煤化工企业节水潜力及节水方案浅析
2020-01-09王杰
王 杰
(宁夏宁东水务有限责任公司,宁夏银川 750001)
随着社会经济发展、人口数量增加和生态环境的建设,工业、农牧业以及城镇生活用水量逐年增大,水资源紧缺的形势日益严峻。党的十八大以来,习近平总书记多次就治水发表重要论述,形成了新时期我国治水兴水的重要战略思想。习近平总书记“节水优先、空间均衡、系统治理、两手发力”的治水思路,赋予了新时期治水的新内涵、新要求、新任务,为强化水治理、保障水安全指明了方向。《国务院办公厅关于印发实行最严格水资源管理制度考核办法的通知》(国办发〔2013〕2号)、《国务院关于印发水污染防治行动计划的通知》(国发〔2015〕17号,简称“水十条”)、《水利部国家发展改革委关于印发“十三五”水资源消耗总量和强度双控行动方案的通知》(水资源〔2016〕379号)文件精神,均明确提出“将节约用水贯穿于经济社会发展和生态文明建设全过程”。
根据国家发改委2017年发布的《节水型社会建设“十三五”规划》:“引导钢铁、石油和化工、电力、煤炭、造纸、纺织、食品等高耗水行业的既有产能向高效节水方向调整”,本文在对宁夏回族自治区宁东能源化工基地某煤化工企业的用水系统进行深入了解的基础上,分析该企业用水情况及节水潜力,从而针对性地提出相应的节水优化方案,为同类煤化工企业用水节水提供参考。
1 企业基本情况
本文调研企业是一家综合性煤化工企业,建设有煤矿工程、洗煤、焦化、煤制甲醇、甲醇制烯烃、副产品深加工及配套动力、污水处理等项目。
企业主要用水环节包含生产工艺系统、循环冷却水系统、化学水处理系统、锅炉系统、复用水系统(包括凝结水精制系统、污水处理站等)、附属生产用水系统(提供生活和绿化用水)等。通过对用水系统的深入了解、分析和挖潜,企业具有节水潜力的主要用水环节为循环冷却水系统、化学水处理系统浓盐水回用和蒸汽冷凝水回用等。
2 企业节水潜力分析
2.1 循环冷却水系统节水潜力分析
循环冷却水作为企业中重要的一种水资源,对企业的运行具有重要的作用。由于工业企业的能耗较高,作为冷却用途的循环冷却水的用水量往往也比较大,对它的合理使用往往也能够起到较好的节水效果。
目前,对于循环水而言,对补水量影响较大的因素是系统浓缩倍率和蒸发风吹损失率。影响因素包括大气温度、水源供应情况、冷却塔的型式、操作条件、冷却水的温差、流速、换热器最高表面温度、补充水的化学组成和水质稳定剂的种类等。以下分别对企业全厂循环冷却水系统浓缩倍率及蒸发风吹损失率进行分析,挖掘相应节水潜力。
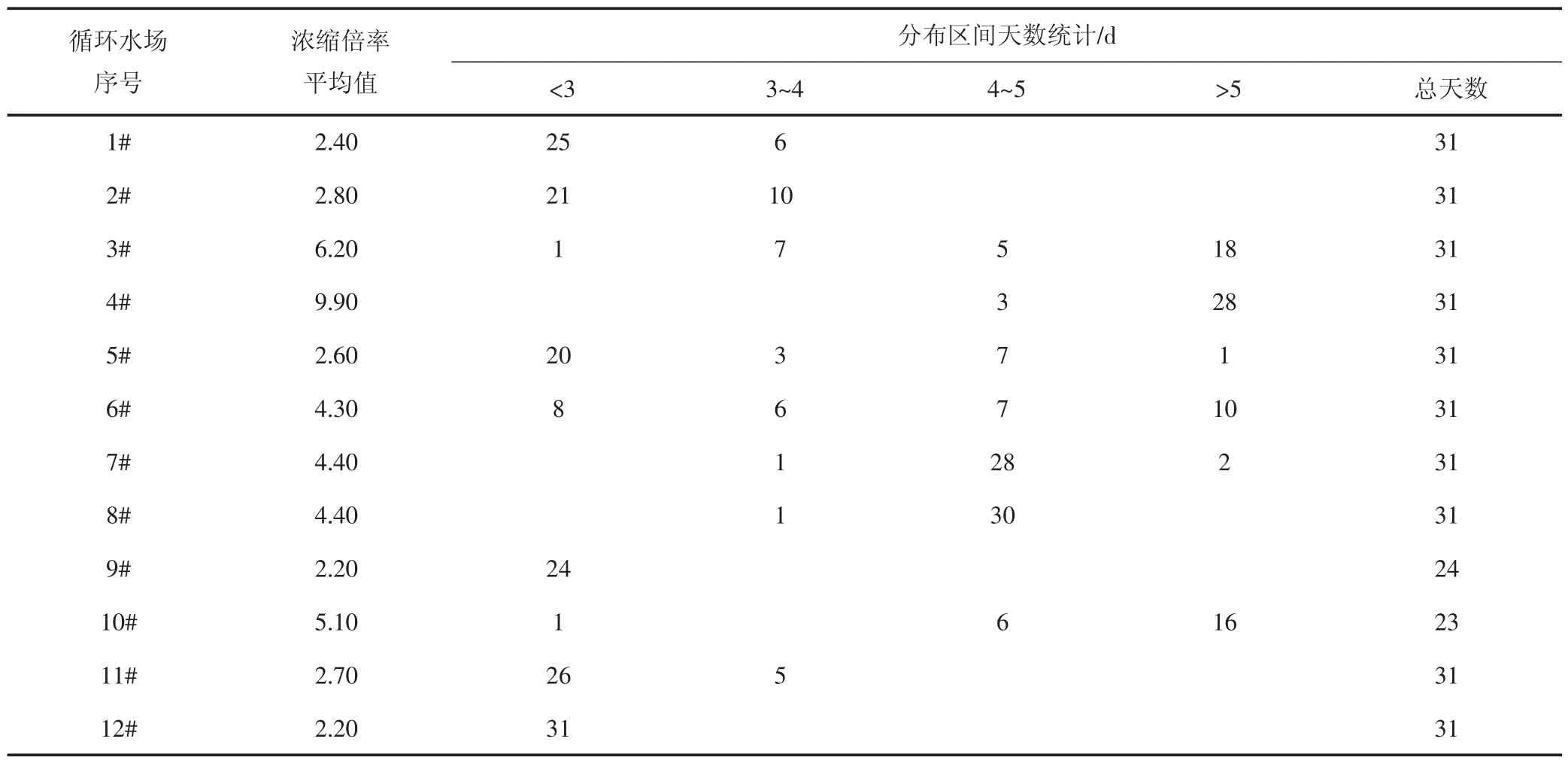
