垂直料管式加香设备的研制和应用
2020-04-01高晓华易斌温亚东付亮刘泽马宁谭国治张立业
高晓华,易斌,温亚东,付亮,刘泽,马宁,谭国治,张立业
1 云南中烟工业有限责任公司技术中心,云南省昆明市五华区红锦路367号 650231;2 秦皇岛烟草机械有限责任公司,河北省秦皇岛经济技术开发区龙海道67号 066318
加香设备是制丝生产线中不可或缺的主机设备,其主要工艺任务是将配制好的香精按产品配方比例准确、均匀地施加到烟丝上,满足产品配方设计要求。国内外对加料加香设备已有较多研究[1-6],文献及调研都显示目前国际及国内烟机制造企业的加香设备均为滚筒式,其工作原理为:烟草物料在滚筒内翻滚前进过程中与喷嘴喷射出的香精混合。滚筒式加香设备普遍存在加工过程时间长、处理强度大、加香均匀性差的缺点。
为满足卷烟加香均匀性、降低损耗、快速响应牌号切换等诸多要求,我们研制了垂直料管式加香设备,利用叶丝自由落体时的松散状态对叶丝进行加香。将该设备与大线传统滚筒加香设备在加香精度、过程造碎、加香均匀性、产品感官质量等方面进行了对比,以说明该设备的优势。
1 垂直料管式加香设备系统设计
垂直料管式加香设备主要由机械部分、控制部分和软件系统组成。设备机械部分主要由提升喂料机、限量管、皮带秤、振槽、垂直料管式加香机组成。卷烟制丝加工过程中,经切丝及叶丝干燥后的烟丝经提升喂料机送至限量管,由电子皮带秤进行流量计量后,进入高频低幅振槽,振槽将物料进行均匀摊薄后进入垂直料管式加香机,物料在自由下落时进行加香。设备机械部分组成见图1。

图1 垂直料管式加香设备系统设计结构图Fig. 1 Design structure of vertical pipe flavoring equipment
1.1 垂直料管式加香机
垂直料管式加香机是加香设备的关键主机,主要设计原理是利用物料垂直自由下落过程中的松散状态实现物料的均匀加香。加香机由机架、垂直料管、加香系统等部分组成,结构见图2。机架由有型钢焊接成型,对料管及管路系统提供支撑作用。垂直料管为立式不锈钢筒体结构,是加香机的核心部件,物料的加香工艺处理全部在垂直料管内部完成。加香系统由加香泵、压空管路、双介质加香喷嘴及相应软管、面板组成。

图2 垂直料管式加香机结构Fig. 2 Structure of vertical pipe flavoring equipment
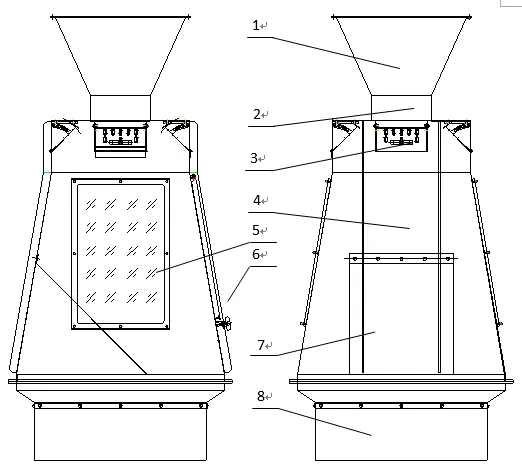
图3 垂直料管结构Fig. 3 Structure of vertical pipe
垂直料管具体结构及功能区域见图3,主要由进料区1、落料区2、加香区4、缓冲区7 和出料区8 组成,进料区1 成四棱锥状结构,保证从振槽输送的物料全部进入料管内部。落料区2 设定一定的高度,使物料的下落速度满足加香工艺需要。加香区4 为扩大结构,四周内壁设置加香喷嘴3,加香区4 一面为玻璃观察窗5,可以方便观察物料在料管内部的运行状态,另一面为带玻璃窗的清理门6,打开方便清理料管内部粘附的物料及碎末。缓冲区7 设置45°倾斜角度的导料板,以减少物料垂直下落过程碰撞引起的造碎。管路系统针对小流量小比例加香进行了优化,采用高精度流量型智能蠕动泵+透明硅胶管+微雾喷嘴方案,系统具备香精预填充、余料回收等基本功能。
加香喷嘴3 及雾化角度设置:加香喷嘴3 固定于加香区4 筒体的内壁,四面内壁中间位置分别设置一个加香喷嘴,加香喷嘴可实现0 ~45°范围的调整,物料下落至加香区4 时需要通过调整加香喷嘴的角度来保证加香喷射的区域。喷嘴的喷射范围为扇形80°角全喷雾区域均等分布,通过调整喷嘴角度调整喷嘴的喷射距离,保证喷雾宽幅与物料帘相符。
1.2 筒体高度的设计
垂直料管式加香机是利用物料自由落体时的松散状态对物料进行加香处理,物料的下落高度决定了物料的下落速度及均匀性状态,而物料的下落高度由筒体设计的高度所决定。因此,对筒体的设计高度进行了测算。
据测算,烟丝自由落体加速度约为2.00 m/s2,烟丝下落至加香区域时物料密度约为2.00~3.00 kg/m³,物料下落横截面积约0.004 m2(落料区横截面尺寸200 mm,物料自由下落状态厚度20 mm),按100 kg/h 流量计算:

