一种包装受核污染土壤的塑料编织袋及其制备方法
2020-04-09王仁龙整理
王仁龙 整理
一、概述
编织袋,又称蛇皮袋,常用于肥料、化工产品等物品的包装材料,其原料一般是聚乙烯、聚丙烯等各种塑料经挤出、拉丝,再经编织、制袋等工序而成。目前聚丙烯等塑料的结晶度低的只有70-80%,高的不超过95%,采用不同工艺生产出来的原料结晶度存在很大的差异,而传统的拉丝工序大多为一级热牵引工艺,具有工艺简单、成本低的特点,但是现有原料和工艺制成的编织袋大多容易老化,使用寿命短,并且抗紫外线、抗辐射功能差,拉伸力低,无法满足特殊环境和气候条件下的物品包装和搬运等使用需求。例如,2011年3月12日日本福岛核电站由于受到9级大地震破坏而发生严重的核泄漏事故,为转移及集中处理受核事故污染的土壤和固体废弃物,迫切需要一种能够用来包装、储存以及转移此类土壤和固体废物的塑料编织袋,并且要求在严重的核辐射能量条件下和室外自然界大气、雨水、风雪、阳光光照等环境下能够长期保持编织袋的强度性能不会显著下降。
本技术的目的在于针对现有技术中的不足,而介绍了一种可用于包装受核事故污染土壤的塑料编织袋及其制备方法,该塑料编织袋具有优异的耐候性、抗紫外和抗辐射性能,能够在严重的核辐射能量、雨水、风雪、阳光光照等特殊条件下长期使用而强度不会显著下降,仍然能够保持在50%以上。
二、技术方案
所述塑料编织袋由以下重量份的原料制成:
聚丙烯100份、特种炭黑0.1~1.0份、石墨烯0.01~0.5份、紫外线吸收剂0.1~0.5份、抗氧剂0.01~0.5份、填充母料5~10份、成核剂0.1~0.2份。
所述特种炭黑的性能参数为:碘价为130~150 mg/g,吸油值为100~150 ml/100g,密度为300~400 kg/m3。
所述石墨烯为采用氧化还原法生产的石墨烯,层数在10层以下,厚度5~15 nm以下,松装密度为0.15~0.20 g/ml,比表面积为1500~3000 m2/g。
所述紫外线吸收剂为苯并三唑类光、2-(2-羟基-3-叔丁基-5-甲基苯基)-5-氯代苯并三唑和2,2’-亚甲基双(4-叔辛基-6-苯并三唑苯酚)中的一种或两种。
所述抗氧剂为抗氧剂1010、抗氧剂1076、抗氧剂168、抗氧剂1098和抗氧剂245中的一种或者两种。
所述填充母料为滑石粉、云母、碳酸钙、硬脂酸锌和硬脂酸钙中的一种或二种;所述成核剂为2-对甲基苄叉山梨醇、低分子量聚乙烯蜡和聚酰胺蜡中的一种或二种。
本技术还介绍了上述一种可用于包装受核事故污染土壤的塑料编织袋的制备方法,包括以下步骤:
步骤一、原料共混干燥——按配方量将聚丙烯颗粒、特殊炭黑、石墨烯、紫外线吸收剂、抗氧剂、填充母料和成核剂投入到干燥搅拌机内搅拌干燥,得到共混料;
步骤二、拉丝工序——将所述共混料送入挤出机,经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,然后经过冷却后,用刀片切割成胚丝,然后进行多级热牵引,将胚丝进行总倍数为5~20倍的牵伸,每一级热牵引的方法为:胚丝先经过热箱被拉伸形成扁丝,然后扁丝在热辊上热定型,再经过冷辊冷却后,完成一级热牵引;当经过多级热牵引定型后,收丝成卷;
步骤三、编织工序——将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷;
步骤四、切割——将编织好的圆筒编织袋切割成所需规格的编织袋;
步骤五、缝纫——通过缝纫设备缝纫袋口及吊环,得到成品编织袋。
步骤二中,挤出机的加热温度为250~260℃,冷却温度为25~35℃。
步骤二中,所述多级热牵引为二级或者三级热牵引,每一级热牵引中,所述热箱温度80~150度,所述热辊温度为150~180度,所述冷辊的温度为20~50度,并且多级热牵伸中,热辊和热箱的温度逐级升高。
三、有益效果
