大吨位高速精密冲床关键部件仿真分析
2020-03-26黎近秋牟联满吴光明
黎近秋,牟联满,吴光明
(1.东莞市高技能公共实训中心,广东东莞 523297;2.东莞市泰基山机械设备有限公司,广东东莞 523770)
0 引言
大吨位高速精密冲床的关键是在冲压不同工件时以不同加工速度进行持续运转,设备依然保持高精度。8圆导柱结构组件中,最为关键的零部件是滑块。滑块采用4条长导柱定位结构:长导柱上、下端与机身过盈配合,使滑块下工作面的“平行度”,模具在冲压负载不断变化的状态下,能保持平衡不变[1]。在高速冲压交变负载状态下,“4条长导柱定位”确保了“滑块与台盘”的高精度。整机平行度达到标准;整机垂直度达到标准。使高速精密冲床能稳定地冲压出的“产品”均能达到高精度的要求[2-4]。
1 分析软件
对于大吨位高速精密冲床关键部件仿真分析,采用的是ABAQUS软件。ABAQUS是一套功能强大的工程模拟的有限元软件,其解决问题的范围从相对简单的线性分析到许多复杂的非线性问题。加工成形过程的数值模拟受到材料非线性、几何非线性和边界非线性的综合影响,直接计算的难度非常大[5-7]。采用ABAQUS进行仿真模拟可以节约开发成本、加快研发速度和提高产品质量。此外,ABAQUS还提供了种类丰富的用户子程序接口,用户可以根据需要编写特殊的本构关系曲线、复杂的载荷和边界条件以及灵活多样的用户单元等。
2 关键部件仿真分析
对于8圆导柱结构组件中,最为关键的零部件是滑块。因此选择对它进行仿真分析。首先对模型进行简化处理并在Pro/E中进行三维建模,如图1所示,根据实际加工情况建立相对应的约束和载荷,整个上面建立固定约束,下表面2个凸起处的小圆台施加载荷。随后将其导入ABAQUS中进行仿真分析。首先进行静力学求解,看最大应力是否超过材料极限,然后对模型进行动态分析。
图1 简化后的三维模型
在ABAQUS中对导入的三维模型进行网格划分,首先对模型进行分割使其各部分能够进行网格划分。如图2所示,浅色部分已分割,可进行网格划分,深色部分未进行分割,无法进行网格划分。

图2 模型进行分割过程
在完成全部模型的分割后,进行网格划分,单元类型为C3D10M(修正的10节点二次四面体单元)。全局网格大小设置为20,划分后节点总数143 842,单元总数:76 291。模型如图3所示。设置材料参数,在ABAQUS中没有单位所以必须统一量纲使用SI(mm),材料为球墨铸铁,密度7.3E-9 t/mm3,杨氏模量1.55E5 MPa,泊松比0.27。
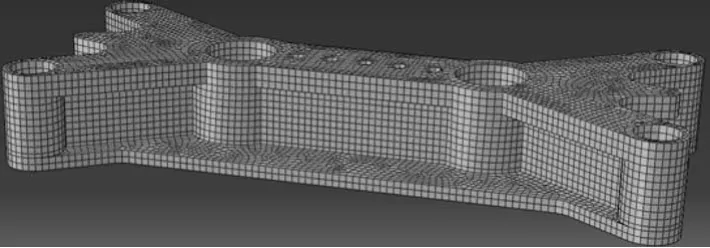
图3 模型网格图
施加约束和载荷情况如图4所示,图4(a)为施加约束的情况,图4(b)为施加载荷情况,载荷为面载荷大小为400 MPa,图4(c)为施加载荷作用时间,冲压过程是极短促的时间内完成,大约0.01 s。

图4 约束和载荷施加情况
设置分析步为一般(General)中的静力学分析(stat⁃ic,General),进行求解。查看结果如图5所示。最大应力出现在与曲轴链接的圆孔处,为51 MPa,若取安全系数3的话此处最大应力为153 MPa,远小于许用应力400 MPa。该零部件在静力情况下满足使用要求。
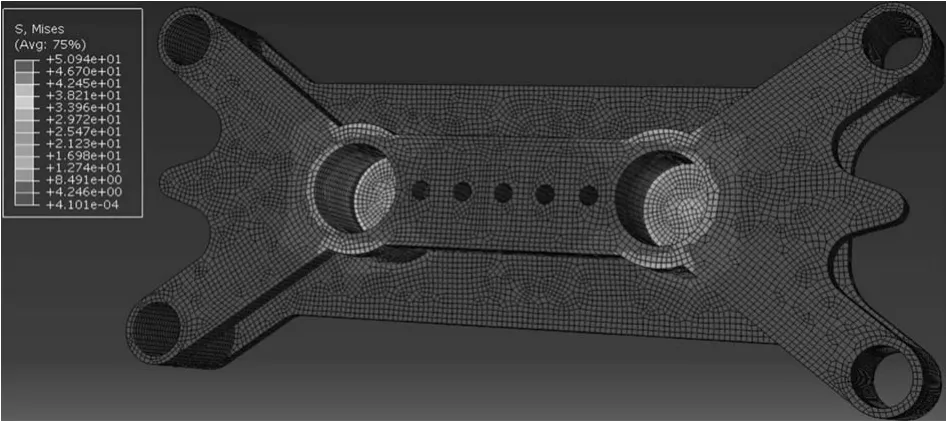
图5 零件静力学分析结果
动态分析:在模态分析中,因振动被假定为自由振动,所以只有边界条件起作用,其他载荷对分析结果毫无影响。设置分析步为线性摄动步(liner perturbation)中的频率提取分析步(frequency)。由于高阶模态的固有频率已远高于实际工况所能达到的激振频率,一般不会发生共振,故只提取前30阶固有频率和振型。该零件的前10阶固有频率如表1所示。前2阶的振型如图6所示。

