重介质选煤自动化控制系统的设计
2020-04-12张梦瑶
张梦瑶
(山西省大同市同煤集团大地选煤公司,山西 大同037001)
引言
选煤作为煤炭产业中的重要环节,近些年我国选煤工业也取得了一定的成绩,但与国外发达国家相比较而言不论在选煤设备还是选煤工艺方面均存在一定的差距。就选煤设备而言,国内选煤设备存在分选能力低、可靠性差以及参数设置不合理等问题;就选煤工艺而言,我国选煤工艺复杂难以实现精确控制,且对应控制算法依然在采用经典控制,甚至人工控制,导致分选控制精度不足等问题[1]。因此,本文将对重介质选煤控制系统自动化功能的实现进行研究。
1 重介质选煤工艺流程
重介质选煤工艺为当前选煤行业中应用最为广泛的选煤方法,随着综采工作面采煤效率及选煤技术的不断提升,重介质选煤工艺的应用将占据更大的比例。
重介质选煤工艺流程经历了选前准备作业流程、分选作业流程、选后产品脱水流程、煤泥水处理流程以及悬浮液循环净化回收等工艺流程。其中,上述各个选煤工艺流程中所涉及到的关键设备包括有原煤重介旋流器、弧形筛、磁选机、脱介筛、带式输送机以及相关稀介桶和各种泵等。
重介质选煤工艺涉及的流程繁杂且设备种类多,为保证最终的分选效果需实现对选煤厂重介质选煤涉及到的工艺和设备进行集中控制,并根据实际生产情况对控制模式进行实时调整,以达到集中化、自动化控制的目的。
2 重介质选煤控制系统关键参数控制的设计
本文初步拟定采用CRT+PLC的方式实现对重介质选煤工艺的集中监测和控制,并实现主站与从站之间的通信功能;基于CTR集中显示现场设备的运行状态及实时工艺参数,并对实际生产中的问题进行报警、记录等。为保证重介质选煤控制系统的快速响应能力和精确的控制水平,拟采用PID控制算法作为PLC控制器中的核心控制依据。经研究可知,影响选煤厂重介质选煤系统最终分选效果的主要参数包括有悬浮液密度、悬浮液黏度、合介桶液位以及旋流器的入口压力等。因此,本文将建立重介质选煤自动化控制系统实现的对上述四个工艺参数的精准监测和控制。
