半挠性印制电路板盲槽反控深揭盖工艺研究
2020-03-11陈志宇唐德众
陈志宇 唐德众
(通元科技(惠州)有限公司,广东 惠州 516000)
0 前言
半挠性印制电路板(Semi-flex PCB)是一种在刚性印制板的基础上制作出可进行局部弯折的印制板。工艺技术属于刚挠结合板工艺技术的一种,主要采用FR-4材料,把需要弯曲的地方铣薄,具备一定的柔性,既可以提供刚性印制板的支撑作用,又可以根据产品要求实现局部弯曲,包括 45°、90°、180°弯曲,满足各种类型三维组装的安装性能要求,与刚挠结合挠性板相比,制作成本低,可靠性高。
半挠性PCB弯曲区的常规制作方法主要三种控深铣法、开窗法、铣槽揭盖法,三种方法各有优缺点,对比见表1。
现针对半挠性PCB铣槽揭盖法进行优化研究。导入盲槽反控深的方式,通过正反两次控深,制作实验板评估盲槽反控深揭盖工艺应用于半挠性PCB的生产制作可行性,改善控深揭盖精度问题,提升制作良率。
1 工艺优化方案
弯曲区域两面均有导体图形的半挠板,弯曲区域板厚要求薄,在进行控深揭盖时常常会因为设备精度和板厚均匀性问题,铣刀触及到弯曲区域导致该处覆盖膜或者线路受损。采用激光切割设备进行揭盖精度有较大的提升,但也存在类似的问题,且成本较高。因此导入盲槽反控深的方式,研究及优化该方法的制作工艺流程,既保证良好的可加工性,又可确保弯曲区域表面的平整性、可靠性。

表1 半挠性PCB的三种常规制作方法对比
1.1 试验材料及设备
双面覆铜箔板(厚度≥0.5 mm)、不流动半固化片、数控铣床、深度测量仪。
1.2 优化方案
在控深揭盖的A芯板上正反两次控深铣,第一次控深铣在对应需控深揭盖位置的反面,在压合前预先控深铣一个盲槽。在压合后A芯板第二次进行控深揭盖的时候,因为反面已经预铣悬空,实际控深铣深度可以不接触到弯曲芯板,如此可确保弯曲区域处覆盖膜或者线路不会受损。为避免两次控深错位造成的毛刺,以下通过试验,获得正反两次控深对位精度能力(如图1)。

图1 盲槽反控深+正反两次控深铣方案示意图
1.3 控深铣软件设计
控深铣的软件程序设计两套,两套程序设定的铣槽大小,下刀点和收刀点位置,定位孔位置的选择保证一致。设定上下控深铣槽的深度分别,实验对比两次控深铣后效果见表2。
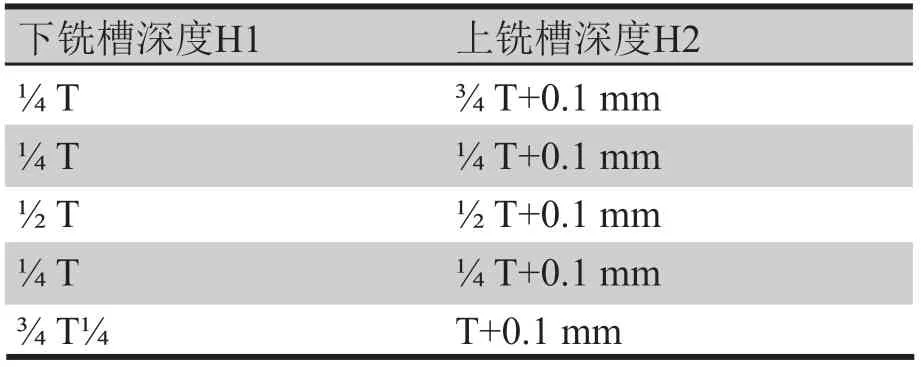
表2 上下控深铣槽的深度对品质影响的实验
1.4 控制要点
(1)A芯板与B芯板厚度及结构不对称,压合后A芯板控深位置与B芯板弯折连接处要吻合,需对A、B板涨缩进行分层预放。
(2)压合品质的好坏决定了半挠板制作的性能。适当的压合程式既可保证压合连接处的可靠性,又可避免半固化片的溢胶过大和填胶空洞。半固化片预开窗放大的尺寸为0.15~0.25 mm左右比较合适。压合对位采用热熔+铆钉方式。
(3)为保证上、下铣槽对准度满足±0.1 mm的要求,阻焊后固化后,对板件涨缩按±0.03 mm控制,使用CCD对位带自动涨缩功能的控深铣机生产。
1.5 试验结果
试验结果见表3。
从试验结果来看,试验方案3:上、下控深铣槽深度按板厚的一半设计效果最好,压合后板面较平整无明显凹痕,控深揭盖后上、下对齐度良好,无错位产生的毛刺和不平整现象。
通过全流程制作一个四层半挠性PCB对各项工艺技术进行实验,叠层结构如图2所示,PCB的结构由A板(控深芯板)、粘结层、B板(弯曲芯板)三部分组合成(如图2)。
2.1 实验设计工艺流程
实验设计工艺流程如下:
(1)半固化片开窗流程:开料→钻孔→激光切割→冲孔
(2)B板(弯曲芯板)流程:开料→钻孔→干膜→蚀刻→退膜→冲孔
(3)A板(控深芯板)流程:开料→钻孔→干膜→蚀刻→退膜→冲孔→反向控深铣→清洗→烤板
(4)主流程:压合(把填充物放入开槽位置)→化学前处理(去除外层棕化膜)→钻孔→沉铜/电镀→外层图形→外层AOI→防焊(此次丝印需要把弯折区域开窗显影出来)→内层前处理→防焊(此次防焊只丝印弯折区域)→正向控深铣(把L1-L2层开盖,取出填充物)→化学前处理(去除弯折区域的棕化膜)→表面处理→成型→ET→FQC
2.2 制作难点及对策
制作难点及对策见表4。
2.3 压合程式
料温保证固化温度>180℃,压板时间>60 min。下冷压后用钢板压2 h,上下各放钢板。压合程式见表5。

