水泥立磨增加“一键调参”功能
2020-02-02梁德合
梁德合
(黄陵生态水泥有限公司 陕西省黄陵县 727300)
我公司水泥磨采用的是德国莱歇公司生产的LM56.2+2C 立式磨机,两个主辊、两个辅辊,设计产量为200t/h,实际生产能力达到210t/h 以上。具有粉磨效率高、电耗低、产品细度易于调节、系统工艺流程简单等优点。是集粉磨、烘干、选粉功能于一体的粉磨设备。
工艺流程简图如图1所示。
立磨的运行工艺流程依次为:
(1)一路为熟料和炉渣等辅材,通过皮带秤、胶带输送机等设备按一定配比输送至立磨。一路为粉煤灰,通过冲板流量计计量后,按一定比例经过风动斜槽等设备输送至立磨;
(2)电机驱动减速机带动磨盘旋转,物料在磨辊重力及液压施力和磨盘、磨辊旋转产生剪切力的作用下粉碎;
(3)粉磨后的物料通过磨盘边缘向四周扩散,然后由从风环高速流过的气流带起。
一部分进入装在粉磨腔上的选粉机里,一部分溢出经外置回料提升返回磨机二次研磨。进入选粉机的物料被分离成粗粉和成品,粗粉落回磨盘继续研磨,成品则由气流带入袋式收尘器,经风动斜槽、提升机送入成品库内。
1 立磨主要技术参数
立磨型号:LM56.2+2C,磨盘辊道名义直径:Φ5600mm,磨辊碾压力:单辊2100kN;主电机型号:YRKK900-6,额定功率:4200kW,额定电压:10kV;额定转速:994r/min;主减速机型号:KMPS 576,输入功率:4200kW,输入转速:990r/min,输出转速:22.12r/min,速比:40;主辊液压站型号:HSLM 1400/54/2,油泵功率:18.5kW,油箱容积:1400L,额定压力:15Mpa,额定流量:54L/min.
允许最大入磨粒度:85%≤60mm、Max85mm,允许入磨物料最大水分:3%,出磨物料最大水分:<0.5%,入磨风温:220-330℃,出磨的正常/最大气体温度:80℃/110℃,磨机漏风率:<5%;出磨气体含尘量:(0.25-0.3)kg/m3,磨内喷气环的风速:40-60m/s,磨内进出风口压差:3500±500Pa.
2 磨机振动的影响及处理方法
磨机的振动过大,不仅会直接造成机械破坏,并且影响产、质量。
产生振动的因素有:磨机的基础、研磨压力、料层的厚度、风量及风温、蓄能器压力、辊面或磨盘的磨损状况等。
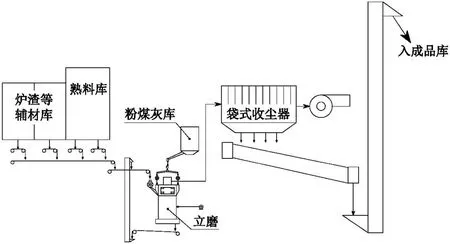
图1:工艺流程简图
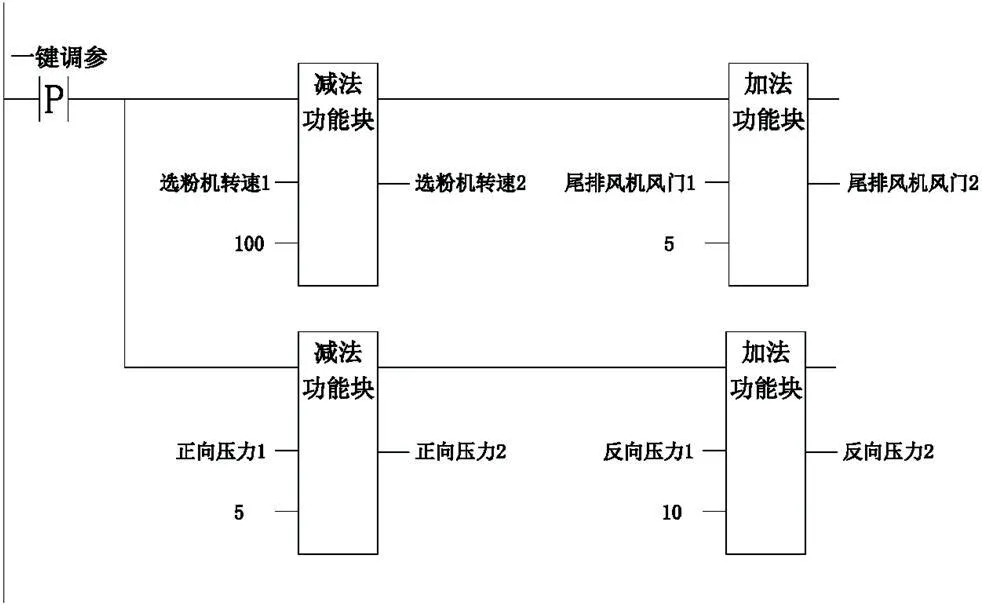
图2:一键调参编程原理图
