浅析在数控车床用宏程序加工蜗杆方法
2020-04-10黄广和
黄广和

摘要:蜗杆在通常加工中常用低速加工,工人加工劳动量大,加工难度高,工作效率低。本文以实例探讨数控车床中高速加工蜗杆通用宏程序的设计和编程,以减少工人劳动强度,提高加工效率。
关键词:数控车加工、蜗杆加工、宏程序编程
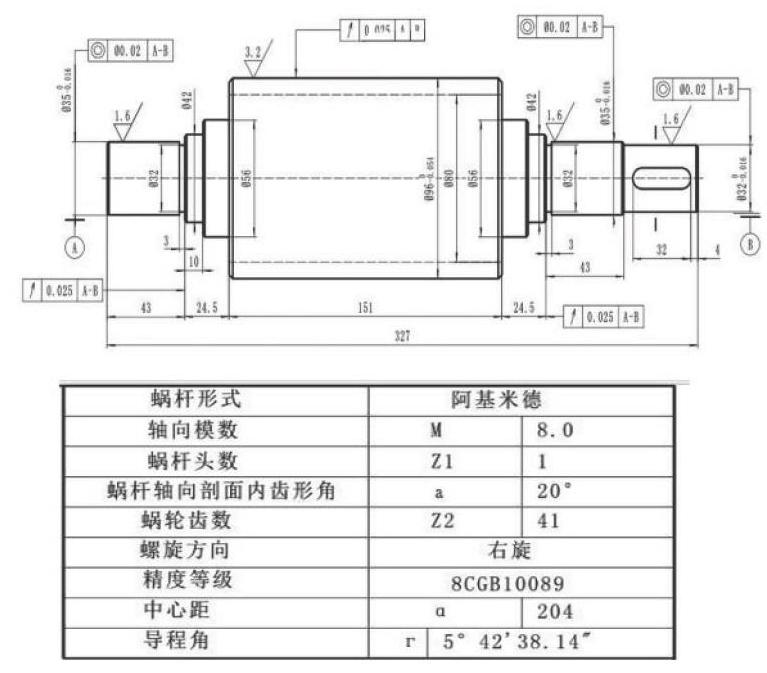
本文以下图为例,讲解在数控车床上如何利用宏程序编程加工蜗杆的实例。
一、加工工艺的安排
1.锅杆在数控车床上进行加工编程的内容十分复杂,工艺的安排在蜗杆的加工过程中起到了重要的作用。首先关于起刀点,要设置在蜗杆的右侧起刀,编程也应当将起点设置在右端面。另外为了应对背吃刀量的问題,加工过程中对蜗杆的全齿和削法也有着明确的规定。还有一夹一顶的装夹方式是被优先选用的装夹方式,对蜗杆生产来说误差也是一个很重要的方面,在数控车床加工中,减小误差是十分重要的。
2.相关数据的计算。在蜗杆加工编程的过程中,很重要的事就是对蜗杆相关参数进行计算。其中起刀点是一项主要需要测算的项目之一,它计算的依据主要是距离、转程、导程,在计算起刀点的过程中升速段和减速段是主要被参考的对象,另外在蜗杆加工之前还有许多的数据需要经过严密的计算才能够确定并且投入加工生产中。
3.蜗杆的加工方法。由于蜗杆导程大,牙高深,所以无论用斜进法还是左右切削法,切削抗力非常大。如果要在数控车床上用高速加工蜗杆,因此我采用了“分层切削"的方法来加工。把螺纹或蜗杆的牙槽分成若干层,转化成若干个较浅的螺纹槽来进行切削,这样可以有效地控制切除余量,保证表面质量和刀具的使用寿命。(如图2)
二、蜗杆加工宏程序编程
宏程序,简单的说,它就是一种利用变量来进行表示的一种程序,它的变量分三种,即有:局部变量、公共变量、系统变量,蜗杆加工时利用宏程序来控制蜗杆的灵活性,在编程过程中,参数的不同就会加工出不同型号的锅杆,而参数的改变常被用于加工相似的蜗杆,用这样的方式,可以提高蜗杆加工的效率。
%2266
T0101
M8G99
G97M3S200
#1=96 蜗杆大径
#2=8 蜗杆模数
#3=1 蜗杆头数
#4=0.2 每刀半径吃刀深度
#5=2 蜗杆车刀刀头实际宽度
#6=151 蜗杆长度
#7=5 循环起点Z坐标值
#8=#1+5 循环起点直径
#9=#2*#3*3.1416 导程
#10=360000/#3 分度角度
#11=2.2987*#2 大径处槽宽
#12=0.6972*#2 小径处槽宽
#13=#4*0.72794 每刀槽宽变窄量
#14=#1-4.4*#2 蜗杆小径
#15=[#12-#5]/2
#16=#12-#5 小径处刀具需要偏移量
#1=#1-2*#4
#11=#11-#13
WHILE[#1GE#14]DO1
#18=0
WHILE[#18LT360000]DO2
#17=#11
G0X#8Z[#7+[#11-#5]/2]
WHILE[#17GT#5]DO3
G92X#1Z-#6F#9Q#18
#17=#17-#5
G0W-#5
END3
G0Z[#7-[#11-#5]/2]
G92X#1Z-#6F#9Q#18
#18=#18+#10
END2
#1=#1-2*#4
#11=#11-#13
END1
#18=0
WHILE[#18LT360000]DO2
#17=#12
G0X#8Z[#7+#16/2]
WHILE[#17GT#5]DO3
G92X#14Z-#6F#9Q#18
#17=#17-#5
G0W-#5
END3
G0Z[#7-#16/2]
G92X#14Z-#6F#9Q#18
#18=#18+#10
END2
G0X100
Z100M5
T0100
M30
三、結束语
在数控车床上车削大导程蜗杆要注意三点:一是要求有编辑和修改宏程序、准备车刀和安装工件的能力。二是用硬质合金车刀车削大导程蜗杆时,不能选用过高的主轴转速,应考虑车床的承受能力。如车削模数Ms=8的蜗杆,主轴转速可选200转/分左右,否则,会由于大滑板换向太快而影响车床丝杆和螺母的精度。