基于纸滑托盘的卷烟成品高架库出入库系统改造
2020-04-01郭天文林郁曹琦
郭天文,林郁,曹琦
龙岩烟草工业有限责任公司,福建省龙岩市新罗区乘风路1299号 364021
随着烟草行业卷烟上水平工作的不断深入,成品件烟配送的传统物流运作模式已难以适应烟草物流发展的需要[1],整托盘联运是近年来烟草物流出现的一种新趋势[2-3]。为适应新形式下发展需要,国家烟草专卖局要求行业各单位切实推进工商物流一体化进程,大力开展工商卷烟托盘联运工作,打造高水平的行业供应链物流[4]。
立体仓库自动化物流系统目前已在烟草行业得到普遍应用[5],对于采用自动化立体仓库的工商双方,是否匹配有完善的整托盘出入库流程是决定工商联运能否有效运行的重要保障[6]。盛佳绮等[7]采用安装有RFID[8]芯片的标准塑料或木质托盘,通过在托盘出库装车环节增加一号工程条码信息进行人工采集以及芯片写入方式,与全国多个地市商业公司开展整托盘联运,取得了一定效果。这种运作方式虽然可以实现条码信息共享,减少件烟在装卸过程中的损耗,提高商业入库效率,但也存在工业出库效率低、运输车辆装载率低、托盘标准难统一、托盘回收成本高等问题,影响工商间托盘联运的运行效果[9]。
纸滑托盘是以薄纸板为基材经制板设备层合而成,在两条相邻边上设有翼板的平板[10]。纸板在相邻翼板的交汇处设有一个45°的角切口,并在翼板与平板相连方向上压制划线以使两翼板略微上翘,便于带推拉器叉车夹取。纸滑托盘正反两面的磨擦系数不同,其中接触件烟的正面相对粗糙防滑,接触木质或塑料托盘的反面则相对光滑,通过两者的系数差实现托盘化装卸搬运。纸滑托盘为二向进叉单面使用,适合箱装、硬纸盒装等包装物品的托盘单元机械化装卸、搬运和集装运输等物流作业,具有轻便、耐用、称重强度大等优点[9]。