其中:
V 为物料下落速度m/s
ρ 为物料下落时的密度,取2~3 kg/m³
S 为物料下落时的截面积,取0.004 m2
物料下落高度:

其中:
g 为物料下落重力加速度,取2.00 m/s2
t 为物料下落至加香区域时所需要的时间
物体自由落体速度:

由以上算式(1)、(2)、(3)可得:

将各数值带入,可测算物料的下落高度约为0.40~1.20 m 之间,即设备筒体的设计高度为0.40~1.20 m。
1.3 控制系统
设备设计了一套自动化加香软件系统。软件控制系统以PROFINET 网络为主线,采用西门子S7-1500系列PLC 以及ET200SP 系列分布式I/O 产品。现场分布式I/O、变频器等采用PROFINET 接口,不具备PROFINET 接口功能的设备通过PROFIBUS-DP 网络与PLC 进行通讯。主要控制内容有提升喂料机水平仓和提升段电机速度、限量管高低料位检测、振槽启停和加香机香料泵的预填充、加香比例等,其控制主界面见图4,控制流程图见图5。每个控制段都有三种不同的段状态模式,分别是“闭锁模式”、“手动模式”、“自动模式”。每个控制段都有“自动按钮”、“手动按钮”、“闭锁按钮”、“线启动按钮”、“线停止按钮”。
设备启动前,检查压缩空气压力是否正常,在加香罐中添加待加香料,开启“主电源”。 输入喂料机提升带、底带、振槽电机的频率设定值,按照生产要求设定加料比例、香精密度、秤的瞬时流量、秤的堆栈时间、管道预填充时间。为保证加香精度,应经多次试验准确计算预填充时间,保证物料与施加香精信号的精确匹配。“自动模式”下,将电子秤设置为远程/自动状态,点击香料预填充,待预填充完成,点击“自动启动”按钮,预警10 秒后,设备进入自动运行状态。生产结束需要保养时,将控制段状态切换到“手动模式”,在手动模式下可以通过触摸屏实现对设备电磁阀的控制,通过对泵的本地操作实现对料液的回收。
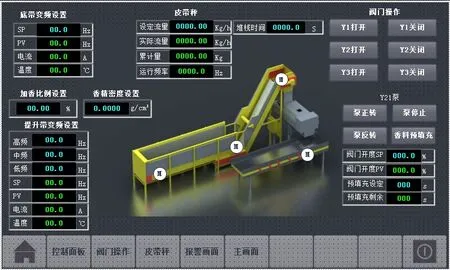
图4 垂直料管式加香设备控制系统显示界面Fig. 4 Display interface of control system of vertical pipe flavoring equipment

