铝合金列车侧墙制造及其质量控制
2020-04-13朱瑞中车大连机车车辆有限公司编辑丙甲
文/朱瑞(中车大连机车车辆有限公司) 编辑/丙甲
1. 轨道列车铝合金的应用
近年来,各种焊接结构越来越多地采用铝合金材质,使用铝合金型材作为车体结构的主要材质有很多优点。
轻量化,铝合金具有良好的刚性特性,同时密度比不锈钢要低,能有效地降低列车车体的重量。
低能耗,由于铝合金材质能有效地降低列车车体的重量,所以列车在运行的过程中能有效地降低能耗的损失,同时也便于制动与牵引。
耐腐蚀,由于铝合金自身的特质,铝合金表面会被氧化形成一层致密的氧化铝,对铝合金母材进行保护。
铝合金材质由于本身的物理特性,导致在焊接的时候需要控制好周围环境的温度和湿度。并且由于铝合金在焊接受热后容易变形,在列车侧墙拼接组焊的时候对尺寸、准确度、精准度的控制是很困难的。所以铝合金焊接对焊接工艺和电焊工的技术很高,这是目前铝合金列车生产中的难点。
综上所述:由于铝合金优点比较突出,其优点远大于缺点,故其可以成为现代化新型轻量化列车的首选材质之一。
在日常生产中我们通过以下的制造工艺与焊接工艺,来弥补铝合金材质性能的缺点,提高生产质量。
2. 侧墙结构及制造工艺
2.1 侧墙结构
侧墙组成是由铝合金型材板组装焊接形成,侧墙采用分块模式化结构,结构简单,强度高,便于加工,自身质量小,便于调运,外观美观。列车的侧墙是由多个不同或相同的分块侧墙所组成,每个分块侧墙首先是由多个不同的铝合金侧墙板型材组焊一起,再由机械加工中心对分块侧墙的窗口及其滑槽位置进行加工,最后将左立柱铝合金型材与右立柱铝合金型材及其窗口补板进行组焊。为了避免门角、窗角应力集中,均采用圆弧过渡形式,窗口的圆弧形是由机械加工中心加工而来,门角是因为侧墙是分块侧墙结构,所以门角是在与车顶组装连接时候进行组焊实现。
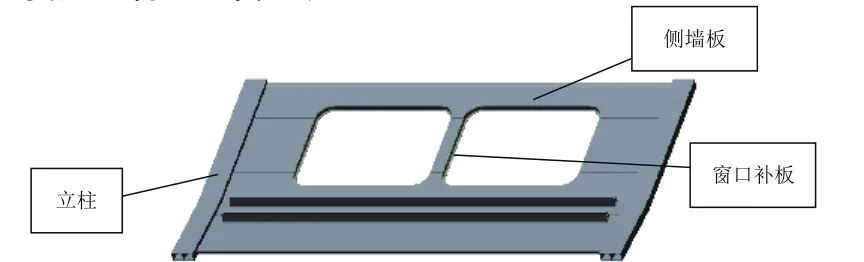
▲ 图1 分块侧墙组成

▲ 图2 侧墙组成
2.2 制造工艺
铝合金列车是由多块分块侧墙与车顶、底架、端墙等车体部件组成,每个部件的制造质量直接关系车体组成的质量。分块侧墙制造工艺主要包括焊接机器自动焊接工艺、机械加工工艺、焊前焊后焊缝区域的表情打磨处理的工艺及焊缝检测等制造工艺。
为了提高自动焊接的效率,制造一块分块侧墙分为以下四步。
(1)下料:首先将侧墙长大型材板根据不同的分块侧墙的尺寸进行对应截料。
(2)组焊分块侧墙型材板:将截好尺寸的侧墙型材板进行组对,对焊缝区域进行打磨,使用自动焊接设备进行组焊,焊接完后将整张分块侧墙翻转,对反面焊缝区域打磨,再用自动焊接设备进行组焊。
(3)加工分块侧墙:将组焊好的分块侧墙调运至机械加工中心,加工窗口和加工出需要焊接左右立柱的位置,并且在加工中心处对窗口的尺寸进行有效的把控。
