X射线带钢厚度测量系统的工程设计和应用
2020-03-25王珂
王 珂
(宝钢工程技术集团有限公司 工程技术事业本部,上海 201999)
带钢的厚度是宝山钢铁有限公司冷轧连退/热镀锌高强钢生产中的最重要指标之一,带钢成品质量主要是取决于带钢的纵向厚度公差。作为冷轧连退/热镀锌高强钢处理线基础自动化功能的一个重要组成部分,测厚仪为生产线自动厚度控制提供测量值与设定值的偏差信号,及时正确反映出带钢在轧制过程中的真实厚度,其精确的厚度测量功能保证了生产效率和产品质量。
1 X射线厚度测量原理
X 射线厚度测量技术是通过检测材料对X 射线的吸收量来确定材料的厚度,其测量原理图如图1 所示。
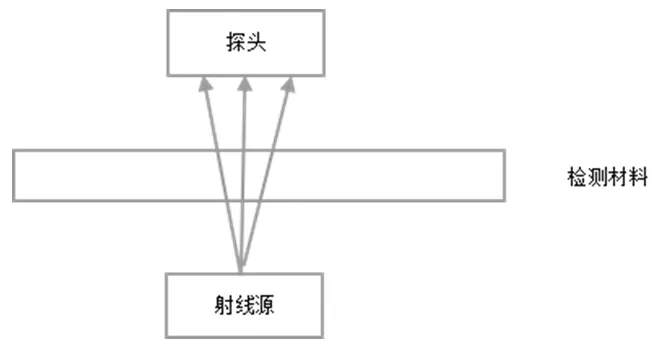
图1 测量原理图Fig.1 Measurement schematic diagram

图2 系统结构图Fig.2 System structure diagram
X 射线源发出稳定的射线,当射线穿透检测材料的时候,射线强度将会衰减,其衰减量与检测材料的厚度相关。探头在检测材料的另一侧接收强度衰减后的射线,然后将射线强度转换为可采集的信号并传输给控制计算机,计算出相应的厚度值,实现对检测材料进行非接触式、在线、实时、精确的厚度测量。
2 测量系统的选用及设备构成
2.1 测量系统的选用
为满足宝山钢铁有限公司冷轧连退/热镀锌高强钢处理线对带钢厚度(厚度为0.5mm ~2.5mm)和工艺测量精度的要求,经调研对比,选用了XH100 射线测厚仪。该系统优势有:系统可以进行三点快速校正及多点全校正功能;射线源具有多重温度保护,包括冷却流量检测、射线源温度检测和射线源温度硬件保护开关,保证射线源在正常温度下工作;提供曲线制作软件,使用户可以重新进行厚度曲线处理;自带完善的带卷统计报告功能,系统只要接入速度信号就会根据预先设定对带钢厚度的测量结果进行统计分析,历史统计结果也可以方便地进行查看;有完善的自诊断功能及系统日志;系统支持远程诊断服务,在获得用户许可下,相关技术人员可以远程接入系统,对系统进行在线诊断。
该测量系统主要技术性能指标为:测量采样时间为2ms;测量周期时间为≤10ms;积分时间2ms ~1000ms 可配置;画面显示更新时间500ms;测量重复性与静态精度为样板厚度的±0.1%或±0.5μm 等。
2.2 测量系统的设备构成
X 射线厚度测量系统主要由以下几个部分组成:射线源、探头、C 型架、主控柜和操作站,其系统结构图如图2所示。
其中,测厚仪的X 射线源包括射线管和高压发生组件等,能够产生高稳定性的X 射线束。探头包括电离室、前置放大板和高压板等,用于检测射线能量,其中前置放大板将电离室的电流输出放大并将其转换为电压信号。C 型架用于固定射线源和探头,通过驱动装置实现行走功能。主控柜内安装有本地测量控制器和与机组信号相关的元器件,本地测量控制器用于控制C 型架测量单元,计算出测量值及处理各种系统信号和接口。现场接线箱用来采集现场所有的信号,并通过通讯方式把数据发回给主控柜PLC控制器。操作站是测厚系统的主要操作设备,每一台操作站都能够实现对单点厚度的监控及操作,并用于统计、记录、储存带卷报告等文件。
3 测量系统在工程设计中需要考虑的问题
3.1 测量精度影响因素和补偿措施
X 射线测厚仪作为非接触式的测量装置,有很多因素影响测量的精度,具体包括:外部的使用环境,如C 型架测量通道空间内的温度变化、被测带钢表面和测量窗口的清洁度等;被测带钢的测量位置,如带钢高度位置发生变化、带钢出现倾斜等;测厚仪本身因素,如X 射线的稳定性(即X 射线管管电压、管电流的稳定性)、测量元件的可靠性及信号处理的稳定性;被测带钢的温度;被测带钢的材料。以上这些影响都需要在测厚系统中对测量信号进行校对、修正及补偿。对X 射线测厚仪来说,被测带钢成分的不同对结果的影响最大。因此,在测量时需要采取相应的补偿措施。
