竹浆纤维纱与聚乳酸纱交织物的开发
2020-03-17张五九范永刚赵纪卫胡雨晴
张五九 范永刚 赵纪卫 胡雨晴
(际华三五四二纺织有限公司,湖北襄阳,441002)
目前,竹浆纤维、莱赛尔、莫代尔等纤维被广泛应用在家用纺织品上,而聚乳酸纤维由于存在脆性大、纱线强力遇高温变低、纺纱和织造中难度较大等问题,在市场上的应用不多。家纺面料中的格子类花纹织物大都以缎纹格、斜纹格为主,织物的形成原理是利用缎纹组织、斜纹组织正反面相互交替织造而成;其他格子类的家纺装饰织物也大同小异。这种格子类花纹织物反面组织凹下去,正面组织凸出来,导致织物表面的平整性较差,且织物品种比较单一。为迎合现代消费者的环保需求,我们开发了一款竹浆纤维纱与聚乳酸纤维纱交织物,本文将其生产要点总结如下。
1 产品设计思路及织物规格
设计一种新型组合的方格花纹织物,以解决目前市场上方格花纹织物较单调的问题。利用平纹和五枚三飞缎纹两种组织的特点,使织物表面平整顺畅,手感饱满,解决现有条纹、格子类花纹织物表面正反组织不在同一水平面的问题,对不同组织采用不同的纬密并选配合理的上机织造工艺,使布面质量和生产效率得到保证。用平纹组织代替常规的缎纹反面组织,可充分发挥聚乳酸纱的良好特性。经纬纱根据两种纤维各自的特性以及环保的角度出发进行合理的搭配。经纱选用竹浆纤维9.8 tex纱,纬纱选用聚乳酸纤维9.8 tex纱。
竹浆纤维是从竹子中提取的再生纤维素纤维,具有吸湿、透气、抗菌、绿色环保等优点,竹浆纤维9.8 tex纱在我们公司使用的时间较长,纺纱、浆纱等工艺较成熟,我们选其做经纱。聚乳酸纤维是从玉米陈粮、木薯等植物中提取淀粉,经益生菌发酵转化为乳酸聚合纺丝而成的纤维。
聚乳酸纤维具有抗菌、防螨、pH值与人体肌肤接近、与皮肤有良好的亲和性、柔软保暖且透气等性能,是难得的环保纤维。同时,因为聚乳酸纤维较脆,抗弯性能差,其最大的缺点是耐热性差,所以在浆纱过程中浆纱机浆槽和烘筒的高温会影响该纱的物理及力学性能,纱线强力下降较多[1]。因此选聚乳酸纤维9.8 tex纱做纬纱使用。因为该产品织造难度较大,经纬纱都采用集聚纺纱。
竹浆纤维9.8 tex纱质量指标:断裂强力138.5 cN,断裂伸长率9.6%,条干CV值13.5%,-50%细节10个/km,+50%粗节25个/km,+140%棉结134个/km。聚乳酸纤维9.8 tex纱质量指标:断裂强力132.1 cN,断裂伸长率19.7%,条干CV值13.2%,-50%细节11个/km,+50%粗节12个/km,+140%棉结42个/km。
织物采用平纹和五枚三飞缎纹两种组织形成组合方格织物。织物经密756根/10 cm,幅宽325 cm。经向:180根五枚三飞缎纹加上20根平纹,五枚三飞缎纹部分每筘6入,平纹部分采取双经,即每个综眼穿2根纱,每筘4入。纬向:100根双纬五枚三飞缎纹,纬密405.5根/10 cm;8根双纬平纹,纬密263.5根/10 cm。钢筘型号127齿/10 cm。织物总经根数24 624根,每边15根边纱。
组合方格花纹织物生产步骤:整经→浆纱→穿筘→织造。织物组织设计图和反织纹板图如图1和图2所示。
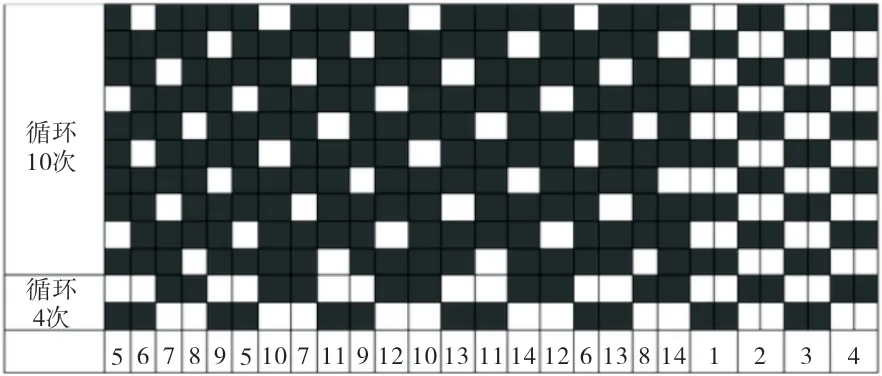
图1 织物组织图

图2 上机织造反织纹板图
2 生产过程及关键技术
2.1 整经工序
整经工序的关键是保证纱线排列、卷绕和张力均匀。经纱采用质量好且形体一致的筒纱,以保证纱线退绕张力一致。CGGA 114B型分批整经机将竹浆纤维9.8 tex纱从原筒子纱上引出组成一幅纱片,使张力均匀的经纱相互平行卷绕;通过调整整经张力圈,控制整经张力[2]。整经机车速控制在550 m/min。整经头份684根×18个经轴。
2.2 浆纱工序