与现有技术相比,本技术一方面在配方中添加了具有抗紫外线、耐老化性能的特种炭黑和具有抗辐射功能的石墨烯,现有的石墨烯多为类石墨烯,其层数多在20-100层之间,难以体现石墨烯的性能,而本技术采用的石墨烯只有10层以下,充分利用石墨烯的力学、光学等改性性能,有助于提升拉丝的抗辐射和耐光稳定性的功能,进而提高编织袋的强度和耐候性和稳定性;另一方面,本技术对传统拉丝工艺进行了改进,采用了多级热牵引,在一级热牵引的基础上再增加了1~2次热牵引,能够提高PP在拉丝过程中的高取向结构的固定,从而提高PP结晶度,同时拉伸模量和扁丝强度也得到提高。与现有技术相比,本技术通过对配方和工艺的调整,所制备的塑料编织袋具有优异的耐候性、抗紫外和抗辐射性能,能够在严重的核辐射能量、雨水、风雪、阳光光照等特殊条件下长期使用而强度不会显著下降,仍然能够保持在50%以上,使用寿命长。
四、具体实施方式
结合以下实施例对本技术作进一步描述。
实施例1
本实施例的一种可用于包装受核事故污染土壤的塑料编织袋,包括以下步骤:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒、100 g特种炭黑、10 g石墨烯,以及100 g2-(2-羟基-3-叔丁基-5-甲基苯基)-5-氯代苯并三唑、10 g抗氧剂1098、6 kg硬脂酸钙和100 g的2-对甲基苄叉山梨醇投入到干燥搅拌机内搅拌,干燥温度为58℃,干燥时间为35 min;其中:
特种炭黑为COBOT公司生产的特种炭黑,性能参数为:碘价为130~150 mg/g,吸油值为100~150 ml/100g,密度为300~400 kg/m3。
石墨烯采用氧化还原法生产的石墨烯,层数在10层以下,厚度5~15 nm以下,松装密度为0.15~0.20 g/ml,比表面积为1500~3000 m2/g。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为250℃,然后经过35℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成第一级热牵引,然后扁丝再经过第二级热牵引定型后,收丝成卷;
该步骤中,第一级热牵引的热箱温度为90度,热辊温度为150度,冷辊温度为40度;第二级热牵引的热箱温度为110度,热辊温度为165度,冷辊温度为30度。
步骤三、编织工序:
将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:
将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息。
步骤五、缝纫:
通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
实施例2
本实施例的一种可用于包装受核事故污染土壤的塑料编织袋,包括以下步骤:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒、800 g特种炭黑、300 g石墨烯,以及100 g苯并三唑类光、400 g2,2’-亚甲基双(4-叔辛基-6-苯并三唑苯酚)、200 g抗氧剂1076、300 g抗氧剂168、5 kg云母、2 kg碳酸钙和100 g聚酰胺蜡投入到干燥搅拌机内搅拌,干燥温度为55℃,干燥时间为50 min;其中:
特种炭黑为COBOT公司生产的特种炭黑,性能参数为:碘价为130~150 mg/g,吸油值为100~150 ml/100 g,密度为300~400 kg/m3。
石墨烯采用氧化还原法生产的石墨烯,层数在10层以下,厚度5~15 nm以下,松装密度为0.15~0.20 g/ml,比表面积为1500~3000 m2/g。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为260℃,然后经过25℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成第一级热牵引,然后扁丝再依次经过第二级和第三级热牵引定型后,收丝成卷;