根据带钢厚度的测量原理,射线穿透金属时会被金属物吸收,从而减弱射线的强度。穿透检测带钢后的射线强度变化符合朗伯---比耳定律:

式(1)中,It、I0为射线穿透被测带钢前后的射线强度;mx 为线吸收系数;mm 为被测带钢的质量吸收系数;t为被测带钢的厚度;ρ 为被测材料的密度[1]。
当被测带钢的质量吸收系数和放射源强度相同时,带钢厚度越大,被吸收后的射线强度就越小。通过测量穿透带钢的射线强度大小就可得出带钢的厚度,但不同材质的金属,质量系数是不同的,测量时要选择对应的补偿系数。当被测带钢成分发生变化时,其密度ρ 也随之变化,质量吸收系数也会相应变化,导致被测带钢对射线的吸收能力出现变化,使厚度的测量值也发生变化[2]。如果要确保X射线测厚仪测量精确,必须考虑被测带钢成分的变化(也称合金成分变化)对测量结果产生的影响。测厚仪必须对质量吸收系数和密度的乘积进行修正,采取对应的补偿方式才能够降低合金成分的变化对测量精度的影响。这种补偿是对线性吸收系数的修正,也称为合金成分补偿。
连退/热镀锌高强钢处理线XH100 射线测厚仪在设计时主要考虑了两种补偿:合金补偿和锌层补偿功能。
合金补偿:测厚系统包含了两种合金补偿的方法。第一种是合金系数及合金成分含量补偿,通过测量已知厚度的样板,得出补偿系数,然后根据上位机发送给测厚系统当前材料的合金成分,计算补偿量进行补偿。事先准备一块已知合金成分的(300mm×300mm 左右)钢种样板,用千分尺测量出其平均厚度x,在校正纯铁状态下(即合金补偿系数为1 的情况下),用X 射线测厚仪对上述样板进行测量,得到样板厚度y,进而得出一个修正合金成分补偿系数

在轧制这种带钢时,上位机下发给X 射线测厚仪合金成分百分比含量与样板合金成分百分比含量存在偏差,得到纠正系数K,因此最终的合金成分补偿系数为

在X 射线测厚系统中新建这个钢种代码,在合金成分表上输入上述样板合金元素百分比数,再输入上述手工修正系数A,正式轧制这种钢种时,测厚仪计算机会根据上位机传来被测带钢的合金成分,自动计算出被测带钢的纠正系数K 和最终合金补偿A1[3]。
第二种是合金曲线补偿。这种方法是通过测量3 块或以上已知厚度的不同样板,拟合补偿系数曲线进行厚度补偿。
锌层补偿:通过上位机下发锌层厚度,测厚仪实现带钢锌层厚度的补偿功能。
3.2 C型架测量单元的安装位置和辅助设施在工程设计中需要注意的问题
在工程设计中,测厚系统要达到稳定可靠的测量效果,仅仅通过选用高性能、高测量精度的设备是不够的,还要提供合适的测量环境条件,充分考虑外界环境对测量结果的影响。实际生产中,处理线张力、速度等变化会引起带钢在处理中心线的上下发生振动,甚至于使带钢的平面形状产生变化,减少带钢厚度检测的精确度。解决的途径是保持处理线整个张力控制的稳定,与此同时,在测厚仪前、后800mm 范围内各设置一根托辊,使带钢在高速运行的状态下进入检测区域时,使检测头与带钢间的位置保持相对稳定。在工程设计中,还需要根据现场具体的安装位置,在测厚仪C 形架测量单元的前后设计机械防撞框架等防护装置,以免在带钢堆钢等故障发生时撞坏C 形架的测量单元。连退/镀锌高强钢处理线出口测量设备较多,设备安装布置时还要避免测量设备之间的相互干扰。
