增/减材复合加工316L宏观形貌和残余应力试验
2020-04-08杨玉莹巩亚东屈硕硕
杨玉莹, 巩亚东, 屈硕硕, 蔡 明
(东北大学 机械工程与自动化学院, 辽宁 沈阳 110819)
增材制造技术结合了计算机图形学、数字化信息和工程、激光技术和材料加工以及成型技术的优点,通过软件与数控系统将粉末状、丝状或者膏状的材料按照挤压、熔融、光固化等方式自下而上逐渐堆积,生产零部件的制造技术[1-2].激光熔化沉积技术作为增材制造技术的一种,是在快速原型的基础上结合同步送粉激光熔覆技术发展起来的一项高新制造技术[3].激光熔化沉积具有短周期、无需模具、致密性高等优点,为制造复杂结构零部件提供了新的技术途径,从而使其成为相关领域研究和关注的热点[4].然而,作为一种相对较新并且持续完善的技术,并不是所有的缺陷都被解决.在增材制造过程中具有较大的温度梯度,同时残余应力和变形被引入到零件中;其次,由于层梯效应,增材制造零件的表面质量不能达到实际的需要.而传统的加工工艺,如铣削加工,是一个比较完善的解决方案,目前在金属制造业发挥重要的作用.铣削加工可以提高零件的表面质量[5].因此,增/减材复合制造加工技术是结合同轴送粉激光熔化沉积技术和五轴CNC减材制造工艺而发展起来的一项先进制造技术,以解决增材过程中零件表面质量和成形精度较低的问题[1].
激光熔化沉积过程中,激光、基体与粉末材料之间的相互作用是一个复杂的熔化-凝固过程,各个加工工艺参数,如激光功率、送粉速率、扫描速度、离焦量等对成形质量有显著影响[6].加工工艺参数选择不当,会造成熔覆层表面不平整,进而导致成形件的几何形貌产生偏差,甚至会产生气孔或裂纹等缺陷.因此,合理的工艺参数对于确保零件的高精度、高性能至关重要.Marzba等[7]研究了激光熔覆过程中,激光功率、扫描速度、送粉量等工艺参数对熔覆层高度、宽度和深度的影响.结果表明:激光功率对熔覆层的质量特性影响最大;并得到了最佳的激光熔覆工艺参数.
残余应力和变形对增/减材复合加工零件的表面质量和加工精度有着较大的影响.Salonitis等[8]提出采用有限元的方法预测了增/减材复合加工后零件的残余应力和变形情况.结果表明:高速铣削加工可以释放部分应力,但不能消除所有的变形和应力.316L不锈钢具有优秀的高温蠕变强度和加工硬化性能等一系列优良性质而广泛应用于航空航天、医疗器械等高新技术领域.因此,本文采用316L不锈钢粉末作为加工过程的初始材料.首先,通过正交试验进行激光熔化沉积的单层单道成形试验研究,分析激光功率P、送粉速率f和扫描速度vf对单道熔覆层的几何形状(宽度b、高度H、高宽比ξ)的影响,优选出合理的激光熔化沉积工艺方案,从而获得较好的宏观质量,为后续增/减材复合加工316L不锈钢的工艺参数选择提供了理论和数据支持;通过X射线应力测定仪对增材激光熔化沉积和增/减材复合零件的残余应力进行了研究,最后得出研究结论.
1 激光熔化沉积成形质量正交试验
1.1 试验条件
试验的材料采用颗粒大小在10~130 μm之间的球形316L不锈钢粉末,其粉末形状如图1a所示,主要化学成分C,Si,Mn,Cr,Ni,Mo,Fe.基材采用规格为160 mm×160 mm×20 mm的40#钢.
试验在SVW80C-3D增/减材复合五轴联动加工中心进行,该系统包括减材部分(铣削、钻孔等)和增材激光熔化沉积(laser melting deposition, LMD)部分,如图1b所示.其中激光熔化沉积系统主要由YLS-2000光纤激光器、五轴联动数控工作台、送粉器、同轴送粉喷嘴及水冷机组成;试验的检测设备采用VHX-1000E超景深显微镜和Ultra Plus场发射扫描电镜.加工试验前,将基材固定在增/减材复合加工中心的工作台上,同时利用减材铣削加工对基材表面进行铣削处理,除掉基板表面氧化物杂质,以确保表面被铣削平整并用丙酮清洗干净.
