铝/钢异种金属旋转摩擦焊接研究现状
2020-03-01朱瑞灿赵衍华王浩秦国梁刘顺刚张凌东
朱瑞灿, 赵衍华, 王浩, 秦国梁,, 刘顺刚, 张凌东
(1.首都航天机械有限公司,北京 100076;2. 山东大学,济南 250061;3.中国电建集团核电工程公司,济南 250067;4.清华大学,北京100072;5.机械科学研究总院,北京 100044;6.火箭军驻北京地区第一军代表室,北京 100076)
0 前言
随着航空航天、汽车、船舶等工业的迅速发展,能源损耗和环境污染等问题日益突出,节能减排越发引起人们的广泛关注。铝合金具有质轻、比强度高、成本低等优点,是结构轻量化的主要结构材料;但单一铝合金有时候不能满足强度要求,铝合金/钢(铝/钢)复合结构能够充分发挥两种材料的性能优势,在降低重量的同时保证材料有足够高的强度等性能,在航天、石油石化、冶金、汽车等工业领域具有广泛应用前景[1],如航天大推力液体发动机铝/钢异种金属输送管路[2]、油气资源勘探开发用铝/钢异种金属轻量化复合钻杆[3]及LNG汽化器中铝/钢过渡管道接头等,均为典型的铝/钢异种金属管式焊接结构,而这些铝/钢复合结构的应用与开发都面临着铝/钢异种金属高强度、高可靠性焊接技术瓶颈。
铝/钢异种金属焊接是制备铝/钢复合结构的关键加工制造工艺,常规的铆接、螺栓连接等机械连接方法虽然可以实现铝/钢的连接,但存在气密性差、减重效果差等缺点,因此难以满足航空航天等行业对铝/钢复合结构的要求,需要合适的焊接工艺实现铝/钢异种金属高强度、可靠连接。
1 铝/钢异种金属焊接性分析
图1为Fe-Al二元合金相图[4]。表1为常温下铝与铁的物理性能参数对比[5]。从相图和表中数据对比,可以发现铝与铁的物理性能差异较大,使得了铝/钢异种金属熔化焊接性很差:①铝的熔点和密度比钢低,这导致铝先比钢熔化,当钢熔化时,液态铝浮在钢表面,结晶后焊缝成分不均匀,难以获得高质量的接头;而且在焊接过程中,铝易氧化形成Al3O2薄膜,使液态铝在钢表面的润湿能力降低,产生夹渣等缺陷,降低接头质量;②铝的热导率、线膨胀系数、弹性模量分别约为铁的3倍、2倍和0.33倍,相差较大,会使接头严重变形,并在内部产生较大的残余应力,易产生裂纹;③铝和铁在室温下几乎不互溶,因此在焊接时2种材料在界面容易产生Fe3Al,FeAl,FeAl2和Fe2Al5等脆硬的金属间化合物(Intermetallic compounds,IMCs),使接头的塑韧性降低。
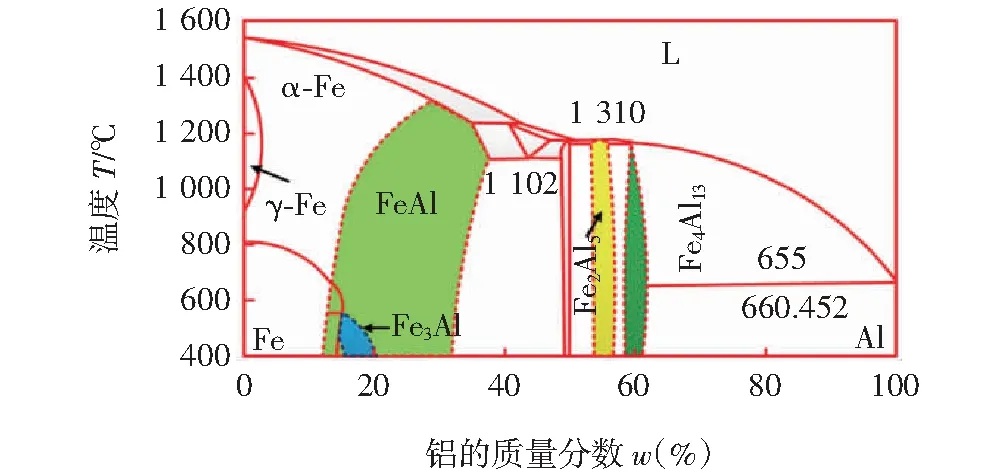
图1 Fe-Al二元相图

