变频节能技术在矿用带式运输机上的应用与研究
2020-04-12张冰峰郑锁珍
张冰峰,郑锁珍
(山西省节能中心有限公司,山西 太原030045)
引言
带式运输机作为煤矿的重要运输设备,目前正在向着长距离、大容量、快速度的方向发展,其良好的稳定性和可靠性在煤矿运营过程中发挥了非常重要的作用[1]。带式运输机在煤炭运输过程中存在很大的不均衡性,不能保证煤量时时相同,而不同运输煤量下电动机的效率是不相同的;同时,目前大部分运输机的运输速度是恒定值,即便是在轻载或者空载情况下,运输机也将始终以额定功率进行运输,在这种情况下,电动机做功效率低,致使大量电能被白白损耗,增加了企业的生产成本[2]。带式运输机的电能消耗在煤矿运营成本中一直占有较高的比重,因此,对带式运输机进行节能改造。
1 变频调速节能控制系统整体方案设计
图1所示为带式运输机变频调速节能控制系统整体方案示意图。整个系统由地面调度中心、井下PLC控制器、变频调速单元、电子皮带秤、带速传感器、料位计、带式运输机、CAN总线通信电路等组成。
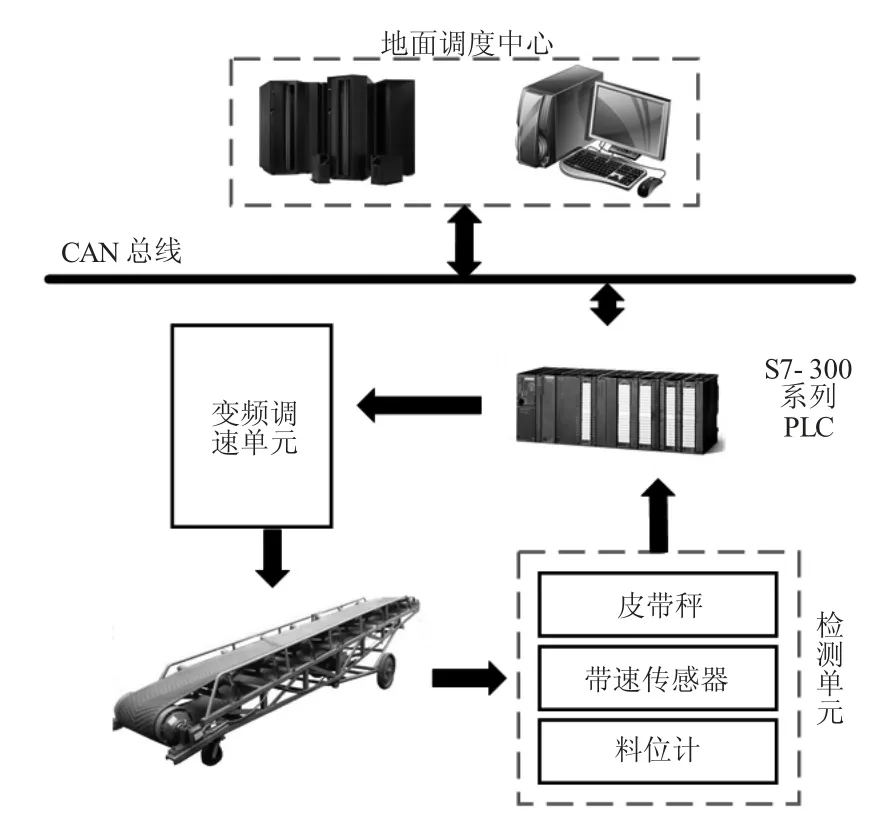
图1 带式运输机变频调速节能控制系统整体方案示意图
其中,地面调度中心包括上位机、数据库服务器,负责对运输机的带速、煤量等信息进行实时在线显示,同时具备数据存储、报表打印、超限报警提示等功能;PLC主控制器承担承上启下的功能,负责接收来自检测单元的数据信息,一方面进行智能分析处理,将其上传给地面调度中心,另一方面根据处理结果输出控制频率来控制变频调速单元调节速度、设备启停等;检测单元由带速传感器、电子皮带秤、料位计组成,负责对运输机的带速、煤量信息进行监测,传输给PLC控制器,检测信息皆为模拟量信号,需要进行转换才能送入PLC模块;变频调速单元是执行设备,PLC控制器按照预先设定的控制策略输出控制频率,变频调速单元负责接收来自PLC控制器的频率控制信号,输出对应的电压驱动电动机运转,从而实现带式输送机的各种调速功能。
2 变频调速节能技术具体原理分析
变频调速节能控制系统主要是通过检测单元对带速、运输煤量进行检测,经反馈对比输出合适的控制信号控制变频调速单元,由变频调速单元驱动运输机电机来实现调速节能。公式(1)为带式运输机交流电动机的转速表达式[3]:
式中:n为电动机的同步转速,f为电动机的电源频率,s为电动机转差率,p为电动机定子绕组极对数。p是电动机的固有属性,固定不变。
根据公式(1)可以知道,带式运输机电机的转速n与其电源的工作频率f是成正比例关系的,可以通过改变电机的电源工作频率f来实现电机的调速。
我国的额定工频为50 Hz,那么通过PLC控制器控制变频调速单元可为运输机电机提供工作频率在0~50 Hz范围内变化的电源,电机转速可在此范围内自由调节,具备很宽的调速范围。
3 硬件设备选型分析
3.1 PLC控制器选型
PLC在带式运输机变频调速节能控制系统中实现频率控制、时序控制、逻辑控制和顺序控制等功能。