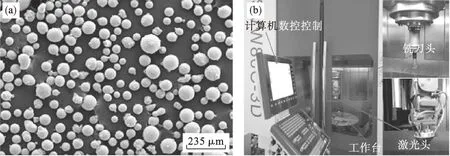
图1 场发散扫描电镜下316L不锈钢粉末形状和增/减材复合制造设备
1.2 试验方案
在激光增材熔化沉积过程中,为了考察工艺参数对熔覆层成形质量(几何形貌)影响的显著性,本文选取对成形质量有重要影响的P,f和vf进行三因素五水平L25(53)单层单道正交试验.选取P为600, 700, 800, 900, 1 000 W;f为0.4, 0.7, 1.0, 1.3, 1.6 g/min;vf为280, 360, 440, 520, 600 mm/min.为了进一步分析工艺参数对熔覆层成形质量的影响规律,使用电火花线切割机将试验获得的单层单道熔覆层试件沿沉积轨迹横截面切开,将样品打磨和抛光,采用VHX-1000E超景深显微镜对处理后的表面进行观察,并根据图2中沉积层横截面几何形貌尺寸,测量熔覆层的H和b,并记录试验结果.本文采用形状系数(高宽比)ξ作为试验指标来评价沉积层的成形质量,其主要原因是熔覆层的ξ是评价冶金结合性能和沉积层平整性的重要指标.试验设计方案如表1所示.
