SuperHarness软件在配网电柜三维布线设计中的应用
2020-02-02洪伟刘春桂沈晗
洪伟 刘春桂 沈晗
(常州博瑞电力自动化设备有限公司 江苏省常州市 213025)
配网电柜正朝着紧凑型方向发展,使得局部位置布线较困难。由于工期普遍较短,图纸设计占用时间较多,装配接线时间则不足,往往导致配网电柜延迟交货,不仅影响了企业的信誉,也不利于企业提高市场竞争力!目前,配网电柜采用串行生产工序,导致生产加工周期较长,如图1所示。各工序衔接也不紧密,工时浪费多。导线长度无法精确,导线裁剪浪费严重。
针对上述这些问题,引进SuperHarness 软件,在器件采购、钣金加工等柜体加工装配环节,同步进行三维布线设计,根据SuperHarness 软件生成的导线加工单及钉板布线图,完成导线的精确裁剪、套号码管及冷压接头压接,预制整体线束,如图2所示。三维布线设计可有效缩短加工周期、减少导线浪费、提高生产效率、也利于量产。
1 SuperHarness软件1:1仿真
1.1 柜体建模
柜体建模有2D 手动建模和3D 提取法建模两种方式:2D 手动建模只需确定器件安装和走线路径所在平面大小及其空间相对位置,通过三维坐标系完成柜体建模,对结构细节要求低,信息不全时首选该法;3D 提取法建模是常规用法,其基于Creo 三维软件打开配网电柜三维模型,将需要安装器件及布线路径的相关面全部提取出来,如图3所示。最后将建立的柜体模型保存为sat 文件。
1.2 器件建模
打开SuperHarness 软件操作界面,在器件模型库中逐一匹配所有型号的器件。对于缺少的器件,可在器件模型库中根据器件外形逐一新建1:1 三维模型,然后对器件模型定义相应的电气接线属性及相关参数,如:器件名称、接线标号、导线线径、导线颜色、冷压接头型号、出线方向、安装面、安装方向、安装角度等等,如图4所示。

图1:串行生产工序

图2:并行生产工序

图3:3D 提取法柜体建模
1.3 编辑柜体模型及导入电气接线信息
1.3.1 编辑柜体模型
在SuperHarness 软件操作界面上打开已建立的柜体模型sat 文件,然后进行柜体识别,如图5所示。定义柜体模型基准参考方向后,分别对需要安装器件及布线路径的相关面板进行逐一识别定义,识别定义面板不仅便于后续器件的分板操作,也便于布线及走线路径的规划。
1.3.2 导入电气数据
将Eplan 电气软件导出的:器件明细Bom.xlsx、端子表Terminal.xlsx、接线关系表Interconnect_diagram.xlsx 分别导入SuperHarness 软件管理器界面中对应的明细表、端子表和接线表等功能块下,然后将所有器件分配定义到所属的面板上,如图6所示。再根据钣金上器件安装孔及导轨位置,将各器件放置在相应的位置。