该步骤中,第一级热牵引的热箱温度为80度,热辊温度为150度,冷辊温度为40度;第二级热牵引的热箱温度为100度,热辊温度为160度,冷辊温度为30度;第三级热牵引的热箱温度为125度,热辊温度为170度,冷辊温度为20度。
步骤三、编织工序:
将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:
将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息。
步骤五、缝纫:
通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
实施例3
本实施例的一种可用于包装受核事故污染土壤的塑料编织袋,包括以下步骤:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒、600 g特种炭黑、500 g石墨烯,以及200 g的2-(2-羟基-3-叔丁基-5-甲基苯基)-5-氯代苯并三唑、100 g抗氧剂168、6 kg硬脂酸锌、4 kg硬脂酸钙、100 g低分子量聚乙烯蜡和100 g聚酰胺蜡投入到干燥搅拌机内搅拌,干燥温度为52℃,干燥时间为40 min;其中:
特种炭黑为COBOT公司生产的特种炭黑,性能参数为:碘价为130~150 mg/g,吸油值为100~150 ml/100 g,密度为300~400 kg/m3。
石墨烯采用氧化还原法生产的石墨烯,层数在10层以下,厚度5~15 nm以下,松装密度为0.15~0.20 g/ml,比表面积为1500~3000 m2/g。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为253℃,然后经过28℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成第一级热牵引,然后扁丝再依次经过第二级和第三级热牵引定型后,收丝成卷;
该步骤中,第一级热牵引的热箱温度为90度,热辊温度为150度,冷辊温度为50度;第二级热牵引的热箱温度为125度,热辊温度为160度,冷辊温度为35度;第三级热牵引的热箱温度为150度,热辊温度为180度,冷辊温度为20度。
步骤三、编织工序:
将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:
将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息;
步骤五、缝纫:
通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
实施例4
本实施例的一种可用于包装受核事故污染土壤的塑料编织袋,包括以下步骤:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒、300 g特种炭黑、100 g石墨烯,以及250 g苯并三唑类光、200 g抗氧剂245、3 kg云母、2 kg碳酸钙和100 g低分子量聚乙烯蜡投入到干燥搅拌机内搅拌,干燥温度为60℃,干燥时间为30 min;其中:
特种炭黑为COBOT公司生产的特种炭黑,性能参数为:碘价为130~150 mg/g,吸油值为100~150 ml/100 g,密度为300~400 kg/m3。
石墨烯采用氧化还原法生产的石墨烯,层数在10层以下,厚度5~15 nm以下,松装密度为0.15~0.20 g/ml,比表面积为1500~3000 m2/g。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为256℃,然后经过30℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成第一级热牵引,然后扁丝再经过第二级热牵引定型后,收丝成卷;
该过程中,第一级热牵引的热箱温度为120度,热辊温度为150度,冷辊温度为30度;第二级热牵引的热箱温度为150度,热辊温度为175度,冷辊温度为35度。
步骤三、编织工序:
将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:
将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息。
步骤五、缝纫:
通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
实施例5
本实施例的一种可用于包装受核事故污染土壤的塑料编织袋,包括以下步骤:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒、500 g特种炭黑、50 g石墨烯,以及300 g 2,2’-亚甲基双(4-叔辛基-6-苯并三唑苯酚)、100g抗氧剂1010、200 g抗氧剂1076、8 kg滑石粉和200 g 2-对甲基苄叉山梨醇投入到干燥搅拌机内搅拌,干燥温度为50℃,干燥时间为60 min;其中:
特种炭黑为COBOT公司生产的特种炭黑,性能参数为:碘价为130~150 mg/g,吸油值为100~150 ml/100 g,密度为300~400 kg/m3。
石墨烯采用氧化还原法生产的石墨烯,层数在10层以下,厚度5~15 nm以下,松装密度为0.15~0.20 g/ml,比表面积为1500~3000 m2/g。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为250℃,然后经过25℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成第一级热牵引,然后扁丝再依次经过第二级和第三级热牵引定型后,收丝成卷;
该步骤中,第一级热牵引的热箱温度为85度,热辊温度为160度,冷辊温度为30度;第二级热牵引的热箱温度为105度,热辊温度为170度,冷辊温度为40度;第三级热牵引的热箱温度为135度,热辊温度180度,冷辊温度为50度。
步骤三、编织工序:
将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:
将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息。
步骤五、缝纫:
通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
对比例1
对比例1的塑料编织袋的制备方法为:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒以及100 g苯并三唑类光、400 g 2,2’-亚甲基双(4-叔辛基-6-苯并三唑苯酚)、200 g抗氧剂1076、300 g抗氧剂168、5 kg云母、2 kg碳酸钙和100 g聚酰胺蜡投入到干燥搅拌机内搅拌,干燥温度为55℃,干燥时间为50 min。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为260℃,然后经过25℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成一级热牵引定型后,收丝成卷;其中,热箱温度为80度,热辊温度为150度,冷辊温度为40度。
步骤三、编织工序:将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息。
步骤五、缝纫:通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
对比例2
对比例2的塑料编织袋的制备方法主要与对比例1相同,不同之处为:步骤二、拉丝工序由一级热牵引增加为二级热牵引,具体步骤如下:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒以及100 g苯并三唑类光、400 g 2,2’-亚甲基双(4-叔辛基-6-苯并三唑苯酚)、200 g抗氧剂1076、300 g抗氧剂168、5 kg云母、2 kg碳酸钙和100g聚酰胺蜡投入到干燥搅拌机内搅拌,干燥温度为55℃,干燥时间为50 min。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为250℃,然后经过35℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成第一级热牵引,然后扁丝再经过第二级热牵引定型后,收丝成卷;