图5 设备控制流程图Fig. 5 Flow chart of equipment control
2 应用效果测试
2.1 材料与设备
红塔山、玉溪某牌号生产线掺配后混合丝及对应品牌专用香精(玉溪卷烟厂)。
自行设计与制造的100 kg/h 垂直料管式加香设备;云南中烟工业有限责任公司技术中心5~30 kg 产品研发试验线;玉溪卷烟厂制丝、卷制生产线;顶空-气相色谱/质谱联用仪(HS-GC/MS);Chemmind Chempattern 2017 专业版分析软件。
2.2 测试方法
加香精度测试:取玉溪卷烟厂红塔山某牌号掺配后混合丝进行试验。垂直料管式加香设备电子流量秤设定流量固定为75 kg/h,分别设置加香比例为0.20%、 0.33%、 0.40%、0.50 %、0.60%、0.80%、1.00%。待流量稳定后(机器正常运行3 min 后)每隔15 s 记录1 次数据,记录电子秤瞬时量、电子秤累积量、加料瞬时量、加料累积量等,每个设定加香比例连续记录10 min。通过瞬时累积量计算瞬时加香比例及变异系数。
加香均匀性测试:加香均匀性是衡量加香后烟丝中香精含量一致性程度的重要指标。通过检测烟丝中的化学成分,结合PCA 主成分分析法来评价烟丝加香的均匀性是行业内较为普遍的方法[7-11]。测试及取样方法:取玉溪卷烟厂红塔山、玉溪某牌号掺配后混合丝进行试验。加香工序分别使用传统滚筒加香设备、研制开发的垂直料管式加香设备,加香比例按照正常产品设计要求施加。待流量稳定后在加香出口按时间间隔1 个/2min 均匀取样,每个样品10 g 左右,取好后及时装入塑料袋,排出袋中空气后密封,共连续取样30 个样品。化学成分检测及及加香均匀性分析采用气相色谱-质谱联用法(SPME-GC/MS)检测每个样品中的挥发与半挥发性成分,结合Chemmind Chempattern 2017 专业版分析软件对数据进行统计分析,绘制PCA 图,利用图中数据点分布的离散性来评价烟丝加香的均匀性[12]。
物料造碎测试:选取同一批次生产线掺配后烟丝作为试验烟丝,分别使用传统滚筒加香设备与垂直料管加香设备两种不同的加香设备进行加香,取样检测加香前后烟丝整丝率及碎丝率,平行测试5 个批次。测试方法见相关行业标准。
2.3 结果与分析
2.3.1 加香精度分析

表1 垂直料管式加香设备加香精度测试结果Tab. 1 Flavoring accuracy of vertical pipe flavoring equipment
加香精度的测试结果见表1。由表1 可知,在设备加香比例可控制范围0.20%~1.00%之内,垂直料管式加香设备瞬时加香比例变异系数在0.13%~0.35%之间、总体加香精度在0.129%~0.356%之间。与大线滚筒加香设备相比(以玉溪卷烟厂的一个滚筒加香设备为例,其加香比例控制范围0.20%~0.60%,瞬时加香比例变异系数0.12%~0.45%,总体加香精度0.01%~0.20%),新设备的加香比例可控范围更大,其瞬时加香比例变异系数、总体加香精度基本一致。
2.3.2 加香均匀性分析
两种不同加香设备加香均匀性检测结果见图6。图中,蓝色方点代表滚筒加香设备检测数据,红色圆点代表垂直料管式加香设备检测数据。测试的两个牌号玉溪某牌号(见图6-1)、红塔山某牌号(见图6-2),红色圆点分布区域面积均明显小于蓝色方点分布区域面积,说明垂直料管式加香设备的加香均匀性明显好于滚筒加香设备,加香效果更好。通过公式:A =π*std(X)*std(Y)计算数据分布区域的椭圆面积即“离散度”来定量表征加香的均匀性,结果见表2。从定量表征结果来看,垂直料管式加香设备的加香均匀性为滚筒加香设备的1.5~2.0倍,具备更好的加香效果。