(4)组焊左右立柱:加工完后的分块侧墙调运到左右立柱组焊胎,对左右门立柱和侧墙板正反面焊缝进行压紧、打磨、焊接,提高部件装配精度,减少部件装配误差,从而提高分块侧墙装配质量。
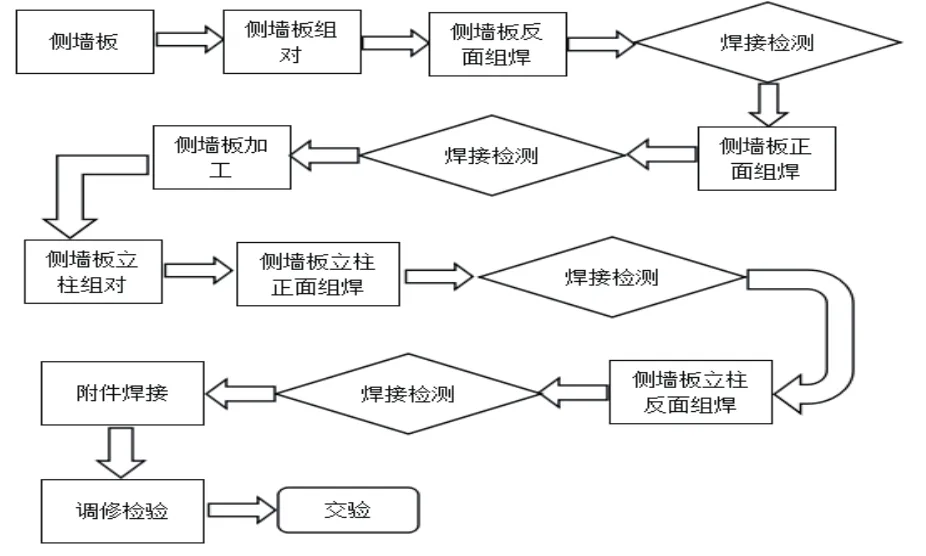
▲ 图3 侧墙制造工艺流程图
3. 侧墙焊接及其质量控制
铝合金侧墙是由多个型材板焊接组成,正反面共有多个长大焊缝,这些焊缝均是由SMC焊接机器人进行组焊。焊接过程中,由于铝合金本身导热性和线性膨胀系数均很大,分别是钢的5倍和2倍,因此铝合金焊接变形也会相应增大,所以如何有效控制焊接变形才是铝合金在焊接过程中需要克服的主要难题。铝合金焊接变形有多种因素的影响,例如材料刚度、焊接结构、外加防变形的约束力、焊接电流及速度、冷却方式等很多因素。
在生产中控制变量的方法有以下几种。
(1)工装模具法:焊接长大侧墙型材板时,设计工装用液压夹具对侧墙型材进行夹紧固定。
(2)工艺放量法:通过下料时对侧墙型材板进行放量截料来抵消焊接时候的收缩。
(3)控制工艺参数:通过合理选择工艺方案和严格控制工艺参数来减少焊接变形是实际生产中最常用的方法。第一步,通过采用分段焊接方式以降低焊接热输入; 第二步,合理的焊接顺序,使焊接工件在各个方向的受热均匀,尽量采用先内后外,先短焊缝后长焊缝的对称焊法。
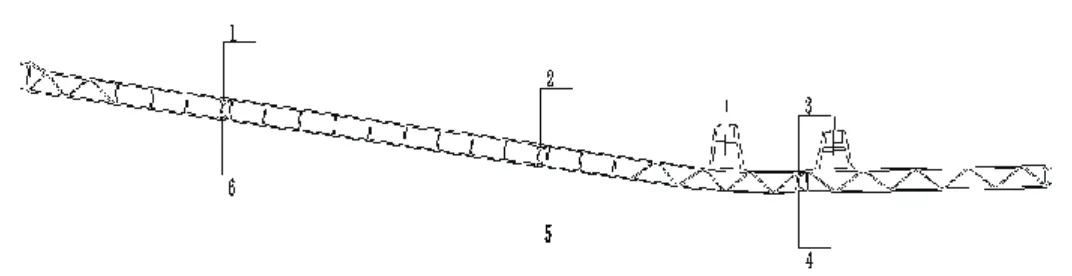
▲ 图4 侧墙焊接顺序
(4)反变形法:提前将侧墙工艺变形的变化量通过工艺放量进行补充,将侧墙加工成扇形,这样在焊接左右立柱完后,可以得到较好的侧墙。
(5)焊接后调修:对侧墙型材板焊接完后,用火焰进行调修。
由于铝合金对光和热具有很强的反射,所以在焊接的过程中,融化后填充部分处的颜色变化不明显,焊接过程很难控制融化程度和判断质量,极其容易造成焊接缺陷,其常见的焊接缺陷有表面可见的如气孔、裂纹和咬边等,也有隐藏在焊缝里的未焊透和未完全融合等问题。
为了减少或者避免铝合金侧墙在焊接过程中出现的缺陷,保证焊接的质量,我们采用以下几种措施。
其一,焊前清理。焊接前对铝合金母材用擦油纸进行擦拭,再用角磨对焊接区域进行打磨。
其二,选择合适焊接填充材质。选择合适铝合金焊丝可以有效降低焊接过程中出现裂纹。
其三,选择合适的焊接保护气。我们采用选择高纯度的氩气作为焊接保护气,它能有效减少活性气体对焊接的影响。
其四,控制焊接环境的湿度和温度。利用多组大功率空调组,对焊接环境的湿度和温度进行控制,减少焊接过程由于湿度过大出现的气孔。
铝合金材质运用于轨道列车车体制造,尤其是运用于侧墙时要保证车体的强度。不光要保证好侧墙的组成的尺寸,还要确保侧墙每条焊缝的质量。
通过理论结合实际生产,针对侧墙制造中的焊接工艺和问题分析,能够有效提高铝合金侧墙组成和焊接的质量,提高生产的效率。