表1 企业各循环水系统浓缩倍率检测数据统计表
2.1.1 浓缩倍率 循环冷却水系统的浓缩倍率是该循环冷却水的含盐量与其补充水的含盐量之比。浓缩倍率的大小直接反映了循环水系统的水耗情况,通过提高浓缩倍率的方法,可以降低循环冷却水系统的排水量及补水量。同时,浓缩倍率能否保证在合理的范围内运行,一方面取决于系统条件,另一方面还取决于企业的运行管理水平。
本文调研企业共有12个间接循环冷却水系统,每天对各个系统的水质进行检测,检测项目包括pH、浊度、钙离子、氯离子、电导率、浓缩倍率等17项指标,本文收集了连续31 d的水质检测结果,其中各系统的循环水浓缩倍率实测数据(见表1)。
从表1可看出,企业各循环冷却水系统的浓缩倍率平均值范围为2.20~9.90,其中平均值≥3的循环水系统有6个,<3的循环水系统有6个。根据《工业循环冷却水处理设计规范》(GB/T 50050-2017)“间冷开式系统的设计浓缩倍率不宜小于5.0,且不应小于3.0”的要求,该企业循环冷却水系统浓缩倍率尚有很大的提升空间。
对两组患者治疗效果观察[1],评价分为:①临床症状基本消失,宫颈涂片正常,宫颈组织柔软光滑,未见糜烂面,且无触痛情况,视为显效;②临床症状有极大程度的缓解,有小范围糜烂面,视为有效;③症状无变化,视为无效。取其中显效、有效例数纳入有效率计算中。同时,引入疼痛评价评分方法VAS,对术后患者疼痛情况观察,疼痛评分0-10分,疼痛程度越严重最终得分结果越高。另外,术后半年随访,了解患者复发情况。
经现场调查,部分循环冷却水系统受运行环境影响较大,如11#和12#循环水池由于靠近煤场,空气中粉尘含量较高,对循环冷却水系统浊度指标影响较大,增加了系统排水量,导致循环水浓缩倍率偏低。因此企业应对循环冷却水系统周边环境进行治理,加强水质指标考核,以提高运行管理水平的方式促进循环水浓缩倍率的提高。
以1×104m3/h循环水量的循环冷却水系统为例,当循环水浓缩倍率从3提升至4时,可节约补水量11 %;从4提升至5时,可节约补水量6 %;从5提升至6时,可节约补水量4 %;从6提升至7时,可节约补水量3 %;从7提升至8时,可节约补水量2 %。因此,企业可通过优化循环冷却水处理工艺的方式,提高冷却水系统浓缩倍率,如可采取较先进的零排放处理工艺[1],可大幅度降低系统排水,从而减少系统用水量。
2.1.2 蒸发风吹损失率 调研企业12个间接循环冷却水系统总补水量4×104m3/d,其中排污损失约1×104m3/d,蒸发风吹损失约3×104m3/d,蒸发风吹导致补水占比75 %,综合蒸发风吹损失率为1.04 %。循环水系统蒸发风吹损失水量较大且占比较高,如对循环冷却水系统进行技改,减少其蒸发风吹损失水量,将产生显著的节水效果。
