铁路货车金属冷冲压件弯曲工艺研究
2020-01-17鲁金叶
鲁金叶
(中车沈阳机车车辆有限公司,沈阳 110142)
1 铁路货车金属冷冲件的设计要求
我国使用的铁路货车主要采用新结构样式,对冲压件的要求更为严格,需要严格规范其制造工艺,对加工质量也提出更高的要求。铁路货车的制造主要以车身加工为主,包括车身、车柱和梁的主要结构,设计时主要考虑减轻车身的重量,优化设计结构,减少不必要的制造结构,最大程度地节约经济成本,提高科技附加值。这些要求说明在设计弯曲成形件时,要充分改变传统部件的不合理因素,更新新型产品,提高产品的科技含量,为铁路货车提供良好的新型产品。本研究所指的弯曲是将各种板料和型材利用压力原理使其下弯至所需要的角度,制成产品的方法就是弯曲工艺。在设计铁路货车冲压弯曲工艺时,按照金属的材料区分,可将其分为型钢和板材。按照弯曲的方式区分,将其分为型钢的弯曲方式是滚弯和拉弯。而板材分为压形、折弯和卷曲。在设计弯曲件的结构时,应该考虑工艺性的设计程度,认真分析判断弯曲成形的程度和制作冲压方案。
2 加工金属弯曲件的主要类型和生产工艺
目前,我国使用的铁路货车都是用金属材料制成的,其配件的部分结构主要使用压力机、折弯机和冷弯线设备进行处理。
2.1 弯曲件的加工方式
模具的弯曲加工中,简单的弯曲件如V形件、z形件、U形件都是利用折弯机加工处理的。比较复杂的弯曲件需要在模具上加工,有些圆弧偏大的弯曲件需要进行特殊加工。对于较大的圆弧,如铁路的货运列车、油罐车和特殊运输车箱身侧板都是采用覆盖件与C80合金车底板进行加工的,可以使用滚压工艺进行处理,使板料的轴辊在压力作用下产生弯曲,结合实际需求确定弯曲半径的长度。要根据各轴辊之间的长度确定距离。在实际生产中,可以使用多次滚压弯曲方式进行处理,达到工件的设计要求。滚压圆弧的制作工作原理如图l所示。
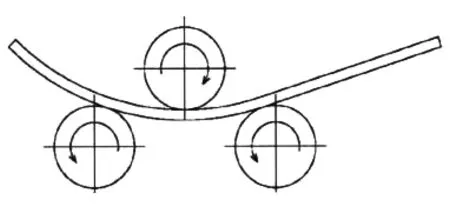
图1 滚压圆弧工作原理Fig.1 Working principle of rolling arc
型钢弯曲就是利用型钢滚弯的工作原理进行工作。型钢滚弯是运用反复滚动进行收缩,使之出现塑性形变。
2.2 提高加工弯曲件的质量
在加工过程中,合理控制回弹的措施主要表现在弯曲区安装压制加强筋,提高零件的使用强度,有利于抑制回弹的作用。也可以使用弹性模数较大、屈服能力小、性能稳定的材质作为材料,减少弯曲的回弹效果,如图2所示。
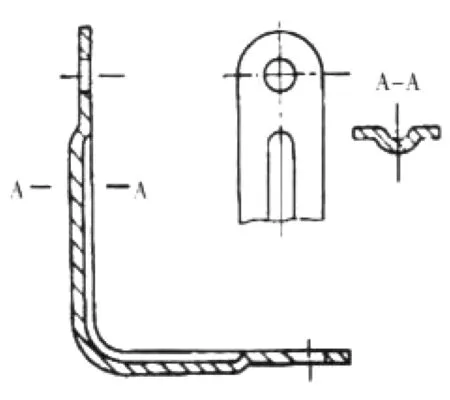
图2 压制加强筋Fig.2 Pressed stiffener
在条件允许的情况下,可以利用加热弯曲办法保证产品的质量,同时注意工件的尺寸。如果尺寸过大,会限制加热弯曲制作。如果设备能力充足,可以采用增加校正力的措施进行处理,使校正力全部集中在弯角处,最大程度地消除弹性形变。对于一些弯曲半径偏大的工件,要使用拉弯工艺进行处理,使毛坯始终处于拉应力的作用下,方便卸料时的弹性不变形,保持方向的一致性,避免工件产生回弹效果。
2.3 防止裂纹的办法
车身的板料加工要经过数次压轧加工制成,材料的力学性能具有方向性。要综合考虑技术因素,使工件的弯曲线与轧制方向保持垂直方向,使弯曲半径最小。当与轧制方向平行时,就会加大弯曲半径值。需要处理较小的弯曲件,保持弯曲线的垂直方向,即使零件的多个弯曲线相互之间呈垂直状态,也可以使弯曲线与轧制方向保持45°的夹角,如图3所示。
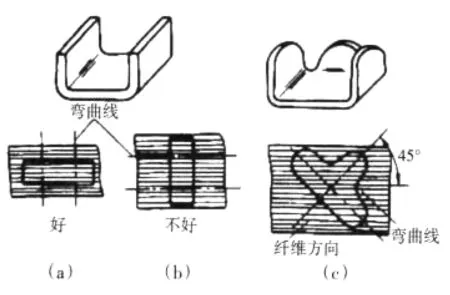
图3 弯曲线的优化方向Fig.3 Optimization direction of bending curve
3 金属冷冲弯曲件工序加工顺序
3.1 形状比较简单的弯曲件
如果是V形、U形、Z形加工件,就要采取一次弯曲加工操作,保证弯曲加工件的操作准确。对于形状较为复杂的弯曲件,制作时就要进行多次弯曲加工,这样才能保证使用效果。如果遇到数量较大、且尺寸小的弯曲件,可以使用连续模或复合模,可以最大限度地提高工人的生产效率,保证产品的质量。如果需要多次弯曲时,应该采取先弯两侧后弯中间的操作程序,不至于影响操作质量。弯曲件在加工时遇到几何形状不对称,就要使用成对弯曲办法进行分切加工。
3.2 弯曲件模具的设计加工
进行弯曲模具加工时,应该综合考虑结构的设计。要严格控制弯曲件的形状和制作的精准程度。对模具进行加工时应该注意以下几方面:第一,应该将部件放置在模具上,并且保证正确的定位,才能准确地定位在孔上。生产过程中,尽量用其作为定位孔,如果工件上没有孔,就要在设计的毛坯上制作一个孔。如果工件上不能有孔,可以利用定位板对毛坯进行定位。使用多重制造工序进行弯曲加工时,应该使用同一定位基准,以提高设计的准确性。对于有弯曲模的定位,应该更加准确地设计和建造结构,不能有任何转动现象。第二,对于弹性材料的回弹值,应该进行准确试模,只有这样,才能进行准确的修正,这样的模具更适合拆卸。在设计弯曲模具时,应该充分考虑到将凸模的圆角半径制作成最小的尺寸,并根据实际情况进行修整扩大。制作过程中,应该尽量减少工件拉长和变薄现象的发生。如果在弯曲过程中,作用力发生在侧向模具上时,应该使用向力平衡挡块,进行有效的平衡。遇到凹模的侧向力作用时,不要使用定位销承受侧向力,这样才能使凹模嵌入下模。第三,如果零件是铝合金或不锈钢材料,会对材料表面质量有很高的要求。为了最大程度地避免表面有压痕迹象,应使用圆角模具的铜铝合金材料。