表1 常温下铝与铁的物理性能参数对比
因此,铝/钢采用传统的熔化焊接时会产生大量脆硬的金属间化合物,难以获得优质的接头,但因铝/钢复合结构能够满足某些特定的使用要求,有着广泛的应用前景,引起了国内外研究者的广泛关注。
摩擦焊作为一种固态连接工艺,热输入低,在异种材料连接方面有着其它焊接工艺难以取代的优势。近些年来,国内外学者针对铝/钢摩擦焊展开了较多的研究。
2 铝/钢异种金属旋转摩擦焊接研究现状
摩擦焊是一种利用工件接触摩擦产生的摩擦热和塑性变形能作为焊接热源实现材料连接的固相连接技术,具有优质、高效、节能、无污染等优点。摩擦焊接过程中母材保持固态,能够有效控制界面处金属间化合物形成和生长;同时还能够降低焊接应力,减小裂纹产生的倾向,是实现铝/钢高质量连接的有效方法。
旋转摩擦焊是两个回转体在相对旋转运动过程中在摩擦压力的作用下,依靠两个工件摩擦产生的热及材料塑性变形能,使界面附近材料温度升高达到塑性状态,并在摩擦压力作用下被挤出形成飞边,通过界面元素的扩散及再结晶等冶金反应形成接头的焊接工艺方法,主要分为连续驱动摩擦焊和惯性摩擦焊。
2.1 连续驱动摩擦焊
连续驱动摩擦焊是旋转端工件在电动机的直接带动作用下旋转,其特点是焊接过程中旋转速度保持恒定,其焊接过程示意图,如图2所示[6]。
国内外很多研究人员开展了铝/钢连续驱动摩擦焊接头组织性能的研究。Torun[7]研究发现,在保持摩擦压力、顶锻压力和顶锻时间不变的情况下,7075铝合金/316L不锈钢连续驱动摩擦焊接头抗剪强度随摩擦时间的增加而显著提高,如图3所示。

图2 连续驱动摩擦焊过程

图3 接头和母材的抗剪强度
Deepak等人[8]及Paventhan等人[9]分别采用响应面分析法研究了铝/钢连续驱动摩擦焊接工艺参数对接头性能的影响。认为摩擦压力是影响接头拉伸性能的主要因素,接头抗拉强度会随着摩擦时间和顶锻压力的增加呈现出先增加后降低的趋势,随着摩擦压力和顶锻时间的增加呈现出先降低后增加的趋势,6082-T6铝合金/AISI304不锈钢连续驱动摩擦焊接头最大抗拉强度可达213 MPa。Sahin等人[10]研究认为,摩擦压力和摩擦时间的比值比顶端压力和顶锻时间的比值对接头抗拉强度的影响更大。然而,对于铝合金/碳钢异种金属连续驱动摩擦焊接,Khalfallah等人发现顶锻压力和时间对接头抗拉强度的影响大于摩擦压力和时间,旋转速度对接头强度影响较小,图4为拉伸断裂后试样[6]。
Kimura等人[11-13]开展了大量的铝/钢连续驱动摩擦焊接试验,在优化的焊接工艺参数下可获得强度与铝合金母材相当的A6063铝合金/304不锈钢连续驱动摩擦焊接头,图5为接头形貌及焊接过程中摩擦扭矩演变[11]。纯铝/AISI304不锈钢连续驱动摩擦头强度约为铝母材的80%,而纯铝/低碳钢连续驱动摩擦焊接头强度可达纯铝母材的93%,拉伸试验时断在靠近界面的铝合金一侧的软化区,图6是拉伸试验后的接头形貌[13],提高顶锻压力后,铝合金软化区变窄,拉伸试验断在远离软化区的纯铝侧,认为由于包辛格效应(Bauschinger effect),获得的接头无法达到母材强度的100%。

