5mm Nb55Ti合金板锥形件冲压工艺研究
2020-01-09李树荣张国华李奇玲
牟 民,李树荣*,张国华,李奇玲,张 咏
(1.宁夏东方钽业股份有限公司,宁夏 石嘴山 753000;2.西北稀有金属材料研究院宁夏有限公司稀有金属特种材料国家重点实验室,宁夏 石嘴山 753000;3.国家钽铌特种金属材料工程技术中心,宁夏 石嘴山 753000)
1 研究背景和意义
1.3GHz9cell射频加速腔主要由高纯铌腔体和钛夹克组成,锥形盘(如图1)是两部分的过渡连接体,理想材料为Nb55Ti。锥形盘内外径加工止口,壁厚均匀,分别与铌腔体和钛夹克配装焊接。外锥面角度设计值为120°±1°,与夹持工装锥面配合,在加速器中起定位腔体的作用。因此,锥形盘的外锥面角度和圆度必须保证精度。
目前国内,锥形盘主要有两种加工方式:棒料加工和板料冲压。棒料加工,材料利用率不到10%,Nb55Ti材料昂贵,成本较高。本文主要讨论用模具冲压(图2)的方式加工锥形盘。
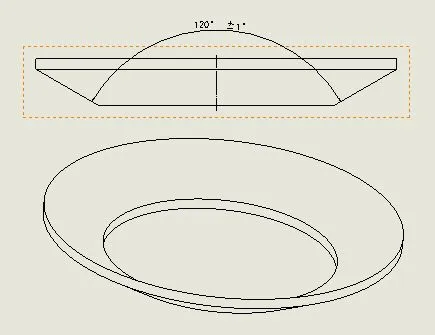
图1 锥形盘零件
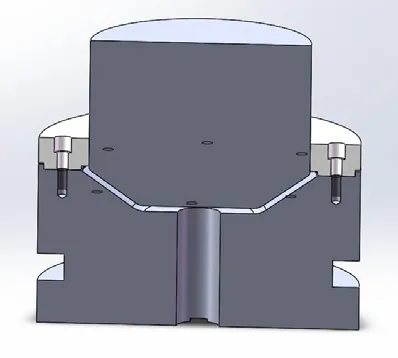
图2 冲压模具
2 材料性能
(1)Nb55Ti化学成分:≤%。

表1 Nb55Ti化学成分
(2)物理性能。
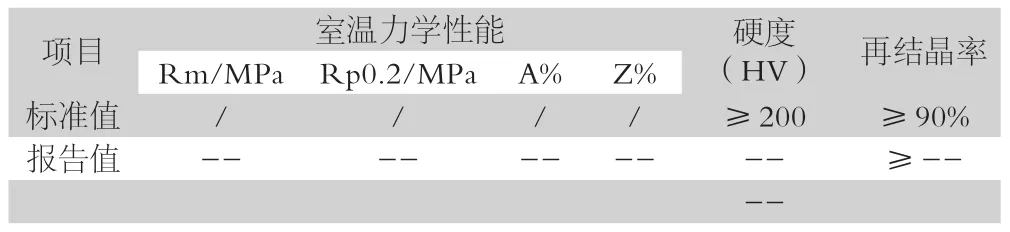
表2 Nb55Ti物理性能
3 冲压试验
3.1 坯料准备
选取轧制方向为单向和双向的5mm厚铌钛合金板,坯料尺寸是φ220×φ100×5(图3)。坯料形状和尺寸是以冲压件形状和尺寸为基础,按体积不变原则和相似原则确定[1],本文不再详细叙述。
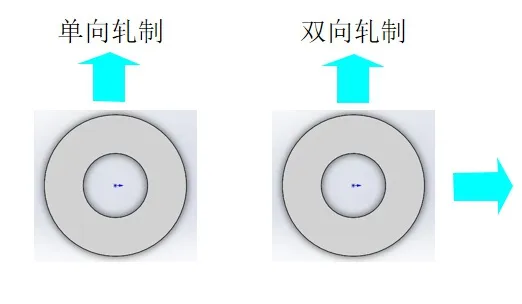
图3 铌钛合金板轧制方向
3.2 轧制方向对锥形角的影响
冲压生产所用的板材都是经过轧制的,其纵向(即轧制纤维方向)、横向及其他方向的性能不同,在不同方向上的r值(塑性应变比)也不一样[2],方向性越明显,对冲压成形的影响越大。
单向铌钛合金板冲压后,成椭圆状,轧制方向变长,轧制方向锥角面20%区域平均角度是122.8°,非轧制方向80%区域平均角度是120°。双向板冲压后,圆度较好,锥角偏差小于0.5°。
3.3 模具优化和材料应力对锥形角的影响
在外力的作用下,毛坯产生的变形由弹性变形和塑性变形组成,外力去除后,弹性变形消失,塑性变形保留。因此,模具中的冲压件和取出后的形状不一致[3]。本文在模具角度114.5°~110°进行冲压试验,模具角度与锥形盘的角度呈线性(如图4)。模具110°时,锥形盘经冲压、机加、焊接后,角度满足120°±1°。

图4 模具角度和锥形盘锥角关系
冲压试验中,用三坐标设备分别测量机加后锥心盘的内外锥角,及冲压后外锥面角度。测量数据如表3所示:外锥角比内锥角大0.6°~1.0°,这是因为板料外区(靠凹模一面)纵向金属纤维受拉而变长,内区(靠凸模一面)纵向纤维受压而缩短[4],造成内外锥角的不一样。
模具110°时,冲压后角度为116.1°左右;外径加工到φ200内径加工到φ130,角度增加3.0°~3.5°,这主要是因为铌钛合金冲压性能差,冲压造成材料内部应力集中,机加后应力释放,角度增加。

表3 模具角度和锥角数据
4 结论
通过对铌钛合金板轧制方向、冲压回弹、模具角度、冲压应力等影响因素的研究,得出:在模具锥形角度为110°,板料轧制方向为双向时,5mm铌钛合金板冲压回弹均匀,该材料的冲压成型可以满足锥形盘120°±1°的要求。