该步骤中,第一级热牵引的热箱温度为90度,热辊温度为150度,冷辊温度为40度;第二级热牵引的热箱温度为110度,热辊温度为165度,冷辊温度为30度。
步骤三、编织工序:将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息。
步骤五、缝纫:通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
对比例3
对比例3的塑料编织袋的制备方法主要与对比例2相同,不同之处为:步骤二、拉丝工序由二级热牵引增加为三级热牵引,具体步骤如下:
步骤一、原料共混干燥:
先将100 kg聚丙烯颗粒以及100 g苯并三唑类光、400 g 2,2’-亚甲基双(4-叔辛基-6-苯并三唑苯酚)、200 g抗氧剂1076、300 g抗氧剂168、5 kg云母、2 kg碳酸钙和100 g聚酰胺蜡投入到干燥搅拌机内搅拌,干燥温度为55℃,干燥时间为50 min。
步骤二、拉丝工序:
经过步骤一共混干燥后的共物料进入挤出机经过挤出机加热以及螺杆与机筒的剪切作用后,经过模头挤出成型为熔融状的薄膜,挤出机的加热温度为250℃,然后经过35℃的水冷却后,用刀片切割成胚丝,然后进入热箱被拉伸形成扁丝,接着扁丝在热辊上热定型,再经过冷辊冷却后,完成第一级热牵引,然后扁丝再依次经过第二级和第三级热牵引定型后,收丝成卷;
该步骤中,第一级热牵引的热箱温度为85度,热辊温度为160度,冷辊温度为30度;第二级热牵引的热箱温度为105度,热辊温度为170度,冷辊温度为40度;第三级热牵引的热箱温度为135度,热辊温度180度,冷辊温度为50度。
步骤三、编织工序:将成卷的扁丝通过织机编织成圆筒编织袋,检测合格后,再通过收卷机收卷。
步骤四、切割:将编织好的圆筒编织袋切割成所需规格的编织袋,然后印刷商标和厂商信息。
步骤五、缝纫:通过缝纫设备缝纫袋口及吊环,得到塑料编织袋成品。
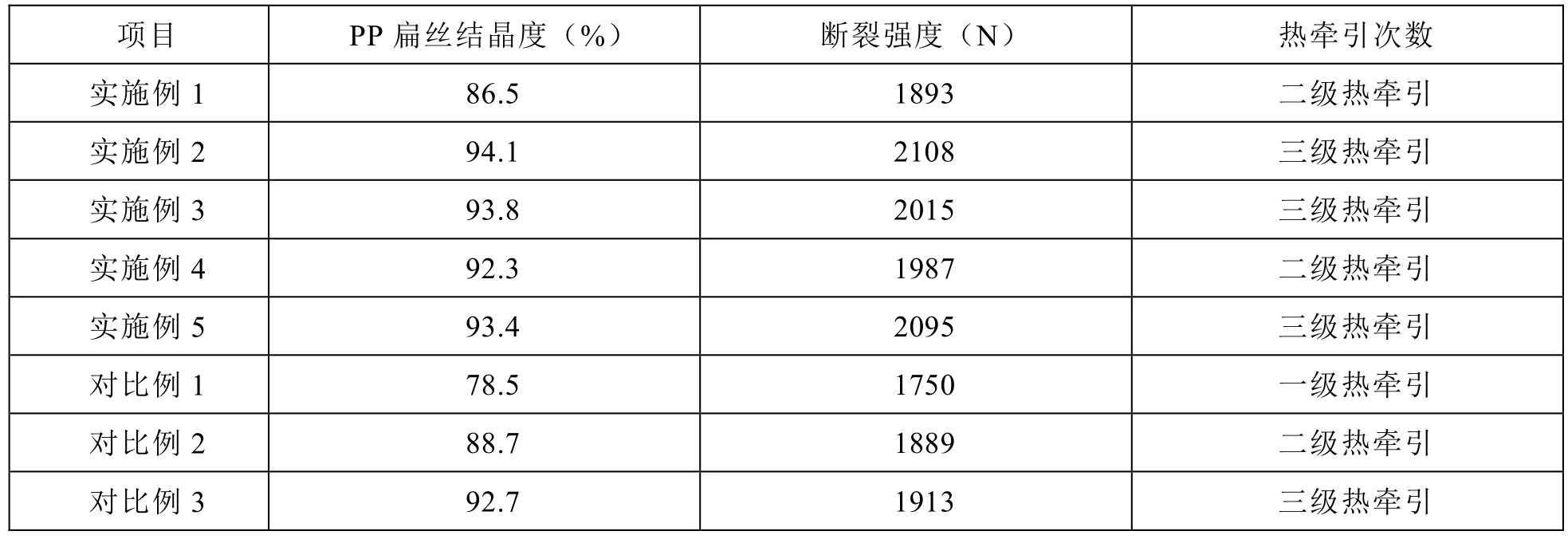
表1 实施例1-5和对比例1-3的PP扁丝结晶度和断裂变强度对比
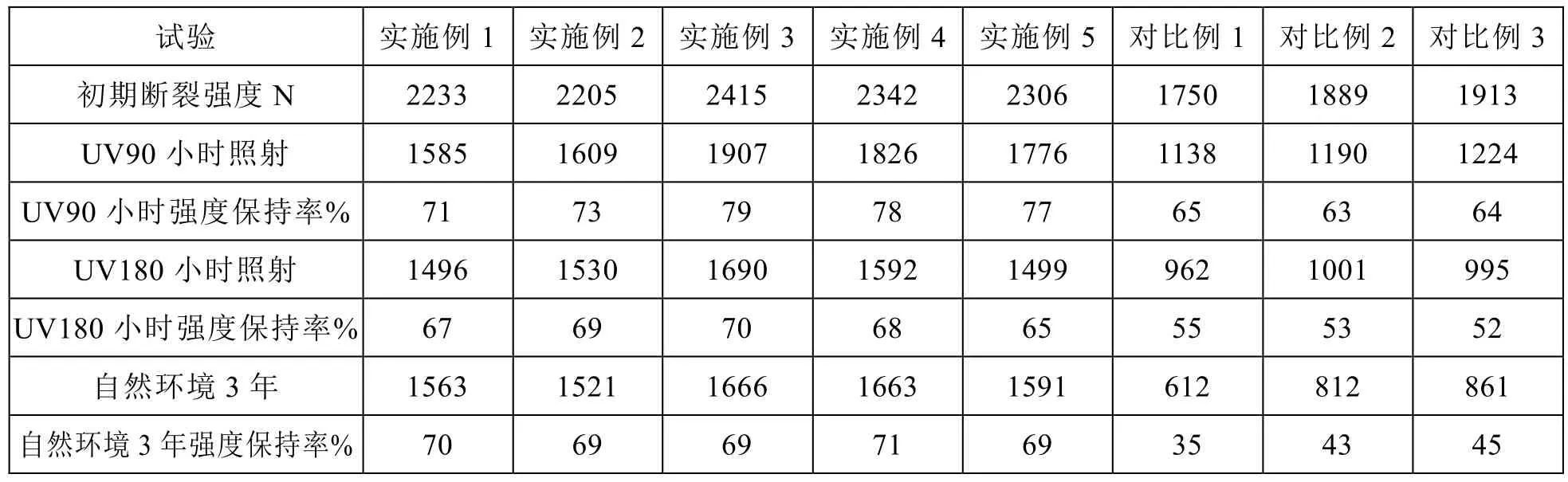
表2 实施例1-5以及对比例1-3的塑料编织袋的拉伸强度和耐候性对比
五、性能测试
1. PP扁丝结晶度和断裂强度测试
对实施例1-5以及对比例1-3所生产的塑料编织袋样品,分别测试PP扁丝结晶度和断裂强度,对比结果如下表1所示。
从表1中可以看出,实施例1至5增加多级热牵引拉丝有助于PP扁丝结晶度和强度的增加。
2. 拉伸强度和耐候性测试
对实施例1-5以及对比例1-3所生产出的塑料编织袋分别进行拉伸强度和耐候性测试,耐候性检测方法:采用照度100 mW/cm2(300~400 nm),试验温度63℃,试验时间为90小时和180小时二种;拉伸强度检测方法:采用日本JIS L1096.8.14标准,试验样条宽度50 mm,拉伸间距200 mm,拉伸速度150 mm/min,如表2所示。
从表2的对比测试结果可以得出,实施例1至5的塑料编织袋在拉伸强度、抗UV强度、以及自然条件下的强度保持率、耐候性方面均要优于对比例1-3。
本技术专利信息:
申请号:CN201910511539.6
申请日:2019.06.13
公开(公告)号:CN110157100A
公开(公告)日:2019.08.23
IPC分类号:C08L23/12;C08L77/00;C08L23/06;C08K13/02;C08K3/04;C08K5/3475;B29B13/06;B29C48/92;B29C55/00;B29C69/00