为在卷烟工商之间快速开展卷烟成品整托盘联运,利用纸滑托盘质量轻、体积小、造价低、兼容性强、搬运效率和车辆装载率高、回收成本低等优势,以烟草工业现有成品高架库自动化物流系统为对象,新增一号工程条码采集、组垛以及条码数据上报等功能,改造原有的成品自动化物流系统的出入库流程,构建了一套新的基于纸滑托盘的卷烟成品高架库出入库系统,以期提高卷烟整托盘工商联运效率。
1 系统结构
基于纸滑托盘卷烟成品高架库出入库系统主要是在传统木质或塑料托盘上放置一个纸滑托盘进而形成一个新的组合托盘(以下简称带纸托盘),并将带纸托盘作为成品件烟出入高架库的容器介质。该组合托盘可利用带推拉器叉车便捷的实现所有件烟与传统托盘的一次性分离,降低人工劳动强度、减少重复堆码和重复搬运等无效劳动,提高件烟的装卸以及搬运效率;以纸滑托盘单元为作业单位,成品卷烟的数量规整、清点快速,差错减少,提高工商交接物流的快速性,减少了由于人工搬运产生的疲劳或单件扫描操作差错查找而导致的货物损伤。通过纸滑托盘单元的标准化、规格化,进而推动运输、搬运和仓储设备的标准化,能使卷烟物流系统各环节设备规格协调,便于衔接,大大提高全系统的作业效率。如图1 所示,纸滑托盘以纱管纸和高密度牛卡纸为基材,使用适合烟草行业要求的粘合剂粘合、压制而成,厚度1.2 mm,尺寸为1250 mm×1000 mm,采用单边翼板,在长边上设有10 mm 的翼边,RFID 芯片[11]安装在纸滑托盘的中心位置且与翼边垂直,用于存储带纸托盘上每件烟对应的一号工程条码信息。
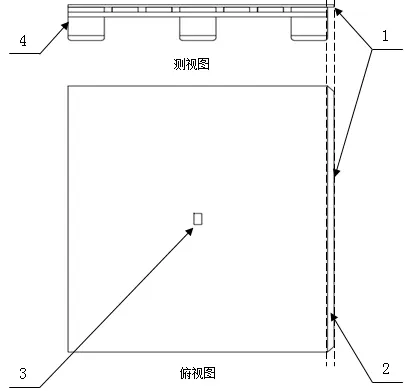
图1 带纸托盘示意图Fig. 1 Diagram of paper sliding tray
