多杈不规则形状部件的自动计数系统研究
2020-02-29廖帮全白家伟
廖帮全 白家伟


摘 要:构建了一种利用红外光发射器、红外光接收器、单稳态电路、单片机、显示系统以及相应软件组成的多杈不规则部件自动计数系统。此系统具有体积小、反应灵敏、计数准确等优点。
关键词:自动计数;多杈;不规则;部件
中图分类号:TP39 文献标志码:A 文章编号:2095-2945(2020)07-0017-03
Abstract: An automatic counting system for irregular parts with multiple pitchfork is constructed, which is composed of infrared transmitter, infrared receiver, single stable circuit, single chip microcomputer, display system and corresponding software. The system has the advantages of small volume, sensitive response and accurate counting.
Keywords: automatic counting; multiple pitchfork; irregular; parts
引言
制造类企业对于自己每天甚至每个时段的实际生产数量需要有效掌控。针对不同的计数对象,目前已开发出多种不同的比较成熟的自动计数系统。比如,对无杈形状的部件,可以用摄像头拍照获取图像,再应用MATLAB等分析软件进行分析处理,从而实现部件的自動计数[1~2]。可以用光电传感器和PLC结合,由光电传感器将非电学量信号转换为电学量信号,并进一步转换成标准信号传送到PLC;主控设备PLC根据设计的程序,进行各种数据的处理,并将数据送上位机显示和处理,且能够接收上位机设定的参数进行相应的调整,从而实现部件的自动计数[3-4]。也可以利用可检测金属物体的涡流式接近开关,先让接近开关的振荡器产生一个变交磁场,当被测金属部件通过传动带经过接近开关,若金属部件进入接近式开关的感应范围时,在金属部件的金属内产生涡流,从而导致振荡衰减以至停振,利用该传感信号的变化实现自动计数[5]。还可以在单片机基础上实现自动计数[6-10]。
但是,对于多杈不规则形状的部件,使用常规的自动计数方法来进行自动计数时很可能发生较大的偏差,甚至发生计数失败,从而出现自动计数系统失效。比如,某个多杈不规则部件是抓取状的手掌形状的部件,它包含一个穹隆形状的手掌及五个弯曲形状的长度不一致的手指,对这类部件的自动计数,如果采用常规的规则部件的计数方法,由于部件本身摆放是随机的,当不同部位被自动计数系统探测到时得到的计数结果是不同的。举例来说,当常规自动计数系统探测到手掌时只计为1个部件,探测到全部手指时计为5个部件,探测到较长的3个手指时计为3个部件,等等。因此,对于多杈不规则部件的计数,有必要专门进行深入的研究。
1 硬件系统设计