2.2 浓盐水回用节水潜力分析
调研企业建设的化学水处理系统产生浓盐水约0.8×104m3/d,其中50 %回用于其他用水环节,剩余50 %送至浓盐水池暂存,该部分暂存浓盐水水量较大,具有较高的回收利用潜力[2]。浓盐水含盐量高、硬度大,但水质较稳定,经检测,浓盐水溶解性固体总量(TDS)一般维持在5 000 mg/L~8 000 mg/L,参考同类企业浓盐水处理经验,采取适当的工艺将该部分浓盐水进行深度处理,使其水质达到工业回用水需求,则可进一步提高企业水重复利用率,减少新鲜水用量。
2.3 蒸汽冷凝水回收节水潜力分析
调研企业蒸汽冷凝水回收率为75 %,回收利用水平较高。但冷凝水的回收利用仍然存在一定的节水潜力,通过现场调查,企业公用管网存在不同程度的蒸汽导淋伴热疏水未回收、冷凝水直排、蒸汽放空等问题。同时,存在冷凝水未收集至企业凝结水精制系统而直接用于循环水补水的情况。由于冷凝水水质较好,经精制系统处理后与脱盐水水质相当。因此,企业可采取相应措施,加大冷凝水回收力度,同时应避免冷凝水用于循环水补水,按照“高水高用”的原则,将冷凝水尽可能的回收到精制水系统,从而减少脱盐水制备所需的新鲜水量[3]。
3 企业节水优化方案
以“按质用水,高水高用,低水低用”为指导,本文对企业用水提出以下节水优化方案,优化方案排序总体上遵循“合理投资、先易后难”的原则。
3.1 循环水系统提高浓缩倍率节水优化方案
3.1.2 优化循环水系统处理工艺节水优化方案 优化循环水处理方式是浓缩倍率提高的根本途径,根据工业企业对循环水系统技改的成功经验,采用弱酸树脂交换、石灰软化-加酸-旁滤加药、旁流弱酸处理、反渗透脱盐等处理工艺以及开发新药剂等方式,可有效改善循环水水质,提高循环水浓缩倍率,减少循环冷却水系统的排污量。经计算,如将企业浓缩倍率<5的循环水系统均提高到5的水平,年可节约新水量109×104m3。
3.1.3 循环水系统零排放节水优化方案 根据调查,区内部分工业企业已通过委托运营的方式引入区外专业技术单位开展循环水零排放技改,针对全厂循环水系统进行零排放改造,对全厂循环水系统投加零排放药剂及辅助药剂,循环水系统中盐分、COD、BOD等成分定期经板框式压滤机压滤生成泥饼外运处理。根据现状运行情况,各循环水系统在长期不排水的情况下,所冷却的设备、管道未结垢,不影响设备设施正常使用寿命,腐蚀性等考核指标未超过国家相关标准,对设备不造成损害。本文调研企业可委托区外专业技术单位,基于全厂各循环冷却水系统运行指标要求,开展专项可行性研究,实施符合煤化工装置生产要求的零排放节水技改。根据零排放技改水质检测结果,循环水浓缩倍率维持在8~10,实施循环水系统零排放优化方案,年节水效益更为可观。