实际使用时,纸滑托实际效果如图2所示:
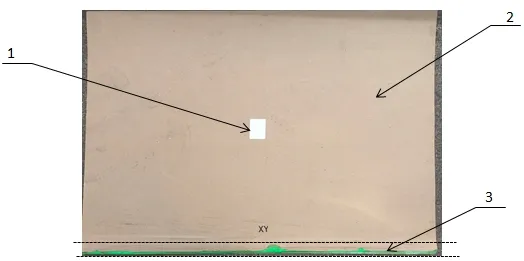
图2 纸滑托实际效果图Fig.2 Actual diagram of paper sliding tray
将纸滑托盘放置在木托盘上形成带纸托盘,实际效果如图3 所示:
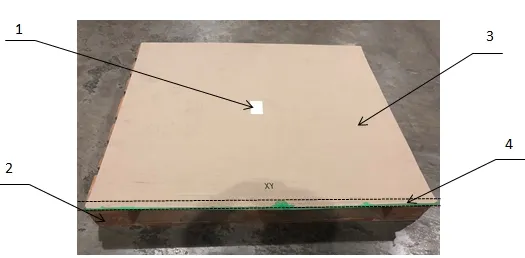
图3 实际带纸托盘实际效果图Fig. 3 Actual diagram of traditional tray with paper sliding tray
本系统包括三个子系统,即原自动化物流系统、扫码组垛子系统以及工业企业卷烟销售出厂扫码子系统,件烟从车间生产机器人自动码垛入库、高架库仓储、成品调拨出库、工商之间运输整个过程均采用纸滑托盘存放,系统结构见图4。其中,自动化物流系统包括WMS(仓储管理系统)和WCS(仓库控制系统)子系统。WMS 负责仓储业务逻辑,例如托盘出入库以及库存控制等处理[12];WCS 负责将WMS 产生的出入库任务下发给堆垛机、穿梭车等设备执行,同时监控设备运行状态并向WMS 反馈任务执行状态[13]。自动化物流系统无需针对纸滑托盘重构设备布局,主要在现有物流软件业务流程的基础上对软件系统局部性升级优化,改造主要包括实现带纸空托盘出库自动供应,实托盘的出库入库任务申请、入库货位分配并执行,以及与扫码组垛子系统的采集的一号工程条码验证、控制校验异常托盘自动剔除等。扫码组垛子系统首先实现纸滑托盘在件烟码垛前检测RFID 标签的有效性,清除芯片内的残留信息;同时实现件烟分拣通道上的每一件烟的一号工程条码信息采集,以托盘件烟数量为依据将同样数量的一号工程条码信息一次性写入到RFID 芯片中。