物料对磨机振动的影响,主要表现在物料粒度、易磨性及水分。在立磨运行过程中,要形成稳定的料层,就要求入磨物料具有适宜的级配,要有95%以上的粒度小于辊径的3%。喂料粒度过大将导致易磨性变差。由于大块物料之间空隙没有足够多的细颗粒物料填充,料床的缓冲性能差,物料碾碎时的冲击力难以吸收,导致磨机的振动增加。喂料粒度过小,特别是粉状料多时,由于小颗粒物料摩擦力小,流动性好。缺乏大块物料构成支撑骨架,不易形成稳定的料床。磨辊不能有效地压料碾压,大量的粉状物料会使磨内气流粉尘浓度和通风阻力增大,当达到极限时会产生塌料,导致磨机振动增加。
当操作员发现物料过细,尤其是立磨内压差已明显上升时,应及时调整喂料,降低研磨压力和出口温度并加大喷水量,适当降低选粉机转速。
物料的易磨性是影响产量的重要因素,当物料的易磨性变差时,立磨对物料的粉磨循环次数明显增多。由于大部分物料被碾成细粉,但又不能达到成品的要求,无法被气流带出磨机,随着磨盘上细颗粒物料不断增加又会出现类似于喂料粒度过细的情况,立磨压差加大,通风不畅,外循环和内循环量都大幅度增加。这时,料层会变得极其不稳定,选粉机负荷增大,料层增厚,磨机负荷增大,倘若不及时处理,立磨的振动会进一步加剧,同时导致主电机超电流。
物料水分对磨机振动的影响也不能忽视。如果物料水份过低,干燥的物料难以可靠地在磨盘上形成稳定的料床,必然使磨机产生振动。当水份过高,磨盘上的料层过低时,容易结成料饼,使磨机振动增加。如为了满足物料烘干要求,需提供更大的风量和更高的风温,将使磨内风速偏高,本应沉降下落的物料被强制悬浮,外循环减少而内循环量增大。同时,由于高水份物料粘附力大使磨盘上料层厚度增厚,这些都增加了塌料、导致料床平衡破坏的机会。
蓄能器主要为磨辊组的升降提供缓冲。蓄能器的压力过高或其中的氮气囊破损时,将使其缓冲作用降低甚至完全失去,导致磨辊组与料床硬性撞击引起磨机的剧烈振动。
立磨的喷水系统对于稳定料床有重要作用,尤其在原料中粉状物料较多或水份很低的情况下,其作用更为明显,可以加大物料的韧性和刚性,便于物料研磨,保护辊面和磨盘。
挡料圈的高度决定了料床的较大厚度,当挡料环过低时,作为缓冲垫的物料层变薄,缓冲作用减弱,将引起磨机振动,而挡料圈过高会导致粉磨效率下降,产量降低和电耗上升。刮料板过度磨损,导流叶片、挡风板的不均衡磨损,都会引起风环和磨内风量的不均匀分配,导致磨盘上的物料厚度不一,引起振动。
磨内温度过高或过低都会导致对料层稳定性的破坏,尤其是温度过高时,磨盘上的物料变得非常松散和易于流动。不但料层变薄,而且不易被磨辊有效碾压,引起振动。如果温度过低,物料流动性差,容易在磨盘上堆积,会导致料层增厚,粉磨效率下降。
3 增加“一键调参”功能前主要存在的问题
(1)原材料粉尘量特别大,特别是炉渣,比重轻、粉尘大,导致从配料站到磨机的收尘负荷特别大,同时因为收尘本身的磨损,锁风效果变差。经常因为收尘内集聚的粉尘量过大出现塌灰现象,大量细粉瞬间进入磨机内,对料层形成冲击,使料层变薄,磨机压差瞬间升高,即刻引起磨机剧烈振动,造成抬辊甚至跳停磨主电机。
