内胆编织袋全自动绕口焊接机组
2020-04-09王仁龙整理
王仁龙 整理
一、概述
目前,传统的有内胆包装编织袋包含编织袋内胆和编织袋外袋,内胆因为包装需要通常比外袋略长3~5 cm左右。成品包装编织袋在使用前,都是人工操作通过超声波焊接,使内胆和外袋结合在一起,此工序全部由人工完成。
本文介绍了一种内胆编织袋全自动绕口焊接机组,通过整个自动的输送上料系统、内胆外袋齐边预焊接系统、折边绕口预压系统、撑袋整体焊接系统和下料收集系统,完成内胆编织袋的齐边预焊接、折边绕口预压、撑袋整体焊接和下料收集的机组自动过程,自动化程度高,整个过程不需要人工参与,且定位准确,产品的质量稳定,提高了产品的成品率。
二、技术方案
一种内胆编织袋全自动绕口焊接机组,包括:输送上料系统、内胆外袋齐边预焊接系统、折边绕口预压系统、撑袋整体焊接系统和下料收集系统。所述输送上料系统包括输送皮带、输送气缸、吸盘气缸和上料吸盘,所述输送皮带输送内胆编织袋,所述输送气缸沿所述输送皮带的运输方向设置,所述吸盘气缸竖向安装于所述输送气缸的活动端,所述上料吸盘安装于所述吸盘气缸的活动端,在所述内胆编织袋由所述输送皮带输送至预设位置时,所述吸盘气缸带动所述上料吸盘将所述内胆编织袋吸起,并在所述输送气缸的带动下抓取至夹送皮带工位;所述内胆外袋齐边预焊接系统包括吸覆组件、超声波点焊机、第一直线导轨滑块和吸风板,所述吸覆组件包括上下两套的吸盘、吸板和吸覆气缸,所述吸盘和所述吸板吸附所述输送上料系统输送至夹送皮带工位的内胆编织袋的编织袋内胆和编织袋外袋,所述吸覆气缸带动上下两套的所述吸盘和所述吸板移动以将所述编织袋内胆和编织袋外袋打开,所述吸风板安装于所述第一直线导轨滑块上,所述第一直线导轨滑块带动所述吸风板移动至所述编织袋内胆内,所述吸风板吸风同时所述吸盘停止吸附,使得所述编织袋内胆吸附于所述吸风板上,所述第一直线导轨滑块继续移动至所述编织袋内胆的外边缘与所述编织袋外袋的外边缘平齐的位置,所述超声波点焊机将对齐后的所述编织袋外袋和所述编织袋内胆进行焊接;所述折边绕口预压系统包括内折边绕口组件和预压组件,所述内折边绕口组件对所述输送皮带输送至该工位的所述内胆编织袋进行内折边绕口,所述预压组件对折边后的袋口完成下压;所述撑袋整体焊接系统包括超声波焊接组件、撑块组件、吸风组件和第二直线导轨滑块,所述吸风组件将所述输送皮带输送至该工位的所述包装编织袋的袋口打开,所述第二直线导轨滑块带动所述撑块组件整体进入所述包装编织袋预设位置,所述撑块组件的左撑块和右撑块将所述包装编织袋的编织袋内胆和编织袋外袋撑起至紧密贴合,所述超声波焊接组件完成所述编织袋内胆和所述编织袋外袋的整体焊接;所述下料收集系统包括打料机构、打料气缸、轴承座和成品收集装置,所述打料机构通过连杆连接于所述打料气缸上,整体焊接后的所述内胆编织袋被输送至该工位,所述打料机构在所述打料气缸的带动下进行旋转运动以将所述内胆编织袋打落至所述成品收集装置内,实现所述内胆编织袋的收集。
