工业拧紧技术发展现状分析
2020-01-14朱博
朱博
(大连康展机电工程有限公司,辽宁 大连 116000)
拧紧的方法发展至今也有很多种,下面就介绍一下目前最常用的三种拧紧方法:
(1)扭矩控制法。是拧紧扭矩达到设定的落座扭力值的时候,即刻停止的拧紧工艺方法,是现在工业中最为基础的。当螺纹连接时,其周向摩擦力与拧紧时所施加的拧紧扭矩成正比的关系。
(2)扭矩、转角控制法。是把螺栓拧到第一次要求的落座扭矩后,再开始拧紧,转动工艺上要求的一定角度的拧紧方法。它的优点是把螺栓或螺母拧到工件之间的紧密接触面时,并克服一些工件表面粗糙度不好的因素。而螺栓轴的预紧力主要是在为后面的旋转角度而做的铺垫而获得的。因此其精度比第一种扭力控制法在精度要求上高不少。
(3)落座点、转角控制法。落座点、转角控制法是最近新出现的一种控制方法,它是在扭矩、转角控制法基础上发展起来的。扭矩、转角控制法是以某一预扭矩点为转角的起点,而落座点、转角控制法是计算转角的起点,采用扭矩曲线的线性段与转角显示的坐标交点。
1 从螺栓拧紧扭力的检查方法
1.1 螺栓拧紧扭力定义
(1)图示扭力。设计图所指示的拧紧扭力(也称之为设计扭力)。
(2)拧紧扭力。实际拧紧螺栓时,拧完后的拧紧扭力。
(3)检查扭力。朝拧紧方向检查拧紧螺栓得到的扭力值。
1.2 检查扭力的测定方法
测定拧紧后螺栓的拧紧扭力:(1)用扭力扳手朝拧紧的方向测定;(2)测定螺栓开始移动时的扭力值。
螺栓移动时的扭力值:(1)即将到峰顶时叫作谷底扭力值;(2)没有峰谷变化时叫作刚移动之后的扭力值。
1.3 检查扭力的决定条件
(1)检查扭力测定时的误差(测定误差):测定误差。
(2)沿拧紧方向测定:测定的偏差。
扭矩枪紧固螺钉通过传感器显示的动态扭矩,而你用扭力板手检测其松动扭矩,这时候你是检测其静态扭矩,这个扭矩比上面一个扭矩低很多。规范要求的一般为动态扭力。所以不能说明你这个扭矩不符合规范。建议你同时用扭力板手检查螺栓滑牙时候的扭矩,如果这个扭矩小于规范,说明扭矩不在范围内。
2 拧紧机的工作原理
2.1 拧紧机系统构成(图1)
(1)应用集散体系理念,系统集中管理和分散控制。
(2)采用直接控制层、操作监控层、生产管理层三层结构。
(3)模块化管理可灵活地配置成小、中、大系统。
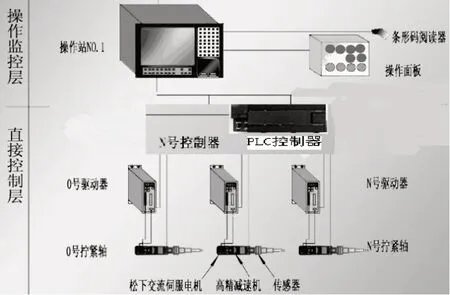
图1
2.2 控制系统介绍
该套方案中的拧紧机控制系统采用开放式、标准化、模块化和系列化设计,由过程控制级、控制管理级和企业管理级所组成的一个以通信网络为纽带的集中显示操作管理,控制相对分散,具有灵活配置的多级网络系统结构。并且系统控制权限逐级下放,每个拧紧轴的轴控单元都有独立控制运行的能力,使得系统具有高可靠性、高实时性、高可用性、高精度,分布式数据库实现全系统的信息采集和存储,完善的统计过程控制体系保证了产品的质量。拧紧机设备主要由上位工控机、专用轴控制模块、驱动执行单元和检测单元等部分组成。驱动执行单元直接对螺栓进行拧紧等各种操作,并通过检测单元把拧紧的过程变化量和状态变化量反馈给控制单元;控制单元又与驱动执行单元连接,按照接受到的参数直接对其操作,并实时将拧紧轴的特性数据和采集到的实时数据传递给上位工控机,以便实现显示、设定、存储等。并实时将拧紧轴的特性数据和采集到的实时数据传递给上位工控机,以便实现显示、设定、存储等。