图4 拉伸断裂后试样

图5 接头形貌及焊接过程中摩擦扭矩演变

图6 拉伸试验后的接头形貌
Vyas等人[14]同样研究了AA6063铝合金和304L不锈钢异种金属管连续驱动摩擦焊,对试样进行了射线照相法测试、液体渗透检验、热冲击试验和氦泄漏试验,试验结果表明获得的接头性能良好,热冲击试验后,试样的真空效果改善。
对于铝/钢焊接来说,其核心和重点是通过对焊接过程组织调控来获得良好的性能。Kimura等人[15]分析A6063铝合金/SUS304不锈钢管连续驱动摩擦焊接头组织,如图7所示[15],当摩擦时间t1=0.4 s时,虽然界面发生扩散,但线扫结果在界面并未形成一个平台,认为并没有形成IMCs层,而在摩擦时间t1=1.6 s界面发现25 nm厚的IMCs层。
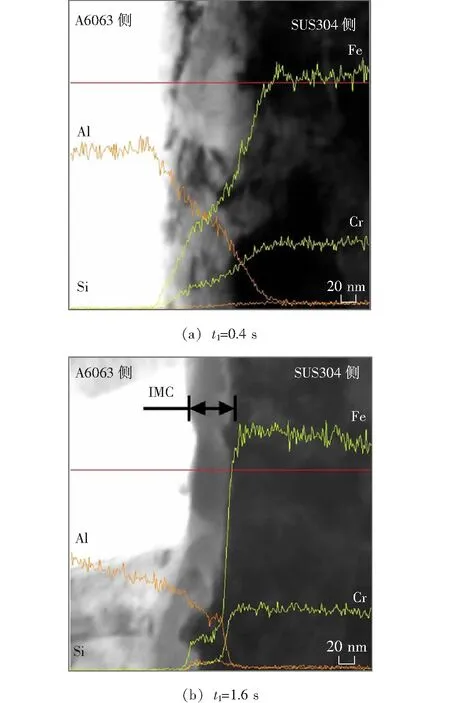
图7 不同摩擦时间时接头界面TEM图和EDS结果
Fukumoto等人[16-17]通过TEM观察5052铝合金/304不锈钢连续驱动摩擦焊接接头,发现界面存在非晶层以及非晶/晶体堆叠层,如图8所示[18],认为非晶层是在高温下机械合金化和固态反应生成的,非晶层为金属间化合物生成前的中间相;当界面不存在未结合区域,以及生成薄的IMCs层时,可获得优质的5052铝合金/304不锈钢连续驱动摩擦焊接接头。Fukumoto等人[18]还研究了1050铝合金在连续驱动摩擦焊过程中的动态再结晶现象,认为随着摩擦时间的增加近界面铝合金晶粒尺寸增大、硬度降低,同时因为界面边缘温高于界面中心区域,界面边缘的晶粒尺寸大于界面中心区域。

图8 不锈钢和反应层之间的堆叠层
与Fukumoto观点相似,Shubhavardhan等人[19]认为顶锻时间较短时会在AA6082铝合金和AISI304不锈钢连续驱动摩擦焊接头界面中心产生一个未结合区域,IMCs层随着顶锻时间的增加而变厚,超过一定厚度后会对接头造成不利影响。同样,Koushik等人[20]获得的H30铝合金/BS970碳钢连续驱动摩擦焊接头在界面中心区域强度低,元素扩散不充足,未实现冶金结合,强度约为177.8 MPa。
大部分学者认为界面生成较薄的IMCs层时,可以获得优质的接头。Yilba等人[21]认为接头界面存在0.1~1 μm厚的IMCs层时,可以获得优质的接头,当厚度超过这个值时,IMCs层在界面分布不均匀,在1/2半径区域比较厚,在中心和边缘区域较薄。Herbst等人[22]研究了焊后热处理对AW6082铝合金/20MnCr5钢连续驱动摩擦焊接头的影响,500 ℃保温50 min,60 min的接头强度比焊态接头的强度提高了20%,图9为不同热处理状态下的接头强度[22]。IMCs层随着保温时间的增加逐渐变厚,当IMCs层厚度低于2 μm时,可获得达到母材强度80%的接头。

图9 不同热处理状态和焊态接头的抗拉强度的平均值
冯健等人[23]通过对连续驱动摩擦焊得到的7A04铝合金/304不锈钢接头进行焊后热处理,发现400 ℃×3 h退火后,接头抗拉强度从114 MPa提升到175 MPa,由脆性解理断裂变为韧性加脆性混合型断裂。退火处理后Al,Fe元素扩散更显著,Mg等元素扩散距离也有所增加,扩散层厚度由2.5 μm增长到2.8 μm左右,界面的IMCs层由AlFe相变为AlFe和Al6Fe相。Wei等人[24]采用连续驱动摩擦焊实现了纯铝/纯铁焊接,当摩擦压力为20 MPa时,界面无IMCs层,随着摩擦压力增大,界面逐渐出现不连续且不均匀的IMCs层,如图10所示[24]。