2.1 悬浮液密度控制流程的设计
选煤工艺流程中对悬浮液密度控制,需精准控制密度给定值并根据密度给定值对合介泵出口处悬浮液密度进行控制。本系统以精煤灰分为密度测定的依据。
如图1所示,基于模糊PID控制算法和密度给定值对清水阀进行控制,最终通过测定精煤中的灰分判定悬浮液密度是否符合生产规程。
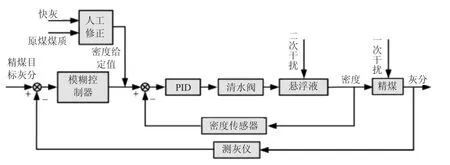
图1 悬浮液密度控制流程图
2.2 合介桶液位控制流程的设计
在实际选煤生产过程中,合介桶液位的动态变化常常会影响旋流器入口压力的稳定性,继而影响悬浮液的稳定性[2]。鉴于影响合介桶液位的因素为进料量和出料量,且其干扰量单一,因此,采用传统PID控制方法即可得到对合介桶液位的理想控制效果,其直接控制对象为气动阀,液位检测设备采用超声波液位计,对应控制流程如下页图2所示。
2.3 重介质悬浮液黏度控制流程的设计
将选煤工艺中重介质悬浮液的黏度控制在合理范围之内不仅可以降低介质损耗,还可降低分选过程中的跑煤率,为保证最终分选效果奠定基础[3]。针对重介质悬浮液黏度的检测本控制系统采用磁性物浓度计和悬浮液密度计测量相关参数后由悬浮液固体体积浓度计算器得出悬浮液的实时黏度值,并在PID控制算法的控制下得出需加介的量,并由人工将磁性物添加至合介桶实现对悬浮液黏度的控制。
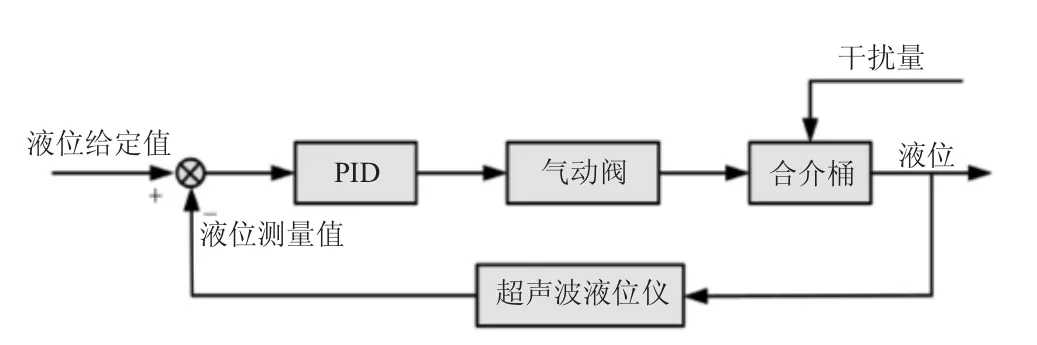
图2 合介桶液位控制流程图
2.4 旋流器入口压力的控制设计
理论上讲,随着旋流器入口压力的增加其所能提供的离心力增加,对应的分选效果也在提升。但是,当旋流器入口压力增大至一定数值后对应分选效果的提升效果不明显,反而会增加设备的承受能力和能耗。因此,需将旋流器的入口压力进行合理控制。