图4:器件建模
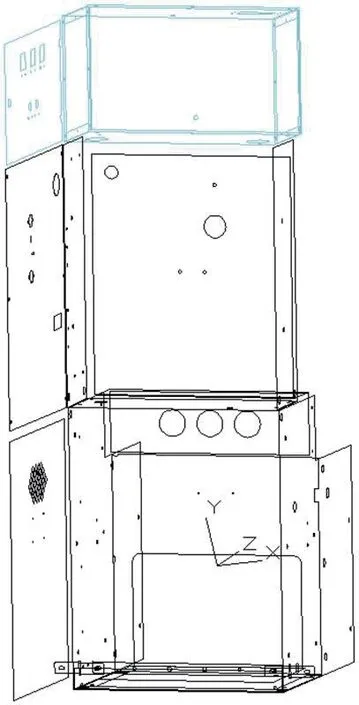
图5:柜体模型识别

图6:导入电气数据

图7:布线效果
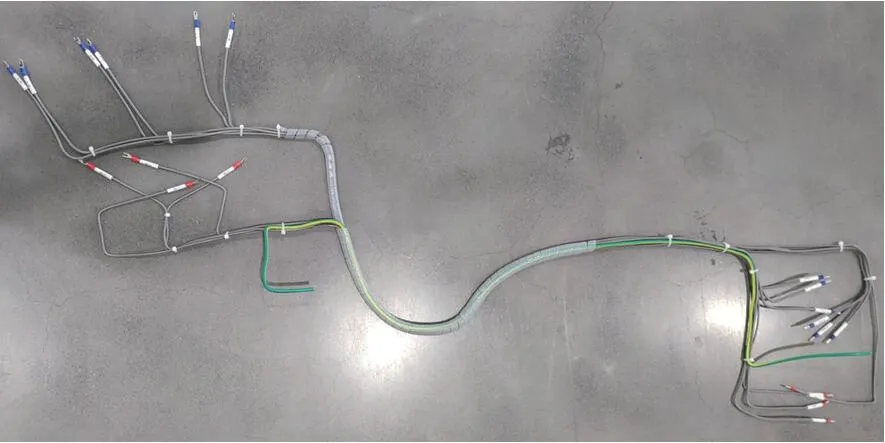
图8:预制的成品线束
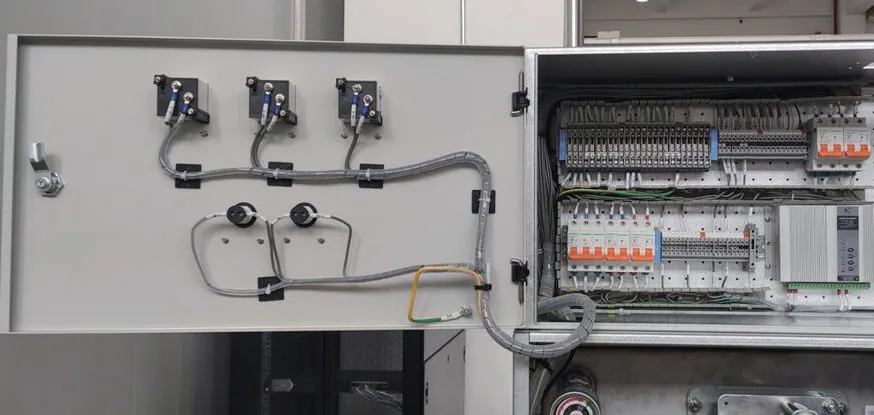
图9:线束与柜体完成装配
1.4 布线路径设计
根据走线尽量保持横平竖直、选择最短路径的布线总体工艺要求,来规划设计具体的走线路径。在实际安装线槽的位置,绘制1:1实体线槽以规定布线路径;对于不需要安装线槽的布线路径,采用绘制虚拟线槽。对于有特殊电磁兼容要求的,需尽量分开布线,避免对信号产生干扰。所有过门线、穿孔线及过板线必需设置集线器并定义好去向面板,从而确保所有布线路径的连贯性。最后,点击自动布线,SuperHarness软件可以自动生成布线效果图,如图7所示。
1.5 输出导线加工单和钉板布线图
根据布线效果图,逐一检查导线出线方向、走线路径、弯曲弧度、是否满足布线设计要求,是否存在接线错误、漏接线、未接线及断线等问题。检查无误后,可整体输出导线加工单及钉板布线图,也可根据器件类型、线径大小及器件位置等要求分类输出多个导线加工单及钉板布线图CAD 文件。
2 预制线束
2.1 自动下线
将SuperHarness 软件输出的导线加工单通过USB 接口一键导入全自动下线机,操作员根据导线加工单对导线的型号、号码管、冷压接头型号与进料单元进行匹配,由全自动下线机完成导线裁剪、导线剥皮、号码管打印、号码管穿套、压接冷压接头,完成自动下线作业。
2.2 智能布线
将SuperHarness 软件输出的钉板布线图CAD 文件进行加亮显示编辑,然后导入智能布线平台。在智能布线平台上合理放置开发设计的专用工装,用于固定线束。布线人员在智能布线平台上根据导线路径1:1 加亮显示的引导进行逐一布线,直至完成整个线束的预制工作,如图8所示。
3 线束与柜体进行装配
待柜体加工装配完成后,可直接将预制的成品线束与柜体进行装配。将成品线束主干和分干放置到对应的线槽内,将所有分支上的甩线头分别从器件接线位置对应的线槽孔内穿出;无线槽的走线路径可先粘贴固定座,然后用扎带绑扎线束主干和分干。最后,将线束上所有冷压接头紧固到对应的器件接线孔内,完成线束与柜体的装配作业,如图9所示。
4 结束语
随着SuperHarness 软件在配网电柜三维布线设计中的逐步推广应用,使得并行生产工序取替原来串行生产工序变成现实,大大缩短了产品加工周期;导线长度的精确性较高,减少了导线的大量浪费;工序间衔接紧密,显著提高了生产效率;线束可进行批量生产,使得装配到柜内的线束一致性较好。对于提升企业的市场竞争力具有一定的积极意义!