图10 不同摩擦压力下铝/铁焊接区域冶金反应层的微观组织
一些学者还研究了焊前工件表面状态及形状对接头性能的影响。Rutherford等人[28]展开了6061-T6铝合金/C45碳钢惯性摩擦焊接研究,认为钢侧表面比较粗糙时可以显著提高接头强度。Ashfaq等人[29]研究了不同钢侧端面形状(外锥形、内锥形、平齐)对铝/钢连续驱动摩擦焊接头的影响,端面形状如示意图11所示[29],外锥角度15°时获得的接头强度最高,优于平齐端面,此角度下的端面既能够产生足够的热量也能为杂质、IMCs随着铝的流动挤出提供合适的路径,但外锥角度过大时,获得的接头强度低于平齐端面。Wan等人[30]研究了钢侧端面坡口对AA6061铝合金和AISI316L钢连续驱动摩擦焊接头组织性能性能的影响,与钢侧不开坡口相比,在钢侧开15°坡口,界面IMCs层厚度从1 μm降低到0.3 μm,接头抗拉强度提高到166.32 MPa,断后伸长率提高到9.47 %,分别提高了16.15 %和745.5%,如图12所示[30]。

图11 不锈钢棒形状示意图

图12 试样的抗拉强度和断口伸长率
Irawan等人[31]研究了钢侧倾角和顶锻压力对A6061铝合金/S15C钢连续驱动摩擦焊接头性能的影响,发现钢侧开倾角可以提高接头的性能,当倾角为30°时,获得接头的强度最大。顶锻压力的增加同样可以增加接头的强度。Ambroziak等人[32]研究了钢侧不同端面形状对AlMg3铝合金/X10CrNiTi189奥氏体不锈钢连续驱动摩擦焊接头的影响,端面形状如图13所示[32],认为端面形状的改变并不能消除界面IMCs,圆锥形状端面可以在一定程度上改善接头的弯曲性能。

图13 AlMg3铝合金/X10CrNiTi189不锈钢接头形状示意图
部分学者还尝试添加中间层金属改善接头的性能,Ambroziak等人[32]采用镍作为中间层金属,使AN40铝合金/42CrMo4钢连续驱动摩擦焊接头的抗拉强度从100 MPa提高到211~235 MPa。Reddy等人[33]通过添加中间层作为扩散壁垒来限制脆硬的Fe2Al5相的生成,发现添加Cu和Ni中间层时,会生成脆硬的CuAl2和NiAl3相,添加Ag作为中间层时能有效避免脆硬相的生成,此时弯曲角可达100°,图14为接头界面中间区域显微结构图[33]。