工业企业卷烟销售出厂扫码系统改造实现纸滑托盘装车前RFID 芯片信息的一次性读取、校验及上报。自动化物流系统与扫码组垛子系统通过OPC 接口方式实现托盘联动控制,即带纸托盘入库或剔除,同时通过出厂扫码系统扫描纸滑托盘中的RFID 标签并获取一号工程条码信息,实现纸滑托盘在装车前的芯片信息采集及上报。
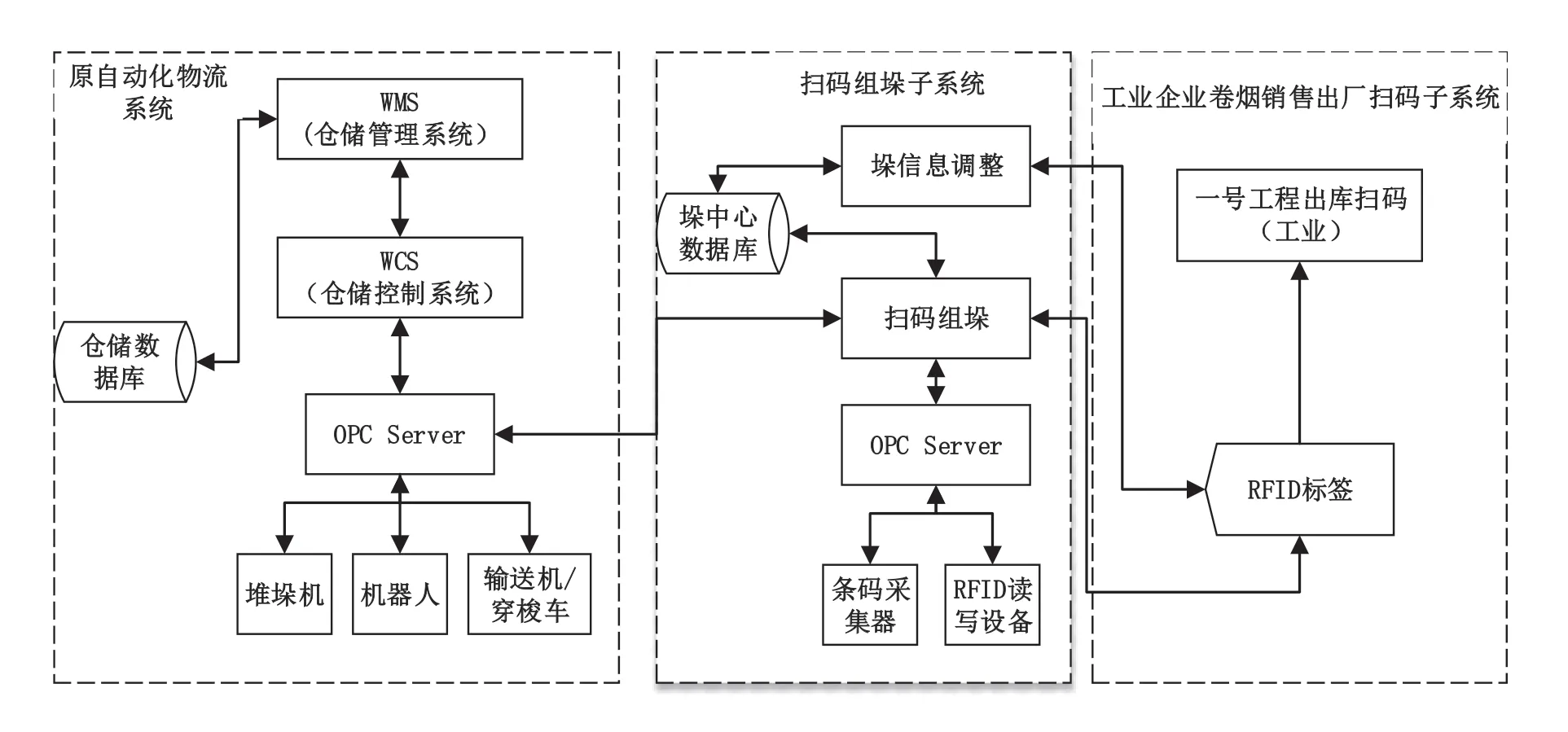
图4 卷烟进出库系统结构图Fig. 4 Structure diagram of information system of finished cigarette products coming in and out of the elevated warehouse
2 业务流程设计
2.1 纸滑托盘初始化流程
在入库件烟码垛前,需要将单个纸滑托盘放置在传统空托盘上形成带纸托盘,处理方式有两种:①传统空托盘组补充出库到拆垛站台,被拆分成单个空托盘进入码垛站台前,采用机械臂或人工方式将单个纸滑托盘放置在传统托盘上。②传统空托盘回收时,采用机械臂或人工方式将纸滑托盘与传统托盘按比例1 : 1 上下叠放,形成带纸空托盘组入库到高架库;带纸滑托盘的空托盘组出库到拆垛站台时,利用空托盘组拆垛设备按一个传统托盘附带一个纸滑托盘方式自动拆分。由于纸滑托盘可重复使用,为减少RFID 标签故障以及标签信息残留影响后续入库效率,在带纸托盘到达机器人自动码垛站台前,需要设置纸滑托盘初始化检测站台,以检测标签的有效性并对标签残留信息进行删除,同时根据初始化结果报警提醒人工干预处理,只有初始化成功的带纸托盘才能输送到各机器人码垛站台上。初始化流程见图5。