本文采用西门子公司的S7-300系列PLC作为变频调速系统的核心控制器,变频调速单元与PLC控制器之间通过PROFIBUS总线方式来进行数据传输。控制系统包括CPU模块315-2DP、电源模块PS307、通讯模块CP343-1。由于检测单元皆为模拟量信号,故采用模拟量输入模块SM331。
3.2 电子皮带秤、带速传感器、料位计选型
电子皮带秤主要负责对运输煤量进行检测,将其安装在带式输送机上距离机头500 m处。本文采用ICS-XB型井下电子皮带秤计量系统,该检测系统计量精度高、功能强大、污染小,符合煤矿对设备性能的要求。当煤炭从秤体通过时,煤炭的重量会通过皮带与称重托辊作用于称重传感器,最终将检测出的重量信号通过PLC控制器上传给地面上位机,重量信号皆为瞬时煤量值。
带速传感器负责测量皮带的运输速度,用于实现速度信息反馈,为速度调节提供支持,同时实现低速打滑、超速等保护功能。将其安装在下侧皮带与其紧密接触。带速传感器选用HQ-SD40JW型速度传感器。
料位计负责测量煤仓内原煤的储量,通过非接触方式对煤仓中原煤高度变化进行实时连续检测,系统采用NIVELCO一体式超声波料位计。
3.3 变频调速单元选型
变频调速单元作为执行输出设备,考虑到安全性、经济性及可靠性,系统选德国ABB公司ACS800变频器作为驱动变频调速单元,具体型号为ACS800-07,为高-高结构,实际参数为额定电流160 A,可承载负载为2 800 kW以内。变频器采用直接转矩控制方式(DTC),并通过主从控制方式来驱动带式运输机,采用一拖一的配置方式,由两台变频器同步驱动,主从变频器之间通过光纤通信方式进行控制信号传输,PLC控制器传来的控制信号只需作用在主变频器即可,主变频器通过光缆将从变频器的控制信号传送过来。而变频器带有PROFIBUS/MODBUS485通讯接口,用于与PLC控制器实现双向数据传输,变频器将自身功率因数、输出频率、输出电压等参数传输给至PLC,PLC将频率控制信号传输给主变频器[4]。
4 PLC控制程序设计
采用编程工具STEP7对PLC控制器进行程序开发,编程方式为梯形图方式。为提高程序执行效率,简化开发过程,采用模块化设计思路,由主程序来调用子程序进行控制。PLC控制程序由主程序、软启动控制子程序、带速测量子程序、煤量测量子程序、变频调速子程序、功率平衡子程序、紧急停车子程序、故障预警子程序、故障保护子程序等组成。其中软启动控制子程序、变频调速子程序、功率平衡子程序、紧急停车子程序等是针对变频器开发的。图2所示为控制系统的主程序流程框图。
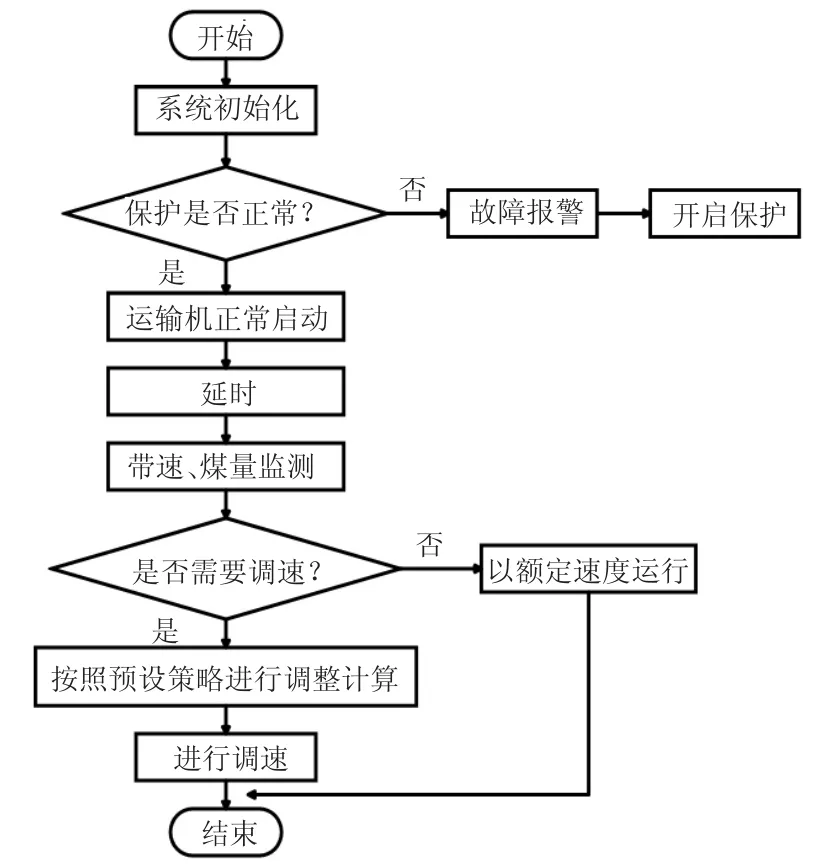
图2 主程序流程框图
5 节能效果分析与总结
经过改造后,该变频调速节能控制系统已经应用到本部矿井的带式运输机上,取得了很好的节能效果。改造之前,带式运输机一直以恒定速度进行工作,故每时每刻消耗的功率都是一样的,皆为额定功率。经统计,改造前年消耗电量约为3 428 000 kW·h,改造后,运输机带速由实时运量来给定,年消耗电量约为1 945 600 kW·h,经计算,采用变频调速控制系统后,年用电量比改造前降低了约1 482 400 kW·h,节能效率达到了约43.2%,效果十分明显。