图14 接头界面中间区域显微结构
Meshram等人[34]认为6061铝合金中存在的Mg会促进AA6061铝合金/AISI4340钢连续驱动摩擦焊时Fe2Al5金属间化合物的生成,通过在AISI4340钢电镀20 μm厚的Ag中间层,在界面生成Ag3Fe2,Ag2Al和Ag3Al等具有一定韧性的Al-Ag基金属间化合物代替脆硬的Fe-Al基金属间化合物,有效改善了接头的强度和韧性。Kannan等人[35]还发现添加银中间层可以有效减小6061-T6铝合金/AISI 304不锈钢连续驱动摩擦焊中铝侧软化区厚度。
由于A7075铝合金/低碳钢的连续驱动摩擦焊接形成的A7075铝合金飞边开裂现象严重,同样参数下的部分接头飞边的裂纹会裂到接头界面,对接头强度造成不利影响,Kimura等人[36]采用纯铝作为中间金属有效解决了A7075铝合金飞边开裂问题。接头强度可达低碳钢母材的71%,在界面未发现任何未焊接区域或者IMCs层,如图15所示[36]。
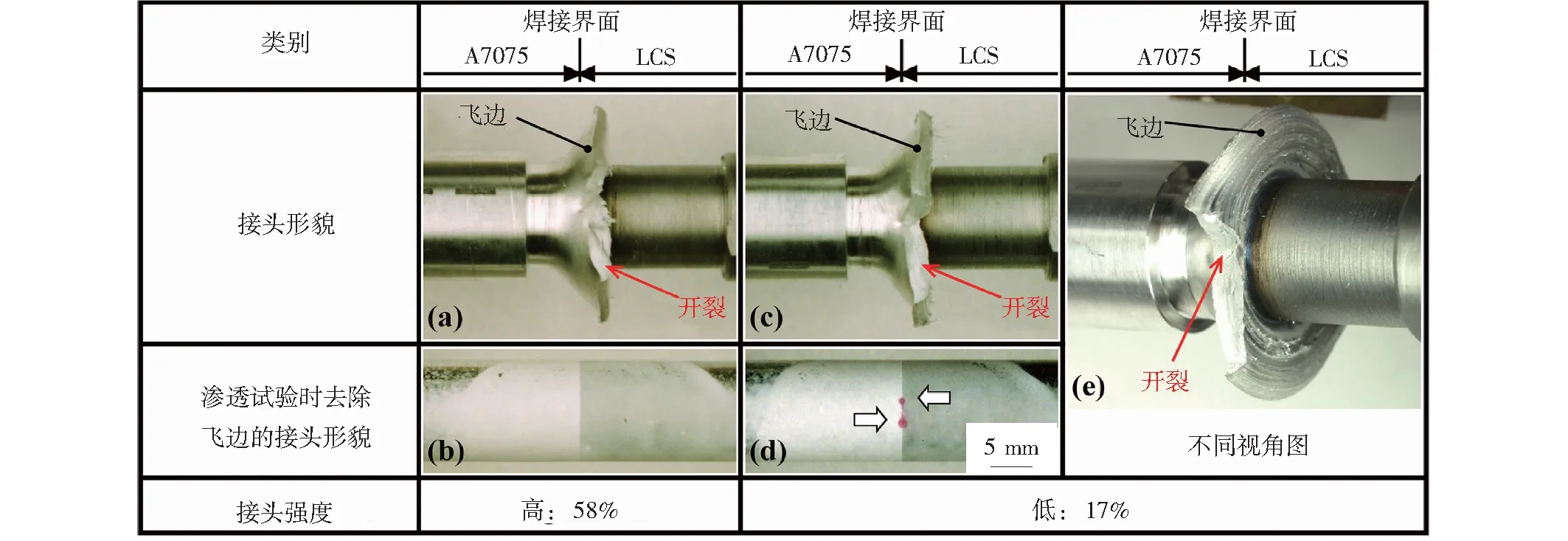
图15 A7075铝合金/低碳钢接头形貌
Dong等人[37]研究了AA5052铝合金/304不锈钢连续驱动摩擦焊接头径向方向的不均匀性,不同直径的拉伸试样如图16所示[37],发现随着拉伸试样半径的减少,抗拉强度呈现出先降低后增加的趋势,在R/4半径区域的接头强度可达铝合金母材的99.51%。

图16 不同直径的失效接头
从国内外研究来看,目前主要采用优化焊接工艺参数来调控IMCs生成及其数量和分布。
2.2 惯性摩擦焊接
惯性摩擦焊是由电动机带动飞轮和工件转动,飞轮达到预设转速后,飞轮与电动机脱离的同时进给端的工件在轴向摩擦压力作用下运动,工件接触摩擦产热,飞轮减速,将储存在飞轮中的动能转变为热能,摩擦热使界面迅速升温达到塑性状态,在轴向摩擦力作用下材料被挤出形成飞边,实现材料连接的工艺,其焊接过程如示意图17所示[38],具有热输入集中、能量控制准确等优点,可以较好地控制铝/钢界面上脆硬Fe-Al IMCs 层厚度。

图17 铝/钢惯性摩擦焊接过程示意图
目前关于铝/钢惯性摩擦焊接的研究相对较少,首都航天机械公司[39-40]先后开展了LF6铝合金/1Cr18Ni9Ti不锈钢和2219铝合金/304不锈钢惯性摩擦焊工艺研究,获得接头强度分别达210 MPa和235~300 MPa,其中前者断在铝合金侧,后者断在铝/钢面或铝合金侧,表明获得接头力学性能良好。在靠近界面铝合金侧发现了细晶区和拉长晶区,认为在细晶区发生回复再结晶,铝合金高导热率导致铝合金侧冷却速度大,细化晶粒来不及长大形成细晶区,在摩擦界面发现Fe,Al元素扩散的过渡层。
马肖飞等人[41]在初始转速n=1 100 r/min和摩擦压力Pf=180 MPa的工艺参数下获得6061铝合金/304不锈钢惯性摩擦焊接头强度可达323 MPa,约为铝合金母材强度的94%。Taban等人[42]采用惯性摩擦焊实现了6061-T6铝合金/AISI1018不锈钢的连接,获得接头强度可达250 MPa,断裂在靠近接头的铝侧塑性变形区,界面发现平均厚度250 nm的IMCs层,主要由FeAl和Fe2Al5相组成,认为FeAl相的生成是工件紧密接触、铝侧大变形促进原子扩散克服活化能垒,图18为接头界面SEM及EDS分析[42]。