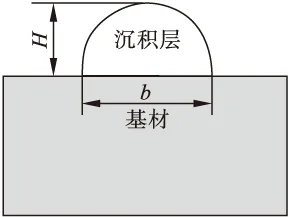
图2 沉积层横截面几何形貌示意图
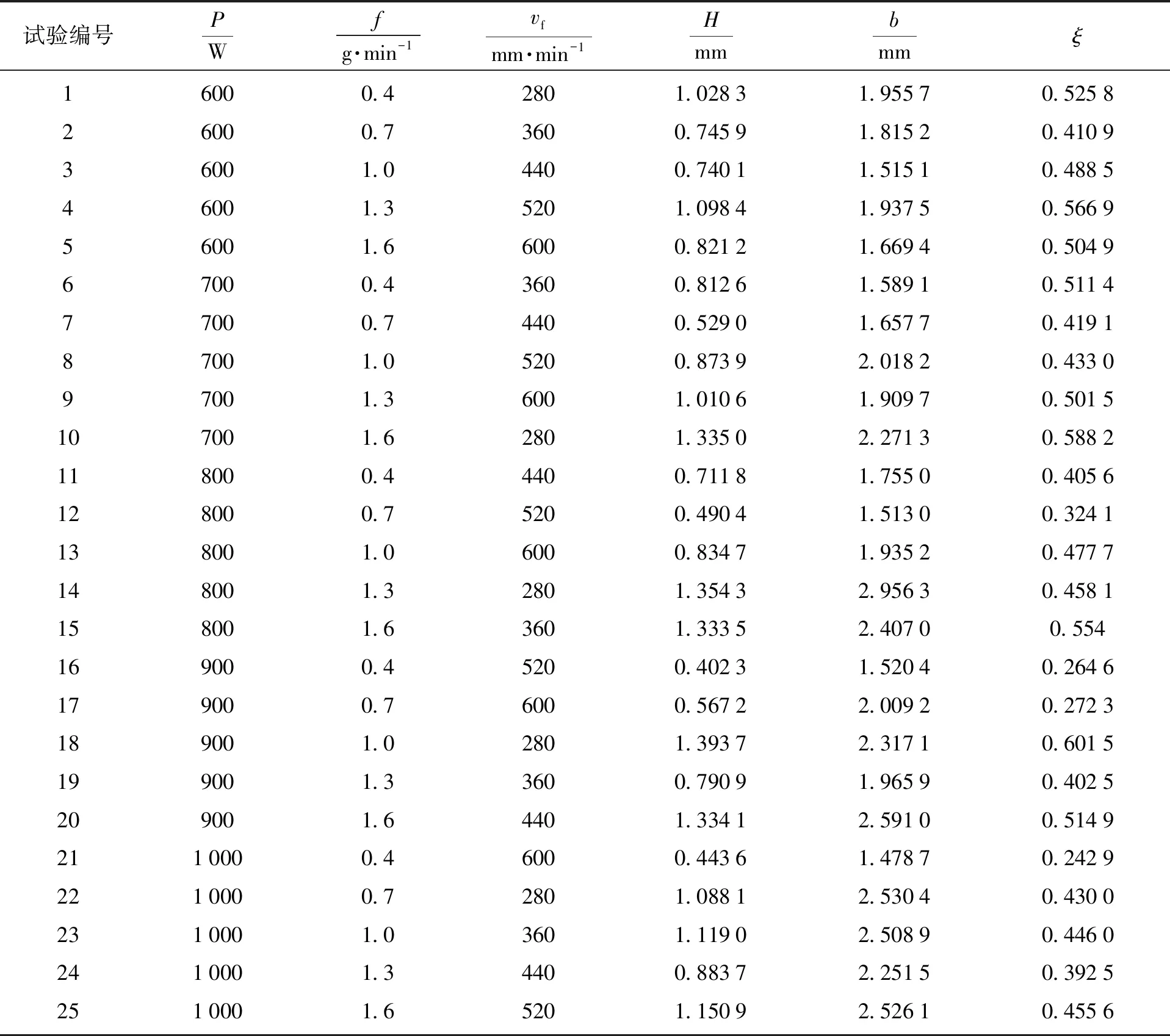
表1 激光熔化沉积正交试验方案设计
1.3 试验结果及分析

从图3中可以看出,f的极差、方差最大,P最小;另外,vf对试验结果的影响程度介于上述两个因素之间.因此,316L不锈钢材料在增材激光熔化沉积过程中,激光熔化沉积工艺参数对成形质量影响的主次顺序为:送粉速率>扫描速度>激光功率.在本文试验中,合理的选择送粉速率能够显著地控制316L材料在激光熔化沉积过程的成形质量.
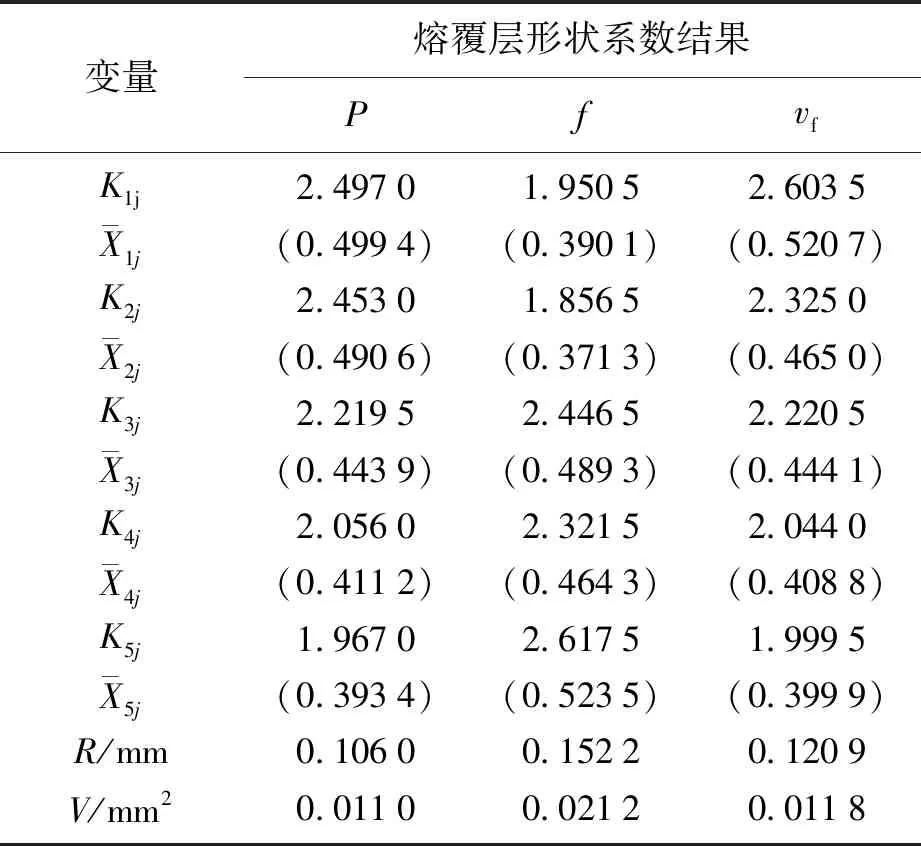
表2 熔覆层形状系数正交试验结果
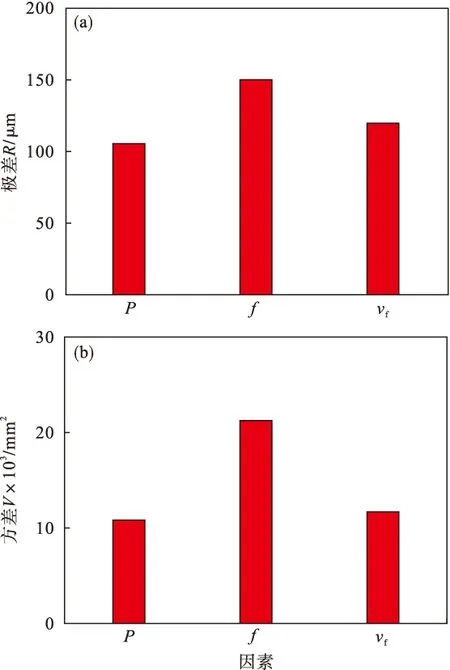
图3 激光熔化沉积工艺过程正交试验的极差图和方差图
1.4 激光工艺参数对单道单层激光熔化沉积成形质量的影响
