100m3贮罐球拱顶的失稳修复
2020-02-07
(浙江镇洋发展股份有限公司,浙江 宁波 315204)
常压容器是食品、医药、石油和化学工业等行业中应用最广泛的贮存设备之一。由于其设计压力较低,壁厚较薄,因此在使用中,常常发生吸瘪失稳现象。某公司一台100m3立式圆柱平底球拱顶烧碱常压不锈钢贮罐,在一次对与其相连的氢气高空放空管道系统检修作业后因操作失误发生了贮罐拱顶被严重吸瘪凹陷现象。本文以该贮罐为例,分析贮罐拱顶失稳凹瘪的原因,探讨修复的方法。
1 设备简介
该台常压不锈钢贮罐全容积为114m3,工作介质主要为烧碱溶液,贮罐本体结构为平底,圆柱形罐身和自支撑式球拱顶结构,拱顶顶板间为搭接形式,拱顶与罐身以包边角钢相联。贮罐总高4205mm,其中直筒体高3000mm,罐体内直径6700mm,球拱顶曲率内半径为8040mm,弦高733mm,罐壁、罐底和罐顶名义厚度均为6mm,实测厚度为5.7-5.8mm,材质为S30408,其弹性模数E值为1.95×105MPa,许用应力[σ]=137MPa,屈服极限σ0.2=206MPa,σb=520MPa,该设备技术特性见表1。
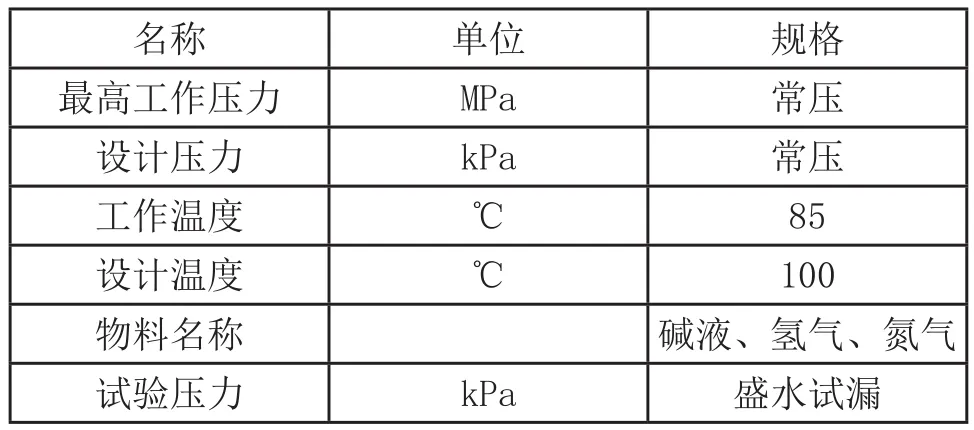
表1 设备技术特性表
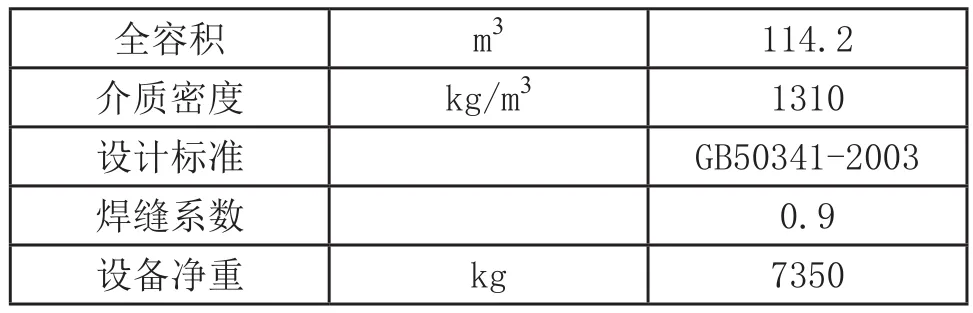
全容积 m3 114.2介质密度 kg/m3 1310设计标准 GB50341-2003焊缝系数 0.9设备净重 kg 7350
2 失稳发生过程及原因
失稳发生在大修期间。在停车过程中,该罐装满了离子膜电槽排空的碱性液体,在检修该罐外接的氢气高空放空管路系统时,用盲板将放空管路和罐顶放空口进行隔离,但在检修完毕后未及时抽出盲板,而岗位操作工未经确认即启动输送泵将碱液送至后系统用于氯气吸收,从而导致贮罐球拱顶被吸瘪变形。失稳变形情况如图1所示。