2.2 扫码组垛流程
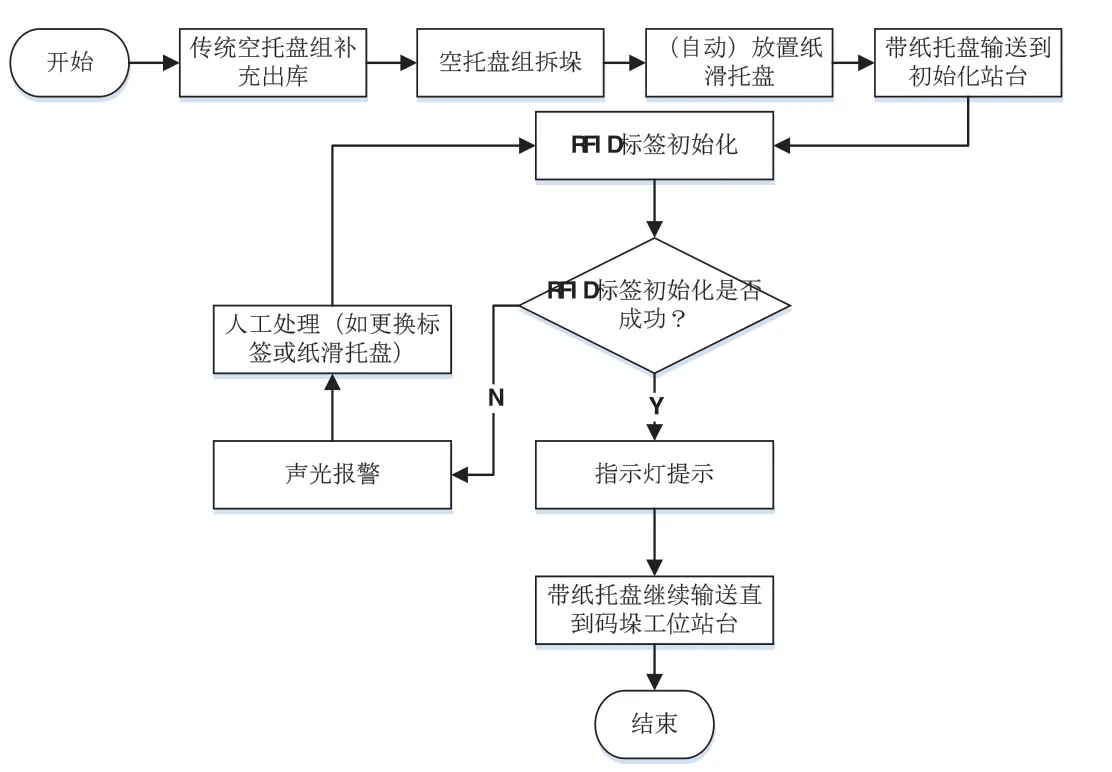
图5 纸滑托盘初始化流程图Fig. 5 Initialization process flow of paper sliding tray
扫码组垛子系统主要实现将从各个分拣通道上采集的一号工程条码信息,以托盘实际件烟数量为依据,将对应的一号工程条码信息写入到带纸托盘上的RFID 芯片中,功能包括条码信息自动采集、条码自动组垛、垛条码信息自动获取以及RFID 标签信息自动写入。为确保采集条码信息的准确性,系统在每一个机器人码垛分拣通道上方,分别安装有一号工程条码扫描器和声光报警器,用于采集通道件烟条码信息以及异常报警。当带纸托盘码垛结束时,系统从采集的条码队列中连续取出等于当前托盘件烟载量的一号工程条码信息,组成一个数据集单元即条码自动组垛,同时将数据集单元存储在垛数据中心以便条码追溯使用;在机器人码垛站台与入库申请站台之间设置RFID 标签读写站台,当带纸托盘到达该站台时对RFID 标签信息进行校验,校验失败则由物流系统下令剔除,否则将当前托盘上的条码信息写入RFID 标签中。扫码组垛流程见图6。
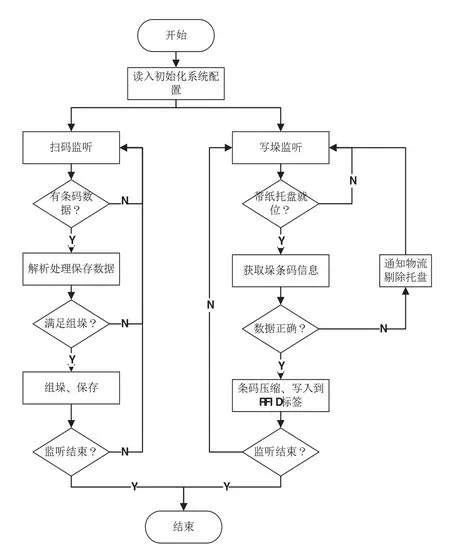
图6 扫码组垛流程图Fig. 6 Barcode-scanning and stacking process flow chart
RFID 标签信息校验包括:①无效条码,扫描器误触发、扫到损坏的条码等;②重复条码,条码粘贴重复或件烟重复扫描等;③漏扫,扫描器触发失败或人工加烟时未使件烟重新过扫描器等;④错误条码,通道混牌等。