3.2 循环水系统降低蒸发风吹损失节水优化方案
本文调研企业循环水系统采用风机变频控制循环水上水温度,温度控制范围29 ℃~32 ℃,从运行管理角度来说具有一定的节水效果。
根据前文节水潜力分析,循环水系统蒸发风吹损失用水量较大且占比较高,究其损失原因,循环冷却塔进塔空气与水在填料层充分接触混合,产生饱和热湿空气,在冷却塔风扇作用下,饱和热湿空气在塔内逐渐上升,与塔外进入的冷空气进行接触,热湿空气温度逐渐下降,并逐步呈过饱和状态,形成小水滴,开始凝结成水雾,至塔顶处水汽凝结达到最大程度,在塔顶形成雾汽团。塔顶排出的湿热空气所携带水分为蒸发损失,随气流带出的水滴为风吹损失,循环冷却水系统蒸发风吹损失主要体现在塔顶水雾部分。因此在蒸发水汽出塔前,采用一定的设备,就可以回收冷却塔内的饱和蒸发水汽,达到节水目的。
针对循环冷却水系统开展冷却塔除雾节水技改,对蒸发水汽进行回收利用,对于降低系统蒸发风吹损失达到节水目的具有较好的效果。根据企业现状,可考虑在冷却塔上部增设蒸发水汽回收装置,该装置为具有特殊结构的冷凝模块,通过给饱和蒸发水汽降温及提供水蒸气凝结的核进行水汽回收。装置核集合降温、凝水、亲水聚结、疏水集水等技术,通过冷凝模块高效的在环境冷风和高温饱和湿空气之间快速、高效地传递热量,从而实现冷却塔顶水汽的回收,降低系统蒸发风吹损失率。参考已完成该项技改工作企业的经济评价,节水技改回收水量可占到冷却塔蒸发风吹损失量的25 %左右,技改投资占冷却塔投资的20 %。以本文调研企业全厂循环冷却水系统蒸发损失量为基数,实施该项节水优化方案,年可节约补水量227×104m3。
3.3 浓盐水回用节水优化方案
根据前文节水潜力分析内容,基于企业暂存浓盐水水质情况,可考虑采取“预处理+组合膜处理+二级反渗透+蒸发结晶”处理工艺,该工艺流程合理,控制简单,操作方便,出水水质稳定,出水满足循环冷却水系统补水要求。企业年浓盐水暂存量118×104m3,处理系统综合出水率可达到90 %,则全年可节约新鲜水量106×104m3。该优化方案不足之处为浓盐水处理成本较高,吨水处理成本在15~20元/立方米,企业需综合考虑水资源及环保管理等相关要求,进行相关可行性研究,对实施节水技改的经济、社会及环境效益方面进行专项评价,论证可行性。
除增加浓盐水的处理深度外,企业可考虑将浓盐水的回用范围加大,逐步将浓盐水回用于全厂消防水系统及煤矿副井补水。井下用水主要用于煤矿开采时的喷雾降尘,对水质要求不高,企业可对煤矿副井增设浓盐水回用管道替换现状新鲜水,年可节约新鲜水量30×104m3。