图18 铝/钢惯性擦焊接头界面SEM及EDS分析
Taban等人[43]还通过Gleeble3800热模拟试验机模拟6061-T6铝合金/AISI 1018钢摩擦焊接过程,分别在400 ℃,450 ℃和500 ℃保温1 s,2 s,5 s和10 s,只有在500 ℃保温5 s和10 s的试样在界面发现IMCs层的形成。发现焊态接头界面IMCs层厚度约250 nm,主要由富Fe的FeAl和富Al的Fe2Al5组成;而热机械条件下接头界面IMCs层约为350 nm,除了FeAl和Fe2Al5相外,还发现了FeAl3和FeAl6相。
3 铝/钢旋转摩擦焊接存在的主要科学问题
目前国内外对于铝/钢旋转摩擦焊展开了广泛的研究,获得的接头力学性能表现良好。但由于旋转摩擦焊接过程特点和铝/钢的热物性差异两方面造成了铝/钢异种金属旋转摩擦焊接头界面IMCs生成不充分、厚度不均匀的问题。旋转摩擦焊过程时间短以及界面的高速旋转不利于Fe,Al元素的扩散;径向上不同位置产热不均匀以及飞边的挤出导致界面不同位置IMCs分布不均匀;铝/钢界面检测的温度低于500 ℃,未达到Fe-Al发生冶金反应生成IMCs的温度条件。虽然旋转摩擦焊过程中不利于IMCs生成,但确实在界面上检测到了IMCs的生成,为了保证形成以Fe-Al IMCs为标志的可靠冶金结合及低成本高效开发铝/钢旋转摩擦焊接工艺,亟待解决以下科学问题:
(1)与其他的熔焊、钎焊过程不同,旋转摩擦焊是通过摩擦运动将机械能转化为热能和塑性变形能,摩擦界面附近发生温度场、应力应变场等热力耦合场的演变。因此,旋转摩擦焊接过程中热力耦合场为IMCs的生成提供的热力学物理环境复杂,铝/钢旋转摩擦焊过程中IMCs生成的热力学条件需要进一步研究明确。
(2)在旋转摩擦焊接时间短、温度低、界面高速相对运动等不利条件下,铝/钢旋转摩擦焊接过程中界面上依旧生成Fe-Al IMCs,摩擦界面及其附近剧烈的塑性流变是对IMCs生成的影响规律和机制也需要进一步的研究。
(3)为了获得高强度可靠的铝/钢旋转摩擦焊接头,需要开发相应措施工艺促进铝/钢摩擦界面上形成以Fe-Al IMCs为标志的冶金结合,并使IMCs层厚度均匀化。
由于以上科学问题没有解决,导致铝/钢摩擦界面形成高强可靠冶金结合的技术瓶颈无法有效突破,在铝/钢异种金属旋转摩擦焊接工艺开发过程中缺乏有效的理论指导,只能依靠试错的方法来一步一步改进工艺;另外,为了提高焊件合格率,采用厚壁管件焊接然后再加工成所需要的薄壁件,从而造成了成品合格率低、依靠数量来保证成品、材料浪费严重、生产效率低等突出问题。因而迫切需要对铝/钢旋转摩擦焊接热力耦合机制及其作用下IMCs生成机理与调控等核心科学问题进行了深入系统地研究,发展和完善铝/钢异种金属旋转摩擦焊接理论体系,从理论上对铝/钢异种金属旋转摩擦焊接技术开发形成有力支撑和指导。
4 结束语
从国内外研究来看,目前主要采用优化焊接工艺参数来调控IMCs生成及其数量和分布。对于铝/钢异种金属旋转摩擦焊接来说,研究揭示摩擦界面IMCs生成机理、相的组成、形态、分布等冶金行为,对铝/钢旋转摩擦焊接头组织性能调控具有重要意义,也是铝/钢异种金属复合焊接结构性能保证的理论基础。