X 射线测厚仪中的冷冻机是一种循环冷却设备。根据冷凝器的冷却方式,冷冻机分为风冷式和水冷式两种。风冷冷冻机一般采用集成在冷冻机内部的大功率风扇对冷凝器进行降温,相比水冷式冷冻机省去了冷却塔及管道系统,避免了冷却水质差等原因造成冷凝器结垢、水管堵塞这些问题,但风冷式冷冻机对环境的要求较高,一旦外部环境温度超过40℃就会使冷凝的效率大大降低。本次设计,根据现场的使用环境,连退/热镀锌高强钢处理线采用了水冷装备。根据以往冷轧处理线使用后经常出现冷却水流量降低的问题,本次将水冷连接管由以往的Ф8 管改为DN15的不锈钢管路,减少因水质不好导致水箱及管路内随着使用时间发生结垢量增大、流量下降的问题。
X 射线高压电源是X 射线测厚仪的重要部件之一,它能产生几万伏至几十万伏的高压,同时需要提供独立可调的3V ~12V 灯丝电源,并要求稳定性在0.1%以内。首先,是将220VAC 通过滤波整流后转换成320VDC,然后进行斩波,变成20V ~320V 的可调直流电源,再逆变成交流电源输出给高压变压器,经过高压变压器得到倍压整流电路的初始电压,最后通过倍压整流将输出电压提高至万伏级别。此外,X 射线产生还需要独立可调的灯丝电源,通过反馈回来的管电流和灯丝电流与对应的设定值进行PI 运算,最终得到设备需要的管电流。要保证高压电源的精度和稳定性需要考虑以下5 个方面:一是高压变压器的设计,需要对其能量传输问题、绝缘问题、自激震荡问题进行充分实验并特殊处理,使其适应耐压、漏感、损耗、高频的复杂环境;二是灯丝变压器的设计,由于使用的是负高压,对灯丝骨架的绝缘要求至少要满足系统最大高压值1.5 倍的耐压;三是倍压整流电路设计,其中对电容的耐压和稳定性有极大的要求,这是高压电源成败的关键;四是采样电路的设计,电阻的精度和温漂是高压电源重复性和可靠性的保障;最后是控制电路的设计,核心原理就是PI 调节,这需要经过无数次模拟及反复实验才能得出最佳方案。
3.3 与处理线自动化数据接口及软件设计
XH100 射线测厚仪采用贝加莱所研发的X20 系列的PLC 作为测量控制器,它是整个测厚仪系统的数据处理中心,能够计算出测量厚度,同时完成所有功能并实现操作站和上位机的通讯。以太网交换机将操作站和控制器连接到一个局域网内,控制器和操作站之间采用TCP/IP 协议通讯。测厚系统提供多种方式的通讯接口与协议,本次采用上位机通过Profibus-DP 方式与测厚仪进行通讯。通讯协议包括钢卷相关参数设定值、测量结果等。此外,某些重要的信号如急停信号、超差报警、带材速度、厚度测量值采用点到点硬线方式进行连接。
4 结束语
XH100 射线测厚仪系统自实施以来,总体运行稳定、可靠,设备性能和精度得到保证。对样板的4 个方面进行了考核:测量重复性、测量精度、测量漂移和测量噪声。测量重复性与静态精度均能保证为样板厚度的±0.1%或±0.5μm;测量漂移能保证厚度测量值变化在样板厚度的±0.1%或±0.5μm;测量噪声在10ms积分时间和300mm 气隙下,指定厚度的2s 噪声值小于以下数值:带钢厚度为0.50mm 时为±0.73μm/0.145%,带 钢 厚 度 为1.00mm 时 为±1.28μm/0.128%, 带 钢厚 度 为1.50mm 时 为±2.01μm/0.134%, 带 钢 厚 度 为2.00mm 时 为±2.98μm/0.149%, 带 钢 厚 度 为2.50mm时为±4.44μm/0.177%;测量噪声在100ms 积分时间和300mm 气隙下,指定厚度的2s 噪声值小于以下数值:带 钢 厚 度 为0.50mm 时 为±0.28μm/0.056%, 带钢 厚 度 为1.00mm 时 为±0.45μm/0.045%, 带 钢 厚 度为1.50mm 时 为±0.67μm/0.045%,带 钢 厚 度 为2.00mm时 为±0.96μm/0.048%, 带 钢 厚 度 为2.50mm 时 为±1.41μm/0.057%。