表3 工艺优化试验结果

图2 实验板叠层结构

表4 制作难点及对策

表5 NO Flow 半固化片压合程式
3 品质检测
按照上述实验方案,成功制作出半挠性板,做相应的品质检测。
3.1 产品各区域厚度
产品各区域厚度均满足客户要求,产品各区域板厚及对应区域(见表6、图3)。
3.2 弯折次数对电阻影响
对挠性区域导电线路图形分别进行平行错位抬高和 180°手动弯折测试所示(如图3)区域2弯曲区域长度为30 mm,180°弯折时弯曲半径约为9.5 mm;区域4弯曲长度为9.6 mm,180°弯折时弯曲半径约为3 mm。使用微电阻测试仪测量弯折 50、100、150、200 次后线路的电阻值,每种测量10 次,计算其电阻变化率,结果见图4,方法如图 5所示。测试结果导线电阻变化率小于0.9%,电阻变化率满足≤1.0%要求,可见200次的弯折对导电铜层的损害程度较小,不影响线路信号传输的一般要求(如图4、图5)。

表6 产品各区域板厚

图3 产品各区域位置

图4 弯折次数对电阻影响

图5 抬高和弯曲测试方法示意图
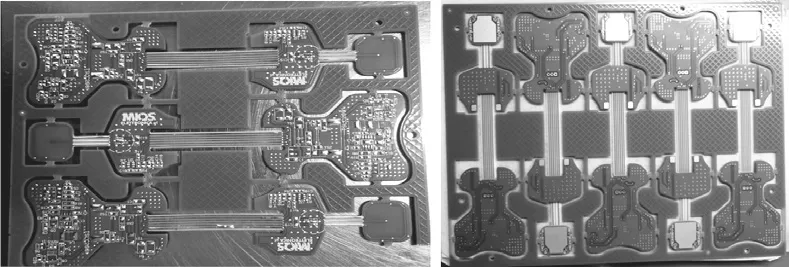
图6 测试样板

表7 可靠性测试及结果
3.3 可靠性测试
烘烤条件:150 ℃,至少1 h,测试样板如图6所示,结果见表7。
4 总结
通过优化设计和生产工艺的改进,导入盲槽反控深工艺制作样品各区域厚度均匀,按IPCTM-650检测方法,产品通过了热应力测试、无铅回流焊测试、可焊性测试等能满足客户的需求。刚挠结合处流胶量控制在+0.1mm以内且没有流胶空洞;耐多次弯折,自满足安装安装要求。
未来半挠性PCB的技术发展研发方向在于通过材料和工艺的改进,配合高精密的设备,如激光切割设备等,提供更薄的弯曲厚度,更高弯曲次数的产品以更好的适应和满足市场多样化要求。