对多杈不规则部件的计数,可以由电路系统、光路和软件三部分构成。其中电路系统和光路的构成如图1所示。当有部件经过光电转换系统上方时,部件将红外光发射器发出的红外光反射到红外光接收器,红外光接收器将输出一个对应的电信号;与没有部件经过时红外光接收器输出的电信号相比,有部件经过时输出的电信号相当于一个脉冲信号。此脉冲信号经过单稳态电路调整,可以形成一个负脉冲信号,并可以通过引脚传递给单片机进行分析和处理,单片机内部程序对该引脚高低电平的变化进行判断,并给单片机内部的计数器加1,然后将计数器的数值转化为字符串,传递给显示系统,就可以显示出当前的计数值。当下一个部件经过时,整个系统重复上面的处理过程,如此循环往复,从而可实现对多个部件的计数、显示。
当部件为多杈形状时,同一个部件经过光电转换系统时,有杈的部位能反射红外光,无杈的部位不能反射红外光,计数系统可能会根据接收到的反射回来的红外光的次数将同一个部件误计为多个部件。为解决此问题,需要在软件上进行处理,将一定时间内反射回来的红外光导致的电信号统一当成初始时刻的电信号,从而实现对多杈部件计数的单一化处理。
1.1 电路系统
电路系统由光电转换系统、单稳态电路、信号处理系统和显示系统组成。光电转换系统包括红外光发射器、红外光接收器;红外光发射器用于发射红外光,作为照射待计数部件的光源;红外光接收器用于接收红外光,将照射到其上的红外光信号变成电信号。单稳态电路在红外光接收器输出的电信号触发下,电路从稳态翻转到暂态,持续一小段时间后又返回到稳态。信号处理系统用于将单稳态电路输出的电平信号变化次数进行处理,根据一定时间内电平信号的变化次数在内部计数器上增加一定的次数,然后将总的计数值转化为字符串,传送给显示系统;信号处理系统由单片机和软件组成。显示系统用于实时显示信号处理系统传送的计数值。
我们实际采用的单稳态电路是555单稳态电路,单片机采用的是STC89C52单片机,显示系统采用的是LCD1602。
1.2 光路构成
光路构成可以采用红外光反射式或红外光遮挡式两种方式。图1中所示的光路为红外光反射式光路示意图,即当待计数部件出现时将红外光发射器发出的红外光反射到红外光接收器上;待计数部件不出现时红外光发射器发出的红外光不能照射到红外光接收器上。对于红外光遮挡式光路,待计数部件不出现时红外光发射器发出的红外光直接照射到红外光接收器上,当待计数部件出现时将红外光发射器发出的红外光遮挡住使其不能照射到红外光接收器上。无论反射式还是遮挡式,当待计数部件不出现时和出现时红外光接收器接收到的光是不同的,从而导致其输出的电信号也是不同的,根据对输出的电信号的分析可以逆向推断出待计数部件是否出现了,并在此基础上实现计数。
在红外光发射器前端设置限光筒是为了将红外光限定在一定区域,确保红外光能量比较集中;在红外光接收器前端设置限光筒是为了限定进入红外光接收器的光的范围,减小外部干扰。限光筒的口径和长度可以根据实际需要进行调节。
对于反射式光路或遮挡式光路的选择,其依据主要是部件的大小和部件移动方向。一般地,对于10mm及以下尺寸的部件,由于其尺寸较小,可以采用遮挡式,在其两端加上光发射装置和接收装置,整体尺寸不会太大,仍然比较紧凑。而对于100mm及以上尺寸的部件,如果采用遮挡式,将会使光电发射器和接收器之间的距离较大,整个光电系统显得较为臃肿,因而采用反射式较为合适。对于尺寸介于10mm到100mm之间的部件,遮挡式和反射式都可以考虑。另一个需要考虑的因素是,如果部件移动方向为竖直方向,采用遮挡式较为合适;如果部件移动方向为水平方向,采用反射式较为合适。
不失一般性,在我们实际搭建的系统中,我们采用的是红外光反射式光路,相关的讨论也基于此。对于遮挡式,逻辑类似,不赘述。
2 软件系统