表1 零件前10阶固有频率
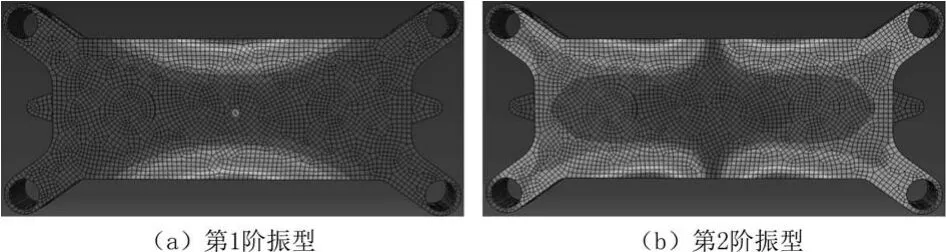
图6 前2阶振型图
通过模态分析可见,该零件的1阶固有频率较低,为42.1 Hz,当激振频率达到固有频率时,其振幅将远远超过其允许的位移量,直接影响结构性能甚至导致结构的破坏。根据实际工况提供动力的电机最大转速为300 r/min,电机转动1周带动该零件完成1次冲压,所以工作时的频率最大为5 Hz,远小于该零件的固有频率,但为了安全起见可在1阶、2阶振型中红色区域添加肋板。当达到共振频率时可减小共振带来的损害。
整个机器的加工精度取决于该零件4个脚处的圆孔的精度,在静力学中可以看到对4个脚处的圆孔没有影响,接下来看一下该零件的动态响应。瞬时模态动态分析中时间增量应取一个略小于固有频率的周期值1/42.1=0.006 s,因此选定时间增量为0.004 s,载荷加载情况与静力学相同在底部圆盘上加载,持续时间0.01 s,为观察振动的衰减过程,选定分析步时间为1.5 s。阻尼使用Rayleigh阻尼,即阻尼矩阵C是质量矩阵M和刚度矩阵K的线性组合:

式中:α、β为用户定义系数,对于不同的情况取不同的值,本例中取α=3,β=0。
设置分析步为线性摄动步(liner perturbation)中的模态动力学(Modal dynamics)。设置阻尼系数、起始模态、终止模态、时间增量、分析步时间等工况条件。设置历史变量输出集合set-2点如图6所示,选取位移作为历史输出量。

图7 历史变量输出集合点
提交任务进行分析,得到如图8所示的该点set-2 U3位移历史输出,图中横坐标为时间0~1.5 s,纵坐标为位移,可以看到最大值为8E-5 mm。这是一个非常微小的位移量,基本可以确定该点在动态分析中也不会受到影响。可以很好地保证精度。
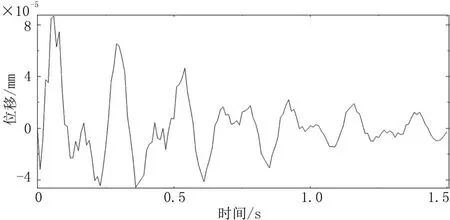
图8 该点U3的历史输出
通过静力学和动力学分析可以看到,该零件无论是最大应力,还是模态分析,以及动态响应都能够满足使用要求。
3 结束语
大吨位高速精密冲床加工的稳定性效果在众多高速精密冲床中有着巨大的优势。它主要由曲轴转动组件、滑块调模组件、大直径长导柱机构、润滑油回油路系统等组成。4个大直径滑块长导柱与2条大直径的调整螺杆穿过滑块均布连接,使滑块在冲压动作时高效、平稳地完成冲压动作。
通过软件ABAQUS对滑块进行仿真分析,把成形过程简化为准静态过程,对不同的加工成形过程进行模拟,得到令人满意的结果,实现冲床在加工过程中高精度、高可靠性、高效率,最终在优化设计、合理协作、有序运行前提下,实现设备在长时间运行后加工精度、加工效率稳定的效果。同时,也提升了企业的生产水平和生产效益。