3.4 蒸汽冷凝水回收节水优化方案
化工装置运行过程中,蒸汽也是至关重要的能源之一。蒸汽在管中流动,随着时间的推移,蒸汽温度下降,加上管道阻力的作用,蒸汽的压力下降,必然会有部分蒸汽冷凝成液体,管道加装排空阀排出凝液,防止出现水击现象。低压汽用量较少或饱和蒸汽降级处理并入低压汽系统时,低压蒸汽容易过剩,为了维持低压汽系统稳定,需采用排空的方法控制低压汽压力。凝液和蒸汽间歇排空,排放量较小,经常被忽视,若采取有效措施对排空的凝液和蒸汽进行回收利用,能够达到一定的节水效果。针对企业现状公用管网存在的蒸汽导淋伴热疏水未回收、冷凝水就地排放等问题,企业可委托专业设计单位根据厂区的实际情况完善冷凝水回收系统,将现状未回收以及就地排放的冷凝水统一回收至凝结水精制系统。
根据前文节水潜力分析,企业目前冷凝水用于循环水年补水量为63×104m3。按照“按质用水,高水高用,低水低用”的原则,企业可将该部分循环水补水替换为新鲜水或中水,冷凝水回收至凝结水精制系统,通过系统处理进行深度利用。通过优化后,该部分冷凝水回收至凝结水精制系统作为除盐水继续利用,可间接减少除盐水制备所需新鲜水量,年节约水量12×104m3。
4 结论与讨论
本文重点对宁东能源化工基地某煤化工企业用水情况及节水潜力进行了分析,并提出相应的节水优化方案。该企业有以下三个用水环节具有节水潜力,可通过技改或加强运行管理等方式达到节水目的:
(1)企业循环冷却水系统浓缩倍率较低,可加强运行管理水平、优化循环冷却水处理工艺,从而减少系统排水、提升浓缩倍率,即可达到节约用水的目的;系统蒸发风吹损失水量较大,可实施冷却塔除雾节水技改等措施,降低蒸发风吹损失水量,进而减少补水量,达到节水目的。
(2)企业化学水处理系统产生的浓盐水目前无法完全回用,增设浓盐水深度处理设施、扩大浓盐水回用范围等方案,均可将闲置的浓盐水充分利用起来,避免水资源浪费。
(3)企业公用管网仍存在蒸汽导淋伴热疏水未回收、冷凝水就地排放等问题,需完善冷凝水回收系统;冷凝水水质较好,部分冷凝水直接回用于循环冷却水系统补水,不符合“高水高用”的原则,可调整回用方案,综合节水。
综合看来,同类型化工企业在生产运行过程中,可重点关注循环冷却水系统、化学水处理系统浓盐水回用和蒸汽冷凝水回用等3个用水环节,可按照提升循环冷却水循环系统浓缩倍率、降低蒸发风吹损失率、提升化学水处理系统浓盐水回用率和蒸汽冷凝水回用率、优化回用方案等方向,依据企业实际情况,采取有效节水措施,提升企业用水水平。