此外,扫码组垛子系统还具有以下功能:①通道启停控制,控制分拣通道选择传统托盘或纸滑托盘生产模式。②垛条码信息调整,对写入失败或有未识别条码等,重新人工扫码、人工条码组垛和芯片写入,调整方式包括RFID 手持终端采集读写、RFID 移动小车采集读写、直接从垛数据中心获取组垛信息等。③配置管理,对用户、扫码设备和RFID 标签读写器进行管理。④统计查询,对各车间、分拣通道的扫码信息,组垛信息,未识别条码数,芯片写入失败信息等进行统计。
2.3 入库流程
将常规成品件烟自动入库流程与新增的扫码组垛流程相互融合后搭建新的入库模式,实现条码信息的采集、存储、准确校验以及读写控制,入库流程见图7。为避免出现芯片校验异常,在设计中采用了以下处理方式:
(1)采用两套数采设备同时对件烟一号工程条码信息进行采集,一套是设置在物流主通道上的条码扫描器,该设备既可作为成品件烟分拣的牌号识别器,也可记录一号工程条码信息;另一套是设置在分拣通道上的条码扫描器,对进入分拣通道的件烟一号工程条码信息进行采集。
(2)采用多种条码校验机制,扫码组垛子系统内部采集的条码需要验证通过,同时要求两套采集器采集的条码信息必须严格一致,否则禁止入库。
(3)采用灵活的异常流程处理机制,当条码信息校验异常或芯片无法正常读写时,系统通过声光、LED 等方式报警,同时将托盘自动剔除到异常整理站台,通过垛条码信息调整功能重新采集并更新芯片信息,或将件烟放置在物流主通道上重新扫码分拣入库。
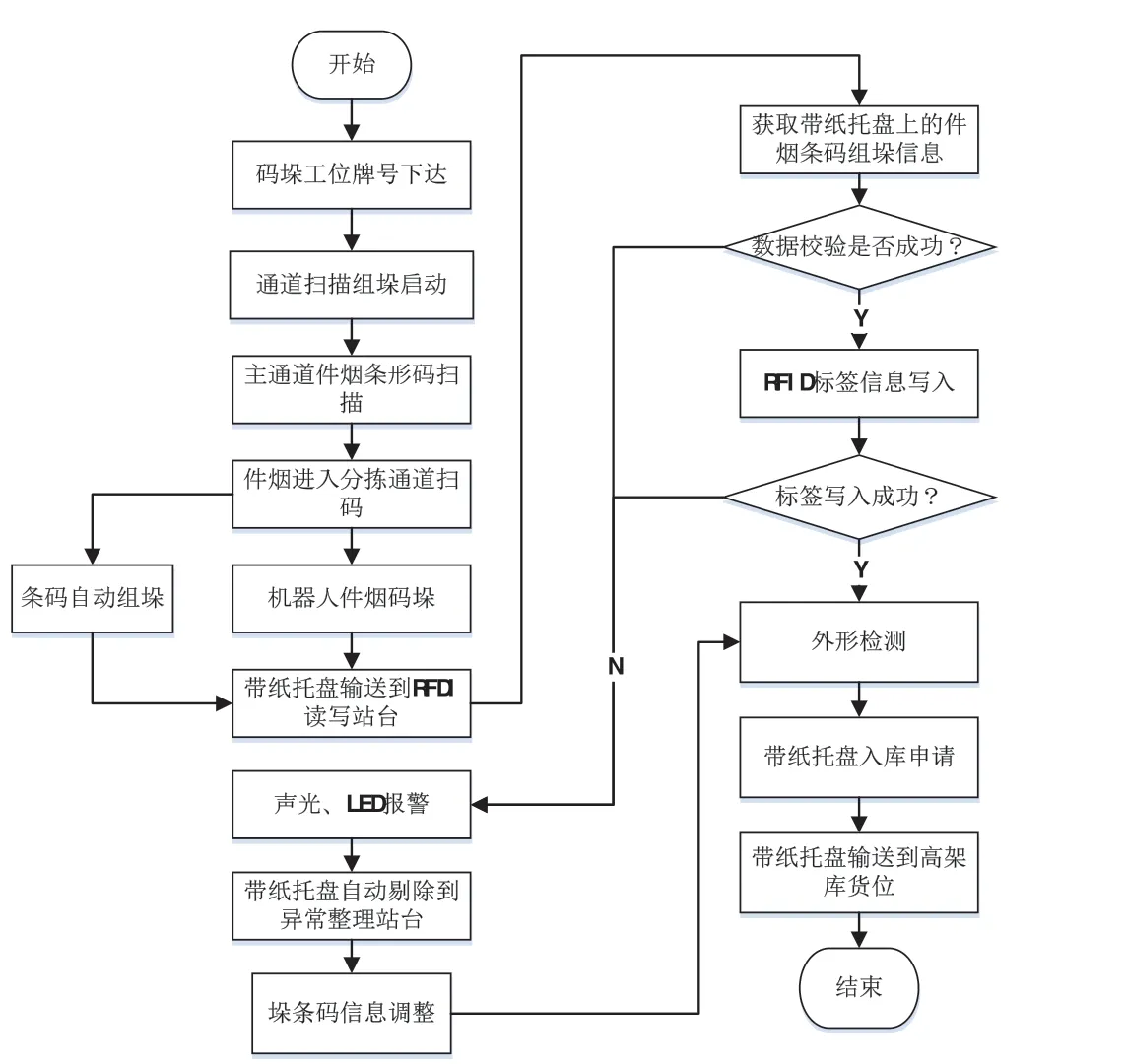
图7 卷烟入库流程图Fig. 7 Process flow chart of cigarette entering storage
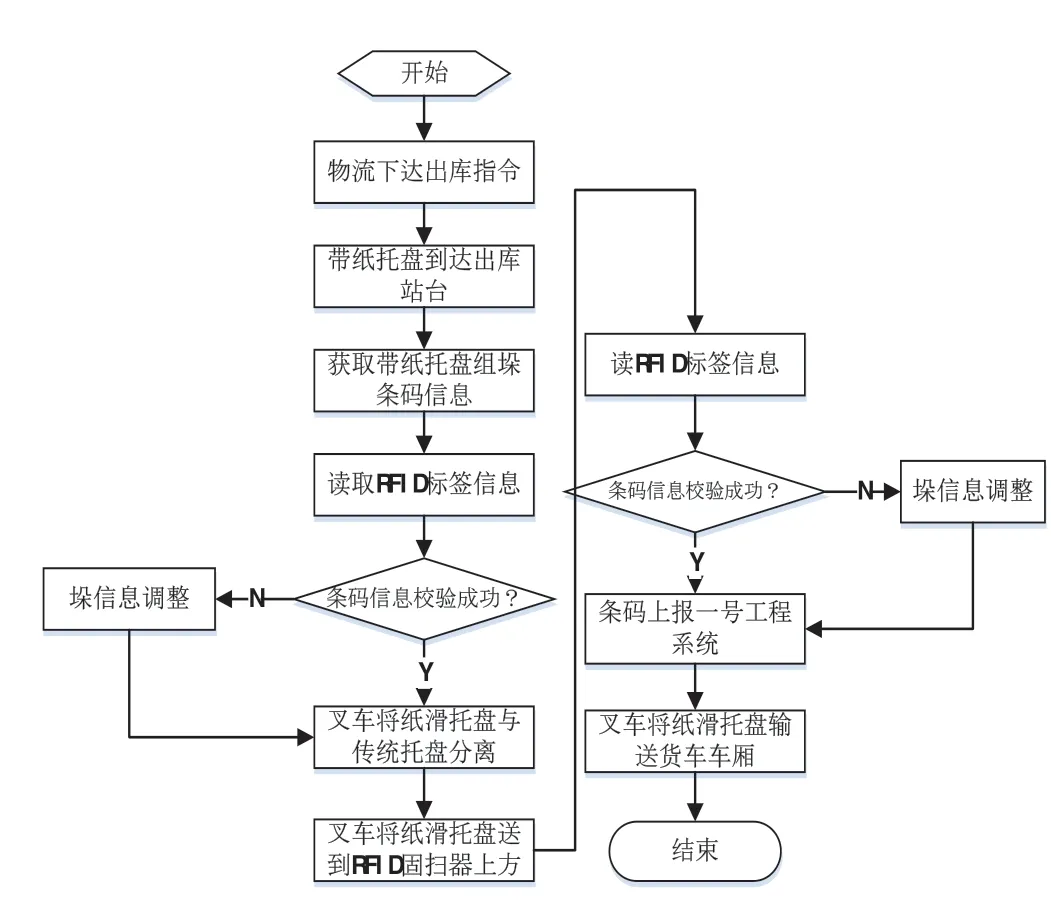