软件设计首先需要完成的是初始化的工作,这包含单片机工作方式初始化和显示系统初始化两个部分。接着就是利用while循环去判断标志位,比如,可以设定标志位为高电平说明有部件通过,在该分支下进行计数器计数。计数完成后将数值转化为字符串,并將该字符串传递给显示系统(LCD1602)显示函数,将计数的结果通过该系统显示出来。
对于多杈不规则形状的部件,由于1个部件的多个分杈都可能反射光,将直接导致光电接收器会输出多个变化的电信号,后续处理结果会得到分杈数对应数量的增加,但实际上此时部件只有1个。为解决此问题,我们在软件中设置一个时间延迟,即当某个因素导致光电接收器输出的电信号发生变化时,在此延迟时间内再发生的电信号的变化不再进行计数。这样确保了该部件的某个分杈导致电信号发生变化后,后续的其它分杈引起的电信号的变化不被计数,从而确保此部件通过时计数器只显示增加1。当然,此延迟时间可以根据部件的尺寸、移动快慢、移动间隔大小进行调节,达到适应不同使用场合的目的。在我们搭建的系统中,我们设置延迟时间为1秒。程序示例如图2所示。
3 实验结果与讨论
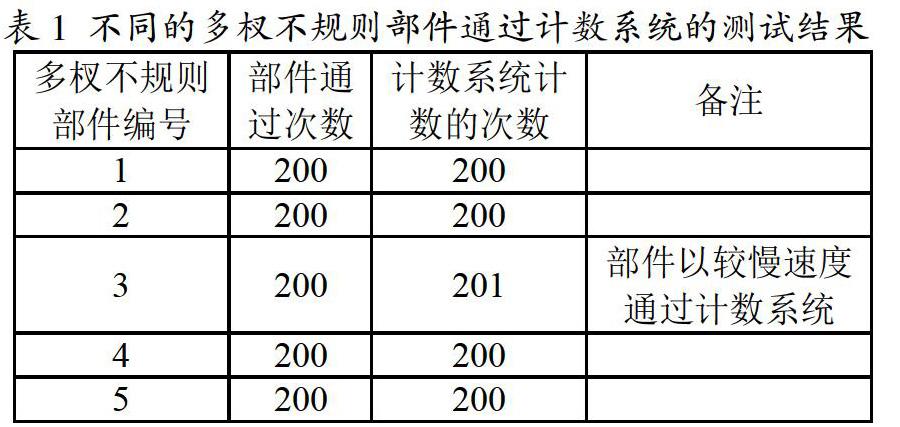
在搭建并调试好多杈不规则部件计数系统后,我们用5种不同的多杈的不规则部件对系统进行了测试,部件以不同的姿态、不同的方向、不同的轨迹在计数系统的光电转换系统上方通过,测试结果如表1所示。
从测试结果来看,总体上误差小于1%。出现计数偏差的原因是多杈不规则部件以较慢的速度通过计数系统时,系统会产生2次触发,从而计为2个部件;解决方案为,在程序上对灵敏度参数进行调节,针对部件不同的通过速度设置相应的灵敏度。
4 结束语
本文构建了一种利用红外光发射器、红外光接收器、单稳态电路、单片机、显示系统,并配以软件支撑的反射式多杈不规则部件自动计数系统。实验表明,不同的多杈不规则部件以不同速度、不同姿态、不同方向、不同轨迹经过计数系统时,计数误差小于1%。通过调节灵敏度参数,可进一步减小计数误差。此系统可以在多杈不规则部件计数时采用。
参考文献:
[1]田孟祥,张时龙,何友勋,等.1种快速高效的水稻谷粒自动计数方法[J].江苏农业科学,2014,42(2):64-66.
[2]沈素素,张振国,王磊.螺纹钢的自动计数分钢系统的研究[J].电子测量技术,2018,41(1):146-149.
[3]易铭.包装生产线自动计数装箱控制系统设计[J].佛山科学技术学院学报(自然科学版),2018,36(2):48-54.
[4]冯孔淼,万频,王福泉,等.微波炉喷粉生产线工件自动计数系统设计与实现[J].制造业自动化,2011,33(8):143-145.
[5]黄丹平,罗玉梅.新型焊条自动计数检测系统[J].仪表技术与传感器,2012(10):58-60.
[6]刘滨,刘琦.流水线自动计数系统设计[J].轻工科技,2014(3):50-51.
[7]应玉明.基于单片机控制的工件自动计数系统设计[J].机电工程技术,2011,40(7):47-49.
[8]谭建勋.水泥生产线高精度自动计数仪表的设计与实现[J].现代商贸工业,2011 (10):129.
[9]雷媛媛.红外自动计数电路的设计与应用[J].电子世界,2015(11):147-148.
[10]闫立平,李鹏.煤矿下井入罐人数自动计数装置的设计及应用[J].煤矿机械,2012,33(2):201-202.