3 各主件分别进行介绍
3.1 监控操作站(工控机)
(1)监控操作站采用研华/研祥/华北工控生产的模块化工作站。
(2)也可以根据客户要求选定。
3.2 轴控制单元(PLC)
(1)轴控单元是选用国外进口知名品牌,本套系统的先进性、稳定性为国内领先水平,优于国内其他厂家,产品质量可比进口的电动拧紧轴品牌。
(2)显示功能,扭矩、角度显示以及合格、不合格、扭矩上下限等多种LED 指示灯
(3)具有电机接口、传感器接口、电源接口,RS232 通讯接;控制器的小型轻量化:采用数字技术,体积轻巧,控制精准。融通性、灵活性:针对各种螺栓拧紧不同需要,实现多轴自由搭配选择。
(4)联网功能齐全:工业以太网,现场总线以及符合OPC 等协议数据传输。
3.3 拧紧机轴
电动扳手总成含电机、减速器、扭矩传感器及动力输出轴四部分,其中电机、传感器为进口知名品牌,是拧紧机设备的主要核心部件。
行星减速器:(1)高精减速器采用三级行星减速;(2)有不同的扭矩区间可选,可选能力由(0 ~5)到(0 ~3000)N.m 多个品种;(3)密闭结构不需要维护添加润滑油;(4)有多种结构直式,偏置箱式,直角式可选。
3.4 扭矩传感器
(1)扭矩传感器选用进口,是应用外国智能技术的工艺制作而成,将应变弹性片体在高标准的生产环境下制作,并高标准地保证了传感器可靠性及抗蠕变特性。
(2)测量不确定度0.5%FS;供桥电压:10 ~15V DC。
(3)适应环境温度-20 ~60℃;频率响应100μs;过载能力:120%;
(4)传感器寿命:200 万次不失精度。
3.5 动力输出轴
(1)动力输出轴是扭矩传输的终端元件,连接套筒后,可以直接接触螺栓进行拧紧(如图2)。
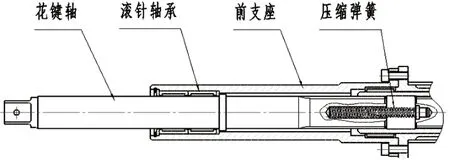
图2
其特点如下:
(1)采用了模块化设计和制造,如减速器、轴控模块、控制系统及电控柜、操作体、悬挂装置等,性能稳定、可靠。
(2)减速器采用2 级结构,拧紧轴的尺寸大大缩短,在水平使用时,无震动现象。
(3)输出扭矩调整上,采用了一端调整方式,方便快捷。
(4)变位结构采用了直线导轨传动装置,变位准确可靠。
(5)设计上,考虑了人机工程的人性化设计,如操作体上的操控盒对称分布两侧,便于操作。
(6)悬挂装置采用平衡气缸加导向结构,防止气缸活塞转动,保护了气缸,移动平稳,安全可靠。导向部分为直线轴承+圆柱导轨结构,上下灵活。
(7)技术标准:采用了atlas-copco 公司的检测标准,产品的精度及性能达到了atlas-copco 公司的标准。如康展的拧紧机设备,出厂前每台都经过atlas-copco 公司仪器的检测,合格后出厂。
(8)抗扭特性:拧紧机采用独特的控制方式,可自动消减大部分拧紧时设备颤动现象。
双量程扭矩标定:拧紧机配备大量程扭矩传感器,传统标定方式当拧紧机采用小扭矩拧紧时,会出现拧紧精度低的现象,我公司研发的双量程标定形式,可对全量程拆分两个区间段进行分别标定,提高小扭矩时设备应用精度。