所述轴承座安装于所述内胆编织袋的输送线的末端边缘,所述连杆安装于所述轴承座上,所述打料机构固定于所述连杆上,所述连杆与所述打料气缸相连接,所述打料气缸带动所述连杆进行旋转运动,所述打料机构在所述连杆的带动下进行旋转运动,所述打料机构将输送线末端输出的所述内胆编织袋打落至所述成品收集装置。
所述内折边绕口组件将所述内胆编织袋进行内折边绕口后,所述内折边绕口组件脱离所述内胆编织袋的袋口,此时所述预压组件在预压气缸带动下对折边后的内胆编织袋完成下压动作。
所述第一直线导轨滑块带动所述吸风板移动至第一位置,所述吸风板吸风的同时所述吸盘停止吸附动作,使得所述编织袋内胆吸附于所述吸风板上,所述第一直线导轨滑块带动吸风板移动至第二位置使得所述编织袋内胆的外边缘与所述编织袋外袋的外边缘对齐,上下两套的所述超声波点焊机在气缸和直线轴承的带动下向中间的所述内胆编织袋移动,并分别将上下两面的所述编织袋外袋和所述编织袋内胆的袋口焊接于一体。
三、有益效果
通过整个自动的输送上料系统、内胆外袋齐边预焊接系统、折边绕口预压系统、撑袋整体焊接系统和下料收集系统,完成内胆编织袋的齐边预焊接、折边绕口预压、撑袋整体焊接和下料收集的机组自动过程,自动化程度高,整个过程不需要人工参与,且定位准确,产品的质量稳定,提高了产品的成品率。
四、附图说明
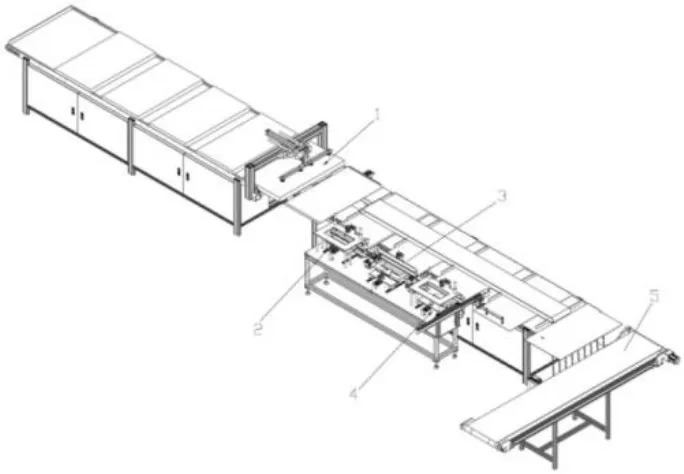
图1 整体结构示意图
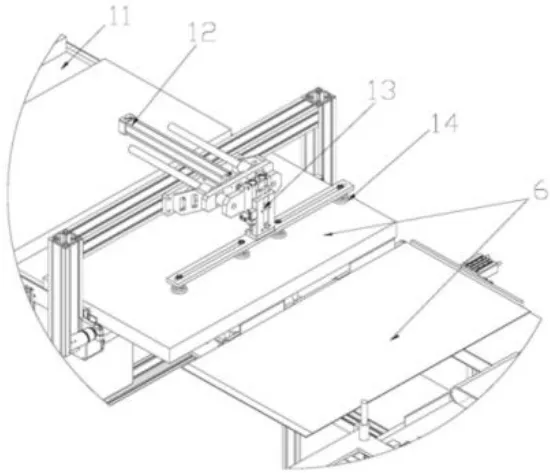
图2 输送上料系统的结构示意图
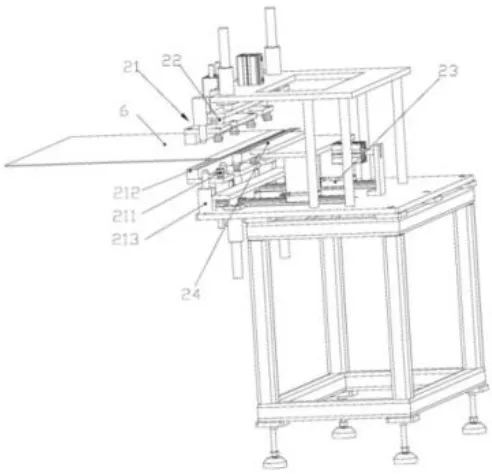
图3 内胆外袋齐边预焊接系统的结构示意图

图4 折边绕口预压系统的结构示意图
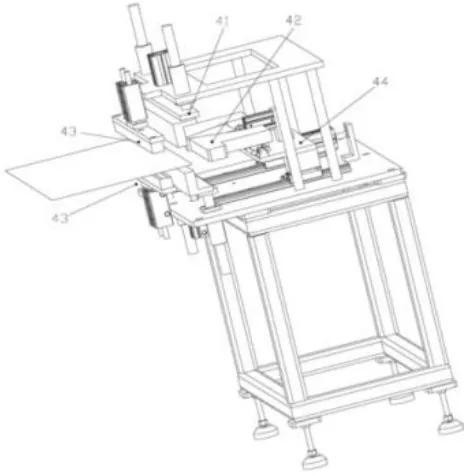
图5 撑袋整体焊接系统的结构示意图

图6 下料收集系统的结构示意图
五、具体实施方式
如图1至图6所示,根据本发明提供的一种内胆编织袋全自动绕口焊接机组,包括:输送上料系统1、内胆外袋齐边预焊接系统2、折边绕口预压系统3、撑袋整体焊接系统4和下料收集系统5;输送上料系统1包括输送皮带11、输送气缸12、吸盘气缸13和上料吸盘14,输送皮带11输送内胆编织袋6,输送气缸12沿输送皮带11的运输方向设置,吸盘气缸13竖向安装于输送气缸12的活动端,上料吸盘14安装于吸盘气缸13的活动端,在内胆编织袋6由输送皮带11输送至预设位置时,吸盘气缸13带动上料吸盘14将内胆编织袋6吸起,并在输送气缸12的带动下抓取至夹送皮带工位;内胆外袋齐边预焊接系统2包括吸覆组件21、超声波点焊机22、第一直线导轨滑块23和吸风板24,吸覆组件21包括上下两套的吸盘211、吸板212和吸覆气缸212,吸盘211和吸板212吸附输送上料系统1输送至夹送皮带工位的内