图1 拱顶失稳凹瘪情况
3 罐顶失稳修复方案及相关计算
贮罐失稳凹瘪变形后,如果修复措施得当,贮罐一般能恢复原状并可继续使用。修复的方法有挖补更换法、机械拉拽或撑顶法、充气补压法、注水加压法、注水静压法等。
为了尽快修复罐顶,使碱罐处于正常备用状态,根据贮罐的失稳状态和失稳罐顶钢板变形状态,判定引起罐顶吸瘪时的真空度小于罐壁失稳时的临界外压。据文献[5][6]介绍,外压引起的贮罐失稳往往是由瞬时外压控制,在一定范围内失稳是完全弹性的。故决定尝试采用向罐内灌注自然水进行修复。修复过程中,确保以下几个修复原则:
(1)罐底、罐壁和罐顶材料不产生塑性变形;
(2)罐底、罐壁和罐顶两两间的连接焊缝强度在许可范围内。
3.1 按罐顶承受外压确定修复时的注水高度范围
按罐顶吸瘪失稳外压来反算所需修复时的注水高度。
3.1.1 最大注水高度
最大注水高度可由小挠度弹性稳定理论得到的球壳临界压力经典公式计算。
按文献[1]式(3-61),因此罐顶吸瘪时的失稳临界压力为:

式中:S0为罐顶的计算厚度,取实测厚度,mm;R为罐顶的曲率中面半径,mm。
故最大注水高度对罐顶产生的水柱静压不能超过上述Pcr。
3.1.2 最小注水高度
根据球壳失稳试验结果,球壳临界压力实验值要比由小挠度弹性稳定理论得到的经典公式计算得到理论数据小得多,故按文献[1]式(3-62)计算得到的许用外压来确定最小注水高度:

式中:S0为罐顶的计算厚度,这里取实测厚度,mm。Ri为罐顶的曲率内半径,mm。
故最小注水高度对罐顶产生的水柱静压不能低于上述[Pmin]。
3.2 按罐顶承受内压计算修复时的允许最大水柱高度
按文献[2]式(3-12)和文献[2]式(5-7)来求得罐顶最大允许内压,从而得到修复时的罐顶最大允许水柱高度。
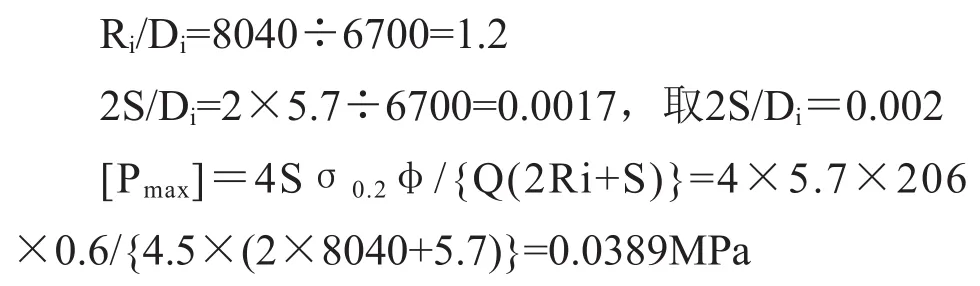
式中:φ为焊缝系数,取φ=0.6;Q为系数,由文献[2]图5-5并按外插法查得,Q≈4.5;
综上所述,罐顶修复时的灌水高度应在0.79-3.89m之间。
3.3 按修复时的允许最大水柱高度校核罐体强度
根据前述计算,修复时的允许最大水柱高度为3.89m,加上罐体高度的水柱压力,即为罐体底部在修复时可能承受的最大内压力,故Pw=0.0689MPa。
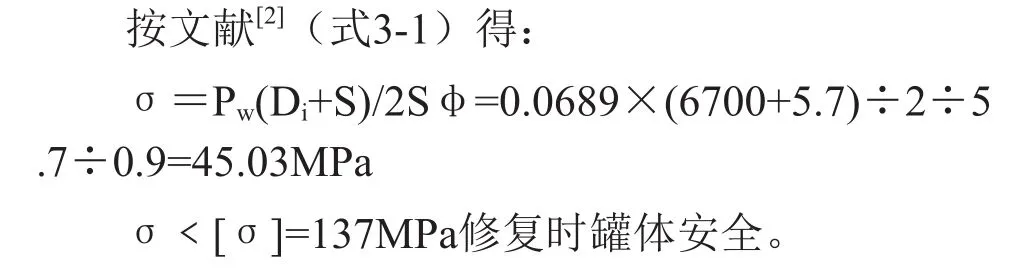
式中:Di为罐体内径,mm;φ为焊缝系数,取φ=0.9
3.4 校核修复时罐顶、罐体、罐底间的连接焊缝强度
修复时,罐顶、罐体、罐底间的连接焊缝主要承受内压引起的轴向拉力,焊缝中产生的应力以剪应力为主。
轴向拉力:F=π(Di/2)2[Pmax]
焊缝截面积:A=π(Di+2S)S
剪应力:τ=F/A=(Di/2)2[Pmax]/(Di+2S)S=(6700÷2)2×0.0389÷(6700+2×5.7)÷5.7=11.66MPa
按文献[3],并取安全系数为n=1.5,焊缝系数为φ=0.6,则许用剪应力为:

3.5 罐壁底部不被抬起的最大内压计算
按文献[4],当内压产生的举升力大于罐顶、罐壁及其所支撑的构件总重时,贮罐应加锚固。故注水修复时,当作用在罐顶的水压产生的举升力等于罐内充满的自然水的重量加上罐顶、罐壁及其所支撑的构件组成的重量时,罐底恰好不需要增加锚固。此时作用在罐顶的水压为[P举]。
举升力:F=π(Di/2)2[P举]=(m1+m2)g;
故:[P举]=(m1+m2)/π/(Di/2)2=4×(5572+11420 0)×9.8÷3.14÷67002=0.0333MPa;
式中:m1为罐顶、罐壁及其所支撑的构件组成的重量,m1=5572kg;
m2为罐内充满的自然水的重量,m2=114200kg
4 修复过程简介
通过以上计算,我们在采用注水修复罐顶时的注水高度范围为修复时的灌水高度应在0.79-3.33m之间。
修复时,利用贮罐底部排净口作为往贮罐内加水的注水口,位于贮罐拱顶中心的DN80放空口作为控制注水高度的接口,将贮罐的其它接口用盲板可靠封堵。
考虑到贮罐拱顶弦高为0.733m,为安全和方便安装起见,控制注水高度的接管准备了三根,长度分别是2m(二端带法兰)、0.6m(单端法兰)和1.3m(单端法兰)。
注水修复时,为尽可能排空贮罐内的空气和防止发生意外,往贮罐内注水应缓慢进行。
注水修复过程如下:
(1)注水开始时,先将贮罐拱顶的DN500人孔盖打开,在贮罐拱顶的人孔和放空口均有注入的水溢出直至其内没有空气鼓泡时,将人孔盖复位。
(2)继续注水数分钟,观察放空口再次确认没有空气鼓泡后,在放空口装上2m长的接管。继续注水,一边注意接管出水情况,一边观察贮罐拱顶失稳凹瘪部位变化情况。
(3)在放空口2m长接管上法兰口持续出水后,发现贮罐拱顶失稳凹瘪部位没有丝毫变化,故加装0.6m长接管,继续缓慢注水过程中,贮罐拱顶失稳凹瘪部位开始回弹,当接管顶端接口全部有水溢出后,贮罐拱顶失稳凹瘪部位已基本回弹如初。如图2所示。

图2 修复后贮罐拱顶形状
5 结语
(1)修复后的贮罐经验收合格后投用,目前运行正常,说明采用贮罐内注水静压法来修复常压贮罐是完全可行的。注水静压法施工工期短、操作方便,费用低廉,是一种简单易行比较理想的修复方法。在常压贮罐失稳凹瘪修复时,是可以考虑的首选修复方法。
(2)常压贮罐的失稳凹瘪往往是使用不当或操作失误造成的,其中绝大部分失稳凹瘪的原因均可归于“过度出料”,本文中的常压贮罐失稳凹瘪就是这种“过度出料”的表现形式之一,因而在设计、使用和管理上均要引起高度重视。