图8 卷烟出库流程图Fig. 8 Process flow chart of cigarette exiting storage
3 应用效果
3.1 试验设计
以龙岩烟草工业有限责任公司一二区两个成品高架库为例,对以RFID 信息为载体的纸滑托盘自动化出入库系统进行测试。图9 为二区成品高架库布局,该系统从A 处接收来自卷包装封箱成品件烟,包括2台自动码垛机器人,6 个码垛站台,6 条分拣通道,1条主通道,1 个人工入库站台,1 个空托盘组入库站台,1 个异常整理站台以及1 个出库站台;现有立库单个货位最多存放24 件,同时运输车辆采用9.6 m 标准车以及16.5 m 拖头车,车厢高度2.9 米左右,车厢内纸滑托盘采用横向二层叠高方式堆放,刚好可以上下两层各叠放24 件烟,剩余10 cm 左右的空间刚好留给叉车作业使用,所以整托盘最大载量设为24 件(共3 层,顶层4 件,其他两层各10 件)。
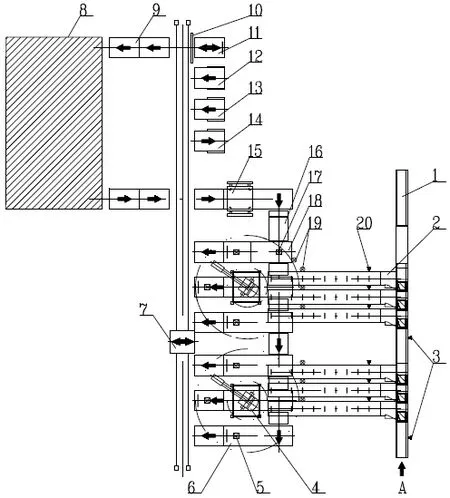
图9 高架库布局图Fig. 9 Layout of elevated warehouse
3.2 数据分析
由表1 可见,与传统的整托盘联运方式相比,采用纸滑托盘出入库系统的装卸人数、装卸时间分别降低60%和25%,装载率和单托盘条码上报时间分别提高40%和90%。由于纸滑托盘质量轻、体积小、造价低、兼容性强,存储空间仅为传统托盘的1/50,改进后托盘回收成本降低77%以上,有效解决了托盘标准不统一、流转管理困难等问题。经统计,改进后系统出入库能力达到120 托盘/h,与传统托盘出入库能力125 托盘/h 相比,出入库效率基本一致,能够满足物流企业正常生产要求。