为了深入研究各工艺参数对激光熔化沉积成形质量的影响,根据正交试验结果,分别绘制出送粉速率f、扫描速度vf和激光功率P三个因素对沉积层几何形貌包括沉积层高度H、宽度b和形状系数ξ的影响规律曲线,如图4a~4c所示,并分析其变化的原因.
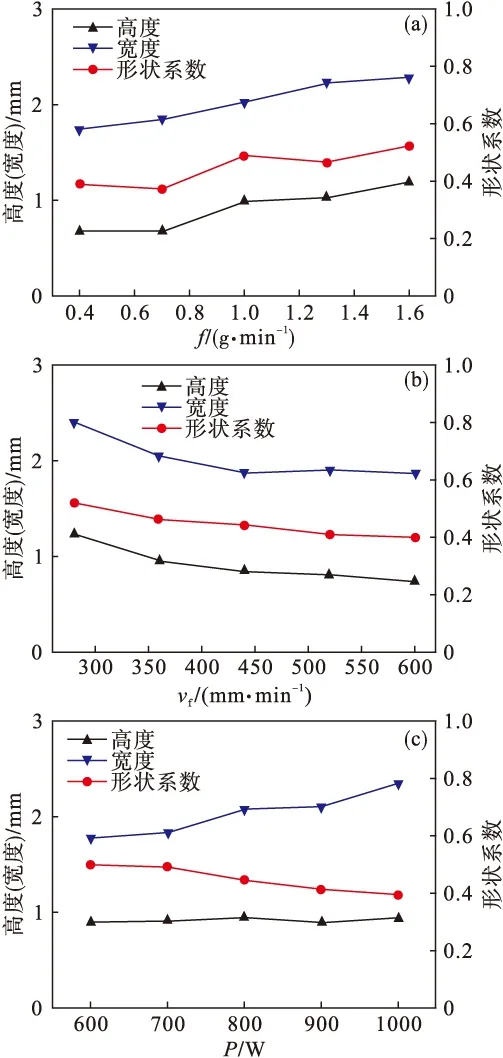
图4 工艺参数对熔覆层几何形貌的影响
图4a是单道单层熔覆层几何形貌随f变化的情况.从图4a中可以看出,随着f增加,熔覆层的b和H逐渐增加且熔覆层b大于熔覆层H;其ξ也呈现增加的趋势.分析其原因:当P和vf一定时,f从0.4 g/min增加到0.7 g/min,单位时间内送入熔池的粉末量会增加,激光、粉末和基体能够较好地相互作用;同时由于表面张力的作用,熔池将保持其形状而不发生塌陷,从而增加熔覆层的b和H;继续增加f,单位时间内送至熔池的粉末量增加,激光作用时间较短,吸收能量减少,粉末利用率降低,熔池b增加幅度相对高度要小,从而使得其ξ整体呈现随f的增大而增大的趋势.