旋流器入口压力的精确测量是实现压力精确控制的基础,为此将压力传感器安装于悬浮液的入口处,并将所采集到电信号传递至S7-300PLC,由PLC对所采集信号处理后得到相应的控制信号,并由变频器实现对介质泵的变频调速控制,从而实现对旋流器入口压力的控制。
3 重介质选煤自动化控制系统的设计
3.1 重介质选煤自动化控制系统的硬件选型
为实现重介质选煤控制系统的自动化功能,需按照1.2中的总体设计思路在原选煤系统中增设相关工艺参数检测设备和控制设备,具体如表1所示。
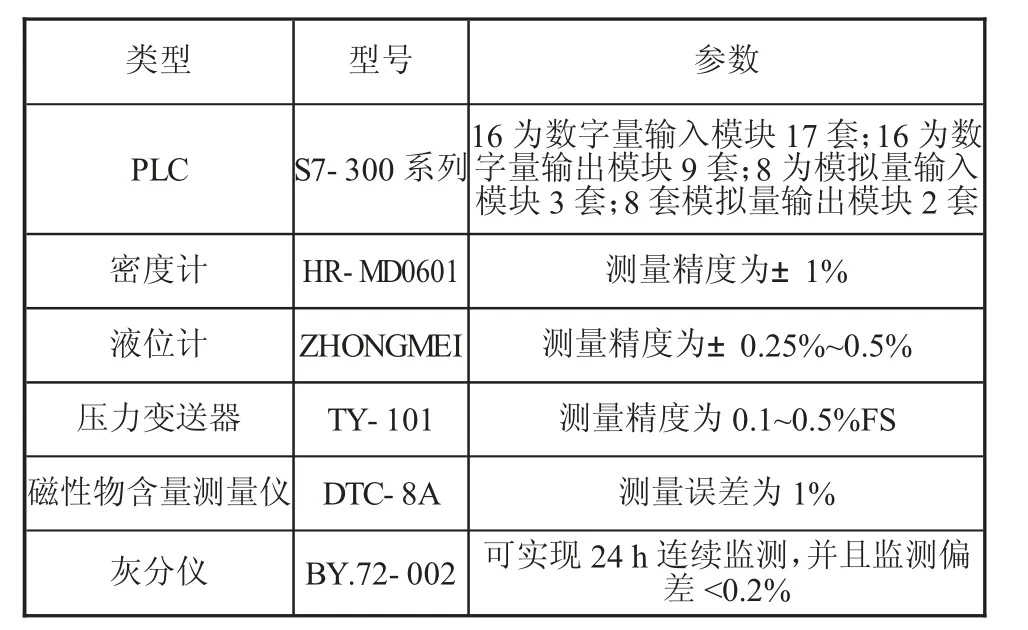
表1 选煤自动化控制系统的硬件选型
3.2 重介质选煤自动化控制系统的软件设计
重介质选煤自动化控制系统的软件设计包括有上位机和下位机的软件设计。其中,下位机控制系统主要是根据现场监测仪器对工艺参数的检测结果基于PID控制算法得出对应的PLC控制指令,从而确保悬浮液密度、黏度、旋流器入口压力、合介桶液位等关键工艺参数的控制[4]。
首先,根据控制流程对数字量输入、数字量输出、模拟量输入和模拟量输出的地质进行变化,设置其数据类型;其次,根据选煤工艺操作流程完成对系统主程序、手动控制子程序、自动控制子程序和模拟量处理程序的编写。以悬浮液密度控制为例,其对应的控制流程如图3所示。
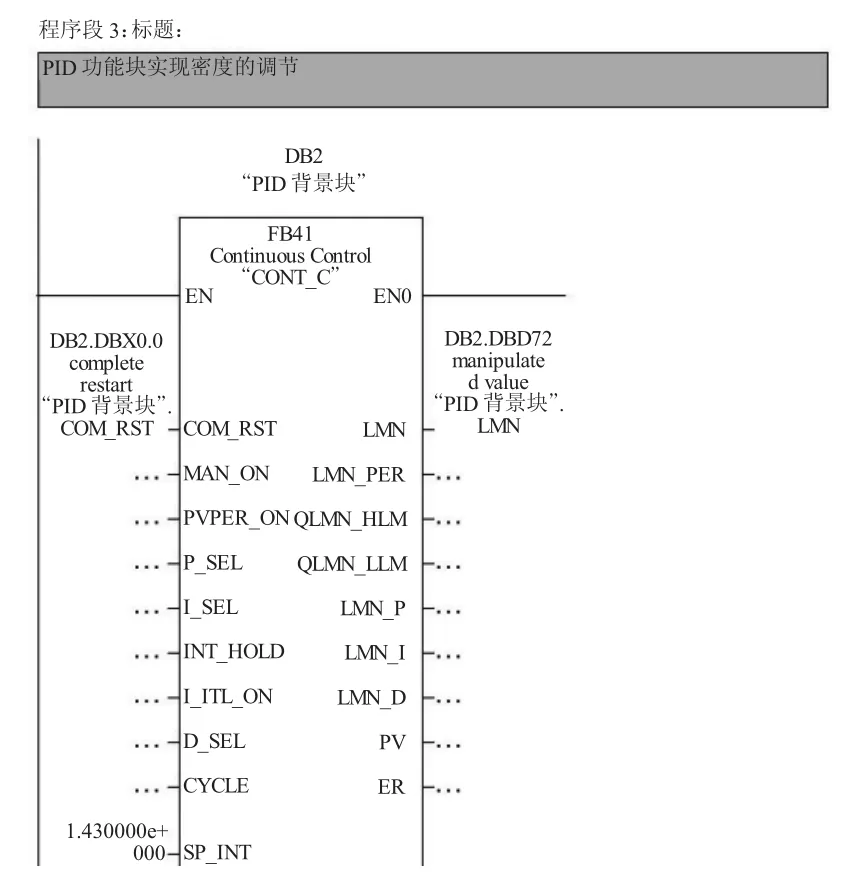
图3 悬浮液密度PID控制
重介质选煤自动化控制系统上位机软件设计即将相关检测仪器所采集的相关工艺参数的数值通过PLC控制器的通信将其通过上位机显示屏显示处理[5]。
3 结论
1)完成了对关键参数悬浮液密度、悬浮液黏度、旋流器入口压力和合介桶液位的设计;
2)完成了相关检测设备的选型设计,以悬浮液密度控制为例完成其PID控制的原理框图设计。