在HS-40型浆纱机上采用双浸双压上浆。浆纱压浆力偏大掌握,控制在30 k N;浆槽温度控制在90℃~92℃之间;预烘烘筒温度控制在95℃~105℃之间为宜,否则会因纱线被烘燥时间过长而在烘筒表面形成大量浆皮,影响浆纱的质量;主烘筒温度偏低掌握,控制在90℃~95℃之间,避免纱线过度烘干而造成在浆纱机机头筘齿前较多的断头;同时,纱线的回潮率偏大控制,在11%~12%之间为宜,避免浆膜发硬发脆,从而造成落浆;浆纱伸长偏小控制,既要提高纱线强力,也要保证纱线伸长;控制好车速,匀速开车,正常开车速度控制在50 m/min。浆纱后,竹浆纤维9.8 tex纱的强力由138.5 cN增加到了169.4 cN,强力增长率达22.3%;纱线伸长率由之前的9.6%降到了7.5%,达到了浆纱“增强保伸耐磨”的目的,为浆轴质量和织机效率奠定了良好的基础。
浆 料 配 方:25 kg GR-1297,87.5 kg CDDF330,10 kg LE胶水,3 kg蜡片,3 kg抗静电剂,后上蜡0.3%。浆纱生产具体相关技术参数:调浆体积730 L,调浆桶浆液黏度10 s~14 s,浆槽浆液黏度8 s~11 s。蒸汽压力0.6 MPa,上浆率13.0%,回潮率11%~12%。
2.3 穿综、穿筘工序
穿综、穿筘采用照图穿法。照图穿法参照图1。地组织穿法:5、6、7、8、9、5、10、7、11、9、12、10、13、11、14、12、6、13、8、14(180根纱9个循环,每筘6入)+1、2、3、4(20根纱5个循环,每筘4入)。边组织穿法:1、2、3、4顺穿,综框左右各15根纱,每筘5入。
2.4 织造工序
采用ZAX-340E型喷气织机配多臂开口机构。由于平纹和五枚三飞缎纹组织较难组合在一起,故采用反织法,将布面的反面放在表面;其上机反织图如图2所示。采用不同的纬密,其中五枚三飞缎纹部分纬密405.5根/10 cm,双纬平纹部分纬密263.5根/10 cm;再结合不同的每筘穿入数,使组合方格经纬向交接处松紧基本一致[3]。
织造五枚三飞缎纹部分时综框起伏变化比较缓和,但织造平纹部分时综框起伏变化较剧烈,经纬纱需不停地交织变化。将缎纹和平纹结合起来在同一个结构里织造,有较大难度。织缎纹部分的综框和织平纹部分的综框高度差异较大,容易出现经起圈等质量问题,故将缎纹部分采用反织工艺,配合平纹部分织造。
织机具体上机工艺:第1页至第4页平纹组织综框高度78 mm、78 mm、86 mm、86 mm,第5页至第14页缎纹组织综框高度80 mm、80 mm、80 mm、80 mm、78 mm、78 mm、78 mm、76 mm、76 mm、76 mm;第1页至第4页开口量为90 mm、80 mm、65 mm、55 mm,第5页至第14页开口量为100 mm、95 mm、90 mm、85 mm、80 mm、75 mm、70 mm、65 mm、60 mm、55 mm[4]。开口时间290°,后梁高度80 mm,前后1格;停经架高度2格,前后位置为6格。送经时间310°,经纱张力2 800 N至3 200 N。采用小开口量、大张力。根据组织变化采取不同的综框高度;由于织物组织前4页为平纹组织、后10页为缎纹组织,综框工艺采用前4页平纹综框工艺、后10页采用缎纹综框高度。另外,织物经、纬向紧度都较大,采用高后梁工艺,送经量10 mm。产品的组织比较复杂,把平纹部分放在整个组织的前面织造,有利于保证织造过程中织口的稳定。
3 织造效果
通过技术人员采取一系列的技术攻关措施,最终织机效率达78%左右,车速450 r/min,十万纬经停15.2根,十万纬纬停20.5根,满足了织造的要求。织机下机一等品率88.5%。通过后整理修织,最终入库一等品率达99.2%,满足了用户的质量需求。
4 结束语
我们以竹浆纤维9.8 tex纱为经纱,聚乳酸纤维9.8 tex纱为纬纱,开发了一款方格交织物。通过合理选配经纬纱,有效结合平纹和五枚三飞缎纹的特点,设计花形组织图和反织上机图,不同组织采用不同纬密,使最终的织物平整顺畅,手感饱满。总结了整经、浆纱、穿筘、织造等工艺要点,重点优化了喷气织机上机织造工艺。开发的织物因采用竹浆纤维和聚乳酸纤维作为原料,具有吸湿、透气、抗菌、肌肤亲和力强等优点,完全迎合了现代消费者的环保需求。同时解决了以往类似常规格子花纹织物中经面、纬面交接两边凹凸不平的问题,用平纹组织及其合理的经纬密充当纬面组织,使得格子花纹织物不同组织之间的过渡平缓自然,坯布手感饱满舒适,可用于家纺床单、被罩等面料。