图4b是单道单层熔覆层几何形貌随vf变化的情况.从图4b中可以看出,随着vf的增大,熔覆层的b,H和ξ逐渐降低.分析其原因:随着vf的不断增大,激光光束与粉末、基材的相互作用时间逐渐缩短,单位时间内输入到基体的激光能量和实际送粉量减少,在基体上形成温度较低的熔池和粉末利用率降低的现象,从而会导致熔覆层的b和H的降低;并且熔池宽度的下降斜率大于高度的下降斜率,因此,熔覆层的ξ降低.
图4c是单道单层熔覆层几何形貌随P变化的情况.从图4c中可以看出,随着P的增加,熔覆层b逐渐增大,H变化不明显.这是由于P的增加会提高熔体在基体表面的铺展面积,同时粉末有效利用率也增加,从而使得熔覆层的b增加;然而,P对熔覆层的H影响不太明显,因此熔覆层的ξ呈现降低的趋势.但P应与其他工艺参数相匹配,当激光功率过低时,激光能量输入较小,发生粉末熔化不完全,导致粉末黏附在熔覆层表面上,导致表面粗糙;当P过大时,激光能量输入过大,产生粉末烧损和飞溅,导致粉末利用率降低;同时,熔池中的能量不断累积,温度不断提高,熔池的流动性增加,使得液态金属的表面张力不能与其重力平衡而沿熔覆层两侧向下流动,熔覆层的b增加,熔池H降低,从而导致ξ逐渐降低.
1.5 试验工艺参数的优选
根据激光功率P、送粉速率f和扫描速度vf对成形质量影响的正交试验,优选出的316L不锈钢材料进行激光熔化沉积试验参数范围内的最优工艺参数组合:P为1 kW,f为0.7 g/min,vf为600 mm/min,为增/减材复合加工的工艺参数提供理论和数据支持.试验表明:熔覆层的轨迹均匀连续,表面光滑,成形质量最好.其中,评价指标的确定依据:熔覆层的高宽比≤1/3时,熔覆层与基体具有良好的冶金结合[9].
2 激光熔化沉积宏观形貌分析
为进一步分析不同送粉速率下的成形质量,使用电火花线切割机将试验获得的单道单层熔覆层试件沿沉积轨迹横截面切开,将样品打磨和抛光,采用VHX-1000E超景深显微镜对处理后的表面进行观察,如图5所示.
在不同送粉速率下,激光熔化沉积单道单层熔覆层的截面形貌如图5所示.在激光熔化沉积过程中,选择合适的送粉速率f=0.7 g/min时,由于基板吸收了较多的能量,导致基体的温度大于自身的熔点而形成熔池,并有大量的金属粉末落入熔池中,在快速冷却和凝固后获得良好的冶金结合.当送粉速率f=0.4 g/min较小时,单位时间内送至熔池的粉末量较少,造成进入熔池的量无法完全填充整个熔池,该过程激光束与材料的相互作用较弱,使得激光透过粉末到达基体的能量减少,导致熔覆层高度和宽度变小;当送粉速率f=1.6 g/min过大时,单位时间内的粉末量较大,由于激光与扫描速度是定值,激光作用时间相对较短,粉末利用率降低,粉流汇聚点逐渐增加,并且熔体与基体的润湿性恶化.因此,激光熔化沉积过程中,在确保金属粉末完全熔化的前提下,应选择合适的送粉速率.
