125 kN时,随着秸秆质量分数的逐渐增加,成型坯块的抗破坏强度呈现出先增大后减小的变化趋势; 当秸秆质量分数一定时,随着成型压力的逐渐增加,成型坯块的抗破坏强度先增大后趋于平稳。 这是因为在成型压力较大的条件下,物料颗粒间的空隙减少并产生较大的塑性变形,适量添加秸秆能够在成型物料颗粒间起到一定的连接作用,有利于提高成型块的抗破坏强度。 由图3(b)可以看出:在成型压力为120 kN,物料含水率为14%的情况下,当成型温度小于136 ℃时,随着秸秆质量分数的逐渐增大,成型坯块的抗破坏强度先增大后减小;当成型温度大于136 ℃时,随着秸秆质量分数的逐渐增加,成型坯块的抗破坏强度逐渐增大;当秸秆质量分数一定时,随着成型温度的逐渐升高,抗破坏强度呈现先增大后减小的变化趋势。 这是因为成型材料中的木质素在高温加热条件下软化甚至液化,发挥一定的黏结作用,同时高温可提高物料的流动性,共同促进物料颗粒紧密结合。利用Design-Expert 8.0.6 响应面分析软件,以成型坯块的抗破坏强度为响应值,确定成型工艺参数:成型压力为122.1 kN,成型温度为146 ℃,物料含水率为12%,秸秆质量分数为8.3%,在此条件下,成型坯块的抗破坏强度最大,为345.2 N。
2.2.2 松弛比响应面分析及优化结果
各试验因素对成型坯块松弛比的影响如图4所示。
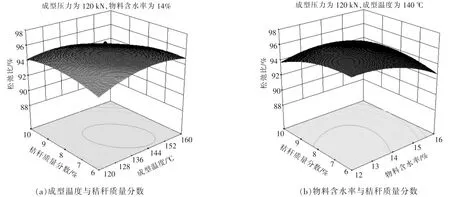
图4 各试验因素对成型坯块松弛比的影响Fig.4 Effect of each factors on relaxation ratio of formed blocks
由图4(a)可以看出:在成型压力为120 kN,物料含水率为14%的情况下,当成型温度一定时,随着秸秆质量分数的逐渐增加,成型坯块的松弛比呈现出先增大后减小的变化趋势; 当秸秆质量分数一定时,随着成型温度的逐渐升高,成型坯块的松弛比呈现出先增大后减小的变化趋势。 这是因为成型温度过低时,木质素不发挥黏结作用,而成型温度过高则会造成秸秆炭化,适宜的成型温度才能发挥木质素的黏结作用,而添加的秸秆中存在大量的木质纤维,其平衡弹性模量较大,在成型后会出现明显的应力松弛现象。由图4(b)可以看出: 在成型压力为120 kN,成型温度为140℃的情况下,当物料含水率一定时,随着秸秆质量分数的逐渐增加,成型坯块的松弛比呈现出先增大后减小的变化趋势;当秸秆质量分数一定时,随着物料含水率的逐渐增加,成型坯块的松弛比呈现出先增大后减小的变化趋势。 这是因为适当的含水率会减小物料间及物料与成型装置间的摩擦,提高物料的流动性,促使松弛弹性模量减小,提高了成型块的保型能力。 利用Design-expert 8.0.6 响应面分析软件,以成型坯块的松弛比为响应值,确定成型工艺参数:成型压力为126.3 kN,成型温度为149.3 ℃,物料含水率为12.3%,秸秆质量分数为6.2%,在此条件下,成型坯块的松弛比最大,为96.3%。
2.3 成型工艺参数优化及试验验证
通过以上分析,利用Design-Expert 8.0.6 响应面分析软件对试验结果进行优化。 以成型坯块抗破坏强度和松弛比为响应值,权重均为0.5,分别设定其目标参数为最大值,优化结果为X1=0.237,X2=0.296,X3=-1.00,X4=-0.803,通过编码转化为实际值: 成型压力为124.8 kN,成型温度为146.0 ℃,物料含水率为12%,秸秆质量分数为6.4%,在该条件下,成型坯块抗破坏强度的预测值为342.4 N,松弛比的预测值为96.23%。 当含水率和秸秆质量分数一定时,成型压力与成型温度的交互作用等高线如图5 所示。
为提高试验操作的便捷性,对优化后的工艺参数进行调整,调整后的工艺参数:成型压力为125 kN,成型温度为146 ℃,物料含水率为12%,秸秆质量分数为6%。 依据以上试验参数进行5 次验证试验,试验结果及误差见表5。 由表5 可知,成型坯块抗破坏强度和松弛比的实际值与预测值的相对误差分别为3.17%和0.47%,在优化后的工艺条件下,成型坯块抗破坏强度的均值为353.6 N,松弛比的均值为96.68%。 试验结果与预测值相近,表明试验优化效果良好,达到了预期目标。

图5 成型压力与成型温度交互作用等高线图Fig.5 Contour line of Forming pressure and molding temperature interact

表5 验证试验的结果及误差Table 5 The result and errors of validation test
3 结论
①在动物粪便与秸秆混合物料成型的过程中,通过分析各试验因素与成型坯块抗破坏强度和松弛比之间的关系,建立了各试验因素对成型坯块抗破坏强度和松弛比影响的回归模型。 通过显著性检验,表明该模型具有良好的拟合效果,可用于分析各试验因素对成型坯块抗破坏强度和松弛比的影响。
②各试验因素对成型坯块质量评价指标的影响存在差异,其对成型坯块抗破坏强度影响的顺序为物料含水率>成型温度>成型压力>秸秆质量分数; 对成型坯块松弛比影响的顺序为物料含水率>成型压力>秸秆质量分数>成型温度。
③在成型压力为125 kN,成型温度为146℃,物料含水率为12%,秸秆质量分数为6%条件下,成型坯块的抗破坏强度为353.6 N,松弛比为96.68%,满足成型强度的要求。