胆编织袋6的编织袋内胆和编织袋外袋,吸覆气缸213带动上下两套的吸盘211和吸板212移动以将编织袋内胆和编织袋外袋打开,吸风板24安装于第一直线导轨滑块23上,第一直线导轨滑块23带动吸风板24移动至编织袋内胆内,吸风板24吸风同时吸盘211停止吸附,此时吸板212保持吸附,使得编织袋内胆吸附于吸风板24上,第一直线导轨滑块23继续移动至编织袋内胆的外边缘与编织袋外袋的外边缘平齐的位置,超声波点焊机22将对齐后的编织袋外袋和编织袋内胆进行焊接;折边绕口预压系统3包括内折边绕口组件31和预压组件32,内折边绕口组件31对输送皮带11输送至该工位的内胆编织袋6进行内折边绕口,预压组件32对折边后的袋口完成下压;撑袋整体焊接系统4包括超声波焊接组件41、撑块组件42、吸风组件43和第二直线导轨滑块44,吸风组件43将输送皮带11输送至该工位的内胆编织袋6的袋口打开,第二直线导轨滑块44带动撑块组件42整体进入内胆编织袋6预设位置,撑块组件42的左撑块和右撑块将内胆编织袋6的编织袋内胆和编织袋外袋撑起至紧密贴合,超声波焊接组件41完成编织袋内胆和编织袋外袋的整体焊接;下料收集系统5包括打料机构51、打料气缸52、轴承座53和成品收集装置54,打料机构51通过连杆55连接于打料气缸52上,整体焊接后的内胆编织袋6被输送至该工位,打料机构51在打料气缸52的带动下进行旋转运动以将内胆编织袋6打落至成品收集装置54内,实现内胆编织袋6的收集。
在该实施例中,整个机组共分为五道工序,第一道为输送上料系统1,有内胆编织袋6在输送线上以一定数量堆叠在一起,并由输送皮带11往前输送,当到达上料工位时,输送皮带11停止输送并由上料吸盘14完成内胆编织袋6的吸附动作后移至上料工位完成上料的工序;第二道工序为内胆外袋齐边预焊接系统2,在内胆编织袋6自动上料通过夹送皮带达到该工位位置时,首先通过吸覆组件21完成对,内胆编织袋6的定位和袋口打开工序,再通过第一直线导轨滑块23移动吸风板24完成编织袋内胆和编织袋外袋的袋口对齐定位,最后通过对编织袋内胆和编织袋外袋的超声波点焊,完成初步定位预焊接工序;第三道工序为折边绕口预压系统3,当完成预焊接工序的内胆编织袋6经过夹送皮带到达该工位位置时,首先通过吸盘完成袋口的打开动作,其次通过两侧的内折边绕口组件31完成对袋口的内折边工序,最后通过压紧气缸带动预压组件32完成袋口折边后的预压动作;第四道工序为撑袋整体焊接系统4,当完成折边预压工序后,此时内胆编织袋6通过定位夹持输送皮带11输送到该工位位置,首先撑块组件42进入到编织袋内胆内并利用撑块完成撑开动作,保证编织袋内胆和编织袋外袋的完全贴合,然后通过超声波整体焊接完成对编织袋内胆和编织袋外袋的焊接;第五道工序为下料收集系统5,当前道整体焊接工序完成后,由定位夹持输送皮带11输送到该工位位置时,此时由打料机构51完成将内胆编织袋6从输送皮带11上下料到成品收集装置54上,并能够按一定数量进行整齐堆垛。当堆垛到一定数量时,成品收集装置54的收集输送带移动一个编织袋的距离,继续等待下一垛的收集。整个内胆编织袋6的折边绕口撑袋焊接等工序,全部由机组自动完成,自动化程度高,整个过程不需要人工参与,定位准确,产品质量稳定,较大提高了成品率,能够有效提升企业的经济效益。