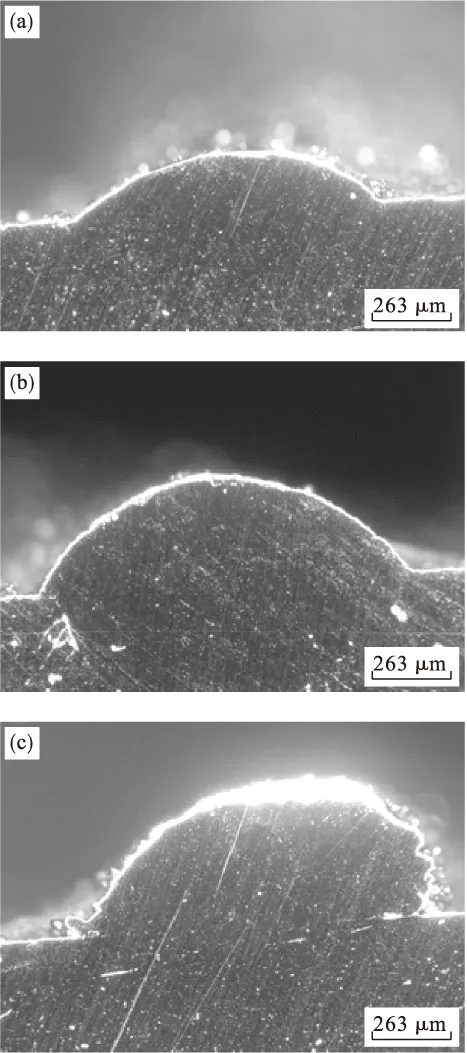
图5 不同送粉速率下的单道熔覆层横截面形貌
3 增/减材复合加工表面残余应力
3.1 研究方法
为了进一步分析工艺参数对增/减材复合零件性能的影响规律,采用上述正交试验优化后的工艺参数进行增/减材复合制造,试样所采用的工艺参数如表3所示.由于试样表面存在加工痕迹、磕碰划伤及未熔化的粉末粒子,需对试样表面进行砂纸打磨和电解抛光处理以达到足够的表面精度.电解液采用NaCl饱和溶液(加适量甘油),电解时间为30~120 s.采用X射线应力测定仪进行增/减材复合加工试样表面的残余应力的测量,设备如图6所示.其测量参数如表4所示.
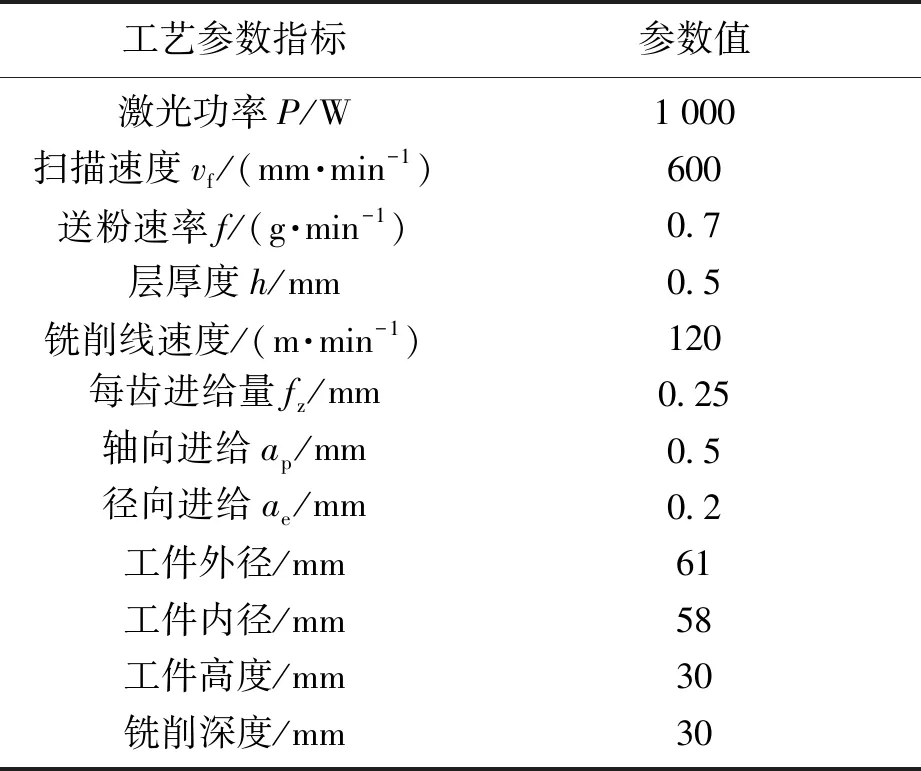
表3 试样的工艺参数
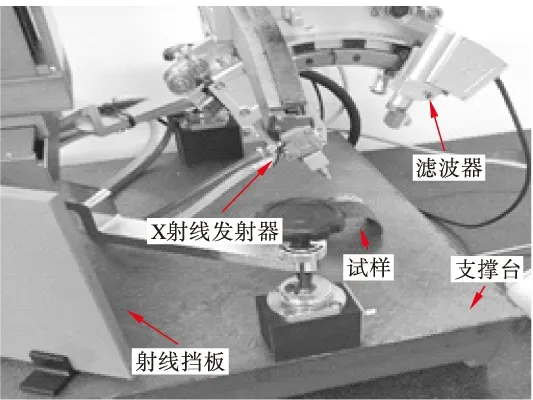
图6 X射线衍射残余应力测试仪
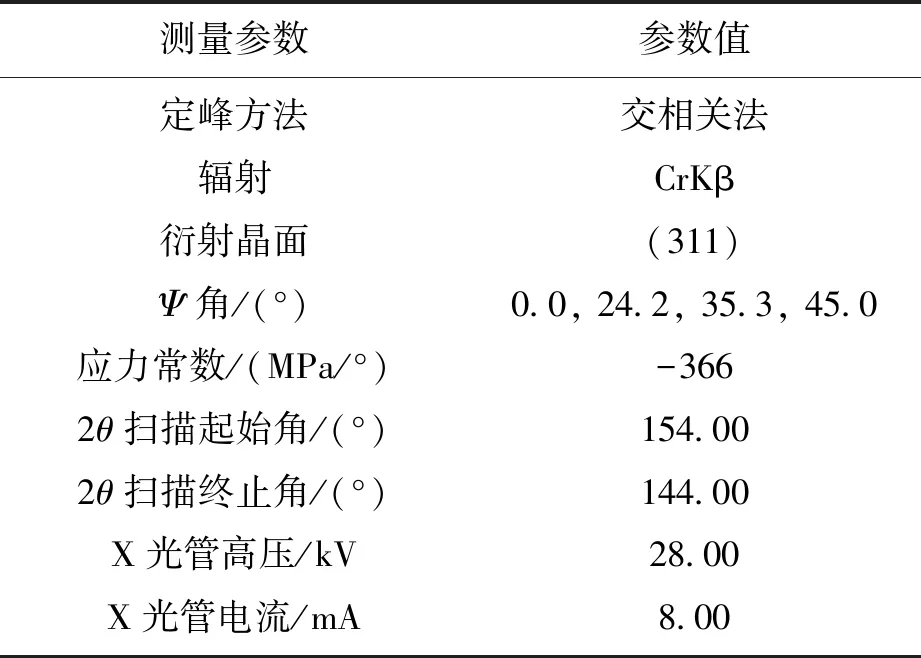
表4 残余应力测量参数表
3.2 测量结果与分析
图7a为试样外表面残余应力测量点分布图.对增/减材试样外表面的纯增材、增/减材区域分别均匀取21个测量点,然后对每个测量点进行3次测量取平均值,其结果分布如图7b所示.