(2)粉煤灰卸料由一个气动弧形阀和冲板流量计组成,由于粉煤灰流动性特别好,同时又存在结块现象,使得下料稳定性差,存在冲料现象,当出现冲料量大时同样会引起磨机压差急速升高,使磨机瞬间剧烈振动,造成抬辊甚至跳停磨主电机。
(3)熟料质量波动大,当熟料易磨性变差时,为了保证质量,需要提高选粉机转速,过高的转速引起磨机压差高,磨机内外循环均增加,大量粉料聚集在磨内,使得料层很不稳定,引起磨机振动增加。
以上问题出现时,由于时间特别短,操作员根本来不及通过调整选粉机转速、压力、拉风等参数来稳定磨机,引起磨机瞬间剧烈振动,造成抬辊甚至跳停磨主电机,严重影响了磨机的连续稳定运行。
4 “一键调参”功能改造原理
在DCS 集散控制系统的操作画面上增加一个“一键调参”的按键,编写相应的下位程序。如图2所示。
由于每个公司用的编程软件不同,编程方法也有很多,这里只说一下简单的编程原理和思路。按照梯形图的编程模式进行说明。建立一个“一键调参”的变量,与上位DCS 软件相对应,当操作员按下画面上“一键调参”按键时,使下位软件中“一键调参”的变量发出一个脉冲信号,这样通过后面的运算功能块,自动将相应的参数进行调节,比如:将选粉机转速降低100 转、反向压力增大10Bar 等,可以根据具体情况设置需要调节的参数和调节幅度的大小。通过实验,本厂一般通过调节选粉机转速(降低100 转)、增加反向压力(10Bar)、降低正向压力(5Bar),基本上都可以解决物料问题引起的磨机剧烈振动情况,使得磨机压差和料层相对稳定,振动幅度在可控的范围内。为了适应更多环境,还可以设置几个不同强度等级的“一键调参”功能按键,比如:一级为增加反向压力5Bar、降低正向压力3Bar;二级为增加反向压力10Bar、降低正向压力5Bar;三级为增加反向压力10Bar、降低正向压力5Bar、降低选粉机转速100 转;四级为增加反向压力10Bar、降低正向压力5Bar、降低选粉机转速100 转、提高尾排风机拉风(入口风门开度增加5%)等。通过不同等级的“一键调参”功能从而适应各种不同的物料环境,达到瞬间调整磨机参数,稳定工况,降低振动,提高磨机运转率的目的。
实际编程中可能还需要建立中间变量,进行相应的数据格式转换等,根据具体编程环境确定。
5 改造后的效果和产生的经济效益
运行中操作员可以通过监控画面、入磨胶带输送机电流、磨机压差以及现场岗位工的反应等情况来判断物料状况,根据物料的不同状况,采取相应的措施。当发现收尘塌灰、粉煤灰冲料等突发情况出现时,只需点一下画面中相应的的“一键调参”按键,程序将会自动按事先设置好的各项参数进行调节,从而达到稳定磨机的目的,待物料正常后再逐渐将各项参数调整到合适的值。通过改造降低了物料对磨机的影响,大大减少了磨机的抬辊和停机次数,提高了设备的运转率。
经过测算,改造后使得设备运转率提高了2%,按200t/h 产量计算,全年可因此产生大约100 万元的经济效益。
该方法在水泥立磨中具有普遍的推广意义。