如图6所示,在上述实施例中轴承座53安装于内胆编织袋6的输送线的末端边缘,连杆55安装于轴承座53上,打料机构51固定于连杆55上,连杆55与打料气缸52相连接,打料气缸52带动连杆55进行旋转运动,打料机构51在连杆55的带动下进行旋转运动,打料机构51将输送线末端输出的内胆编织袋6打落至成品收集装置54。
如图4所示,在上述实施例中内折边绕口组件31将内胆编织袋6进行内折边绕口后,内折边绕口组件31脱离内胆编织袋6的袋口,此时预压组件32在预压气缸带动下对折边后的内胆编织袋6完成下压动作,保证袋口整齐,不容易弹起变形,预压为下一道工序的整体焊接提高稳定性。
如图3所示,在上述实施例中,优选地,当编织袋到位后,首先吸覆组件21完成对外编织袋的吸附和打开动作,上下吸盘完成对内胆的吸附和打开动作,其次,吸风板24由第一直线导轨滑块23带动移动至第一位置,吸风板24吸风的同时吸盘停止吸附动作,使得编织袋内胆吸附于吸风板24上,第一直线导轨滑块23带动吸风板24移动至第二位置使得编织袋内胆的外边缘与编织袋外袋的外边缘对齐。超声波点焊机22分上下两组,每组包含4个超声波点焊机22,上组超声波点焊机22完成编织袋上表面内胆和外袋的点焊;下组超声波点焊机22同时完成下表面编织袋内胆和外袋的点焊,从而完成整个编织袋的预焊接工序。所有动作完成后,即完成对编织袋内胆和外袋的对齐和预焊接工序,此时整个机构通过气缸退回原来初始状态,方便内胆编织袋6通过夹送输送皮带11流向下一工序。
如图5所示,在上述实施例中,由吸风组件43完成对内胆编织袋6的打开动作,气缸带动第二直线导轨滑块44向前动作,带动撑块组件42塞入内胆编织袋6中,撑块组件42包括左撑块、右撑块和模具块,撑块过程中左撑块、右撑块和模具块之间无间隙,可以保证后续超声波焊接的平整度。
当撑块组件42运动到达预设位置后,左撑块和右撑块完全撑起编织袋内胆的袋口尺寸,使得编织袋内胆和编织袋外袋能够完美贴合。编织袋内胆和编织袋外袋贴合后再与一套撑块板贴合,方便下道整体超声波的焊接工序。上组超声波焊接组件41完成编织袋内胆上表面和编织袋外袋上表面的焊接;下组超声波焊接组件41完成编织袋内胆下表面和编织袋外袋下表面的焊接。此时除了撑板侧面厚度尺寸的位置,其余部分完美贴合并完成整体焊接。
本技术专利信息:
申请号:CN201910886886.7
申请日:2019.09.19
公开(公告)号:CN110481097A
公开(公告)日:2019.11.22
IPC分类号:B31B70/64;B31B70/04;B31B70/74