从图7b可以看出,在整个沉积高度上以拉应力为主.激光熔化沉积成形过程中,由于激光束与材料相互作用时间较短,熔覆层与基体或先前熔覆层受到不均匀的热梯度,且熔池周围的温度较高会形成塑性的热压缩,进而产生残余应力.第1, 2, 3层为增材部分.增材部分为拉应力,在增材制造过程中,靠近基板的部分散热性好;同时,试样从基板上切除时,底部又释放了一部分应力,所以第一层应力值较小.随着沉积层高度的增加,冷却速率逐渐降低,应力的积累效应增大,导致第2层残余应力较大.第3层应力值减小,是由于第3层靠近铣削区,铣削过程释放了一部分应力.第4, 5, 6层是增/减材复合加工部分.增/减材部分主要为拉应力,且应力值小于纯增材的应力.解释这种现象的原因,可归因于金属零件的减材铣削过程伴随着加工材料的去除,减材铣削加工释放了一部分应力值.第4层位于试样的中间区域,表现出极大的压应力;顶层区域应力较小,是由于顶部与大气接触,温度冷区较快,应力得以释放,残余应力减小.在水平方向上,激光熔化沉积或增/减材的变化趋势都是相似的,残余应力呈现先增大后减小的趋势,不同的几何位置具有不同的应力特征可以从冷却速率和凝固速率的角度来解释,由于中间区域冷却速率和凝固速率均低于底部和顶部区域,局部热输入造成温度分布不均匀,引起局部热塑性变形,因此中间区域具有较大的残余应力.