表1 改进前后比较Tab. 1 Comparison before and after improvement
4 结论
纸滑托盘联运是优化卷烟工商一体化供应链、提升客户服务水平的重要举措,有效解决了传统托盘联运方式效率低、成本高等问题,符合烟草行业关于工商物流协同发展要求。以龙岩烟草工业有限责任公司两个成品高架库为例进行测试,结果表明:与传统整托盘联运方式相比,基于纸滑托盘出入库系统的装卸人数、装卸时间分别降低60%和25%,装载率和单托盘条码上报时间分别提高40%和90%;存储空间仅为传统托盘的1/50,回收成本降低77%以上;件烟损坏率下降96%;单箱运输费用下降37%,托盘存储占用面积下降99%;出入库能力为120 托盘/h,能够满足企业正常生产和发货需求,基本实现了福建省内以及省外部分纸滑托盘工商联运业务,提升了烟草物流配送自动化水平,推进了工商物流一体化进程。
纸滑托整托盘联运在烟草行业推广过程中主要存在两个问题,一是纸滑托盘盘高架库入库成功率问题,另一个是纸滑托盘RFID 芯片抗干扰问题。前者可能由于RFID 芯片的安装位置、方向、RFID 天线安装位置、纸滑托件烟码垛前在高架库内运输过程中位置跑偏、脱落,一号工程条码采集校验失败等导致的纸滑托盘入库失败,降低高架库的综合入库效率,同时可能造成库内纸滑托盘库存数量不足,影响纸滑托盘调拨。后者由于纸滑托盘从工业高架库出库,运输到商业公司这一过程中,纸滑托盘上的件烟可能发生位移,导致件烟压到RFID 芯片,而件烟上的铝箔纸将会严重降低RFID 芯片的读写成功率,影响商业出入库效率。针对以上两个问题的研究,寻找恰当的解决方案,将是纸滑托整托盘联运在行业推广过程中重要的努力方向。