图6 两种不同加香设备加香均匀性PCA 图比较Fig. 6 Flavoring uniformity of two different flavoring equipments

表2 两种不同加香设备加香均匀性(离散度)分析Tab. 2 Flavoring uniformity (discreteness) of two different flavoring equipments
2.3.3 过程消耗及生产成本分析
两种不同的加香设备加香前后烟丝结构的检测结果见表3。从5 个批次测试结果来看,滚筒加香设备加香前后烟丝整丝率平均下降3.41%,碎丝率平均增加1.04%;垂直料管式加香设备加香前后烟丝整丝率平均下降1.76%,碎丝率平均增加0.40%。与滚筒加香设备相比,垂直料管式加香设备整丝率整体提高1.65%,碎丝率减少0.64%。结合设备的加工原理分析,使用垂直料管式加香设备物料在加香过程中仅有一次落料,且出料口设计有缓冲导板减少烟丝造碎,设备对烟丝的物理冲击较小,能更好的保持来料烟丝的结构,减少加香过程造碎;而滚筒加香设备烟丝在滚筒内经多次落料及翻滚,容易造成烟丝的造碎。按照烟丝过程消耗降低1.0%进行测算,年产能50 万箱的生产线,每年可节约烟丝25000 kg,节约成本约150.0 万元。
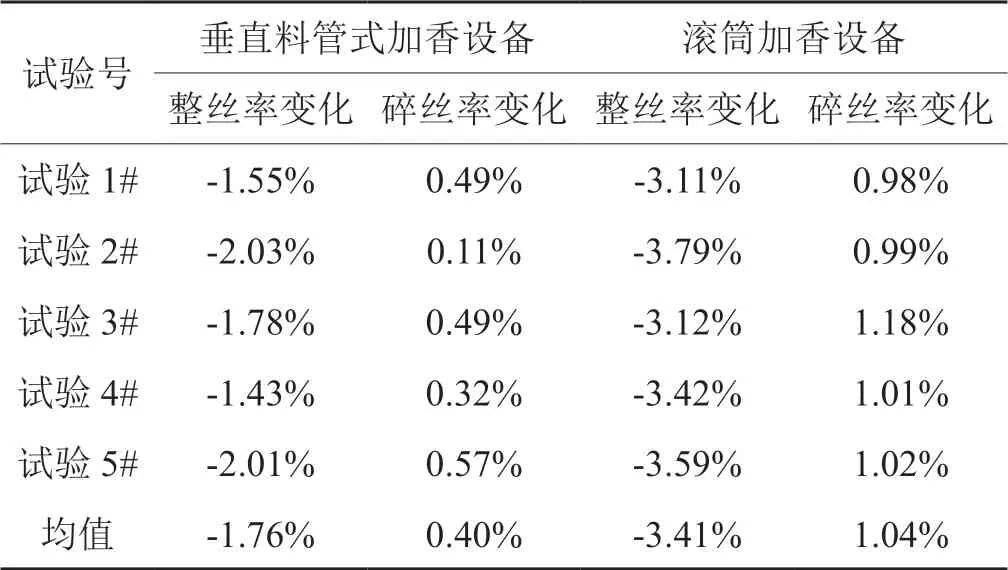
表3 两种不同加香设备加香前后烟丝结构变化情况Tab. 3 Structural change of tobacco of before and after flavoring by two different flavoring equipments
3 结论
1)垂直料管式加香设备结构、控制方式简单,占地面积小,维护操作简单方便,加香精度与大线滚筒加香设备基本一致,满足大线生产要求;
2)采用静态立式加香筒设计,有效减少了加香过程物料的翻转及碰撞,较传统滚筒加香设备烟丝消耗约降低1.0%~1.5%,可有效节约卷烟生产企业的生产成本;
3)加香均匀性明显优于传统滚筒加香设备。
现阶段试验组研制开发的为卷烟中试小设备,在实际生产过程中进行推广应用时,还需对设备的结构和控制方式进行进一步的优化和调整,在设备的加香效果、能耗、物耗等方面还需开展更深入的试验验证。