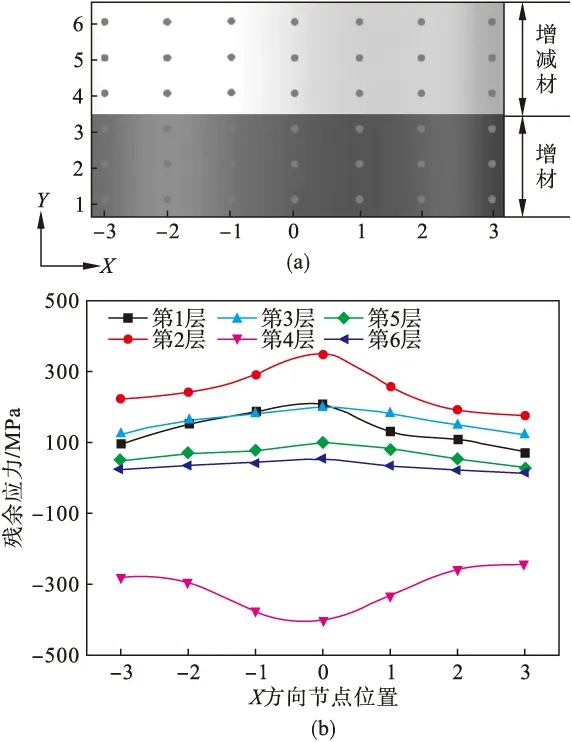
图7 试样外表面残余应力
3.3 增/减材复合加工与传统机械加工残余应力对比
为进一步分析增/减材加工后的残余应力与传统机械加工残余应力的差异,选取试样材料为316L不锈钢,利用线切割方法,获得与增材制造同规格的试样.所有铣削参数设置见表3.图8为工件表面残余应力在增/减材复合加工条件下和传统铣削加工条件下随铣削速度的数值变化情况.可以看出,在传统铣削加工条件下,工件表面产生的残余应力均为压应力,总体范围在-600~-400 MPa之间;而在增/减材复合加工条件下,工件表面产生的残余应力均为拉应力,总体范围在40~240 MPa之间.随着铣削速度增加,传统铣削加工下产生的应力变化不大,而增/减材复合加工条件下应力值呈现减少的趋势.产生这种差异的原因是在传统加工中,加工表面在铣削力的作用下产生强烈的塑性形态,表面金属的比容增大,体积膨胀,但受到与它相连的里层金属的阻力,从而在表层产生残余压应力.而在增/减材复合加工时,由于在增材制造过程中存在大量的拉应力,随后进行铣削加工时,应力释放不完全,因而呈现为拉应力.
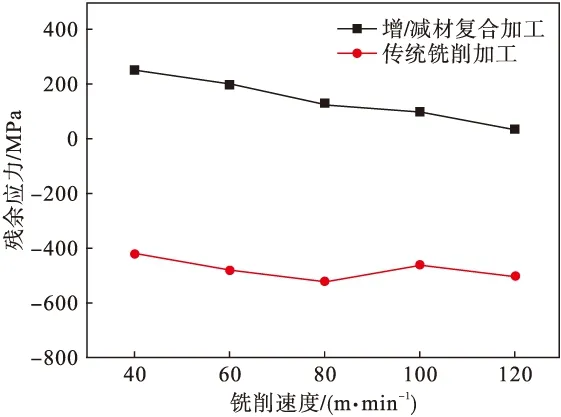
图8 铣削速度对表面残余应力的影响
4 结 论
1) 送粉速率f对熔覆层形状系数ξ的影响最大,随着f的增大,熔覆层的ξ逐渐增大;随着扫描速度vf和激光功率P的增大,ξ不断减小.
2) 在本文的正交试验参数范围内,f为0.7 g/min,vf为600 mm/min,P为1 kW的工艺参数组合可获得最佳的成形质量.
3) 试样以拉应力为主,顶部和底部为拉应力,中间层表现出较大的压应力.靠近基材一侧的拉应力较小;随着沉积层高度的增加,应力值逐渐增加.
4) 增/减材复合试样外表面的残余应力小于激光熔化沉积外表面残余应力,是由于铣削释放了部分残余应力且试样表面残余应力宏观上分布不均;减材铣削加工提高了零件的表面精度和成形质量.
