卷烟机刀盘倾角校准调整工具的设计应用
2019-12-29吴泉兰王振国吴传绪
吴泉兰,王振国,吴传绪,刘 倩
(贵州中烟工业有限责任公司毕节卷烟厂,贵州毕节 551700)
0 引言
卷烟机烟支切割系统的作用是将连续的烟条切割成长度和切面符合工艺要求的烟支,有单刀单切、双刀单切、双刀双切等切割方式[1],不管采用那种切割方式,为了保证烟支切割质量达到工艺要求,刀片切割烟条时的水平分速度必须与烟条运行速度及支承烟条的喇叭嘴速度相同,即v刀水平=v烟条=v喇叭嘴[1],刀片的水平分速度通过调整刀盘的倾角来实现。每一种长度规格的烟支对应一个刀盘倾角,当生产的烟支长度规格改变时,必须对刀盘倾角进行调整,使安装在刀盘上的刀片在切割烟条时的水平分速度与烟条速度相同。由于没有专用调整测量工具,其调整过程较为繁琐、效率低,每次调整都需要花费0.5 h 左右,耗时耗力,影响设备的有效作业率,且调整精度不高,有时还需要反复调整多次才能达到要求,造成材料的消耗。因此设计一种卷烟机刀盘倾角校准工具,用其校准调整刀盘倾角,能一次性将刀盘倾角精确调整到位,提高工作效率,保证调整精度,减少材料消耗。该装置结构简单,操作方便,可靠性高。
1 现状调查
卷烟机改变烟支长度规格和对烟支切割系统拆卸维修时都要对刀盘倾角进行调整,使刀盘的水平分速度与烟条运行速度相同,从而保证烟支切割质量达到工艺要求。其调整方法如下:以YJ17 为例(图1),烟支切割系统主要包括刀片和用于安装刀片的刀盘。切割系统的工作原理为:设备运行时,烟条从切割系统的喇叭嘴(喇叭嘴包括左喇叭嘴和右喇叭嘴)内以一定的速度通过,切割系统的曲柄转动时带刀盘一起转动,刀片通过左喇叭嘴和右喇叭嘴之间的间隙时将烟条切断。为了保证烟条的切割质量,刀片切割烟条时刀片的水平分速度(v刀水平)需要与烟条速度(v烟条)以及喇叭嘴的速度(v喇叭嘴)相等,即v刀水平=v烟条=v喇叭嘴。刀盘必须有一个和竖直方向的夹角来保证刀片的水平分速度达到要求。调整方法:将刀片的前端盘车到左喇叭嘴和右喇叭嘴之间开始切割烟条的位置,将右喇叭嘴移到刚好与刀片接触的位置且不使刀片弯曲,紧固右喇叭嘴后,盘车到刀片的后端即将离开右喇叭嘴时,观察刀片与右喇叭嘴的相对位置,如果刀片与右喇叭嘴之间有间隙,说明刀片的水平分速度比喇叭嘴大,需将刀盘齿轮箱(刀盘齿轮箱为连接刀盘的部件)的紧固螺钉松开,逆时针转动刀盘齿轮箱使刀盘随之移动,从而减小刀盘的端面与竖直方向的夹角,反之,如果右喇叭嘴与刀片抵触并使刀片发生弯曲,则顺时针转动刀盘齿轮箱使刀盘的端面与竖直方向的夹角增大,从而使刀盘的端面与竖直方向的夹角接近或等于标准夹角。
上述调整方式,需要对刀片和喇叭嘴的相对位置进行反复调整,调整过程不仅繁琐复杂、费时费力,每调整一次约需0.5 h,而且调整精度不高,严重影响的设备工作效率和工作效果。并且,每次调整后都需要进行切割试验以验证调整效果,造成了材料的浪费。因此,如何更加便捷、准确的实现刀盘倾角的调整,已经成为目前本领域技术人员亟待解决的问题。
2 刀盘切割原理分析
卷烟机将连续烟条切割成双倍或单倍长烟支的过程中,通过喇叭嘴支撑烟条,安装在刀盘上的刀盘从左右喇叭嘴间的缝隙穿过将烟条切断,刀片切割烟条时必须满足v刀水平=v烟条=v喇叭嘴[1],由于机器运行时刀盘的转速是恒定的,而烟条的速度则根据烟支长度的不同而改变。因此,当烟支长度确定后,要满足v刀水平=v烟条,必须调整刀盘倾角以改变切刀的水平分速度v刀水平。以YJ17 卷烟机为例,烟支切割方式为双刀双切,刀盘切割直径为Da=360 mm,当生产的烟支长度规格为L 时,刀盘与竖直方向的夹角a=arcsin[2](图2)。由此可见,当卷烟机生产的烟支长度规格确定后,根据卷烟机的切割方式就可以精确的计算出刀盘与竖直方向的夹角(刀盘倾角),只要能将刀盘倾角调整到所需角度即可。
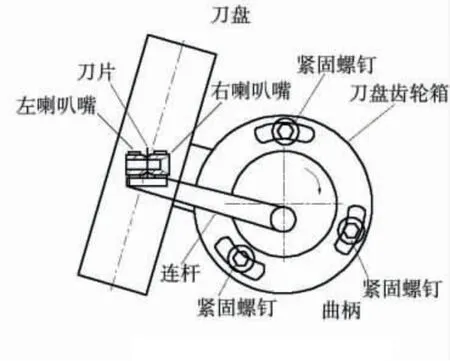
图1 烟支切割系统刀盘
3 刀盘校准调整的改进方案
由于在生产不同长度规格卷烟时刀盘倾角不同,设计一个专门对刀盘任意角度进行测量的仪器,根据卷烟机生产卷烟的长度规格所对应的刀盘倾角均能准确的测量校准,对已经调整好的刀盘进行角度测量,确认其角度大小。
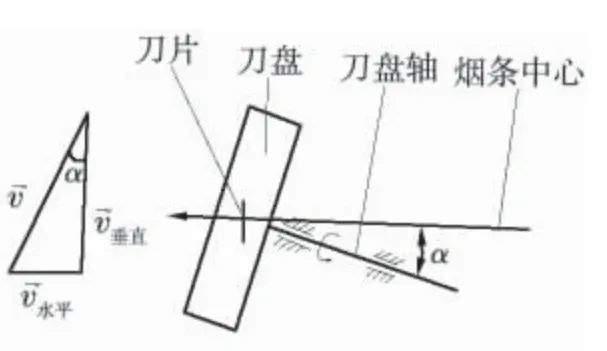
图2 刀盘切割原理
(1)刀盘倾角校准调整工具的设计。校准仪由支座、水平仪和电子角度仪组成(图3),支座外形为长方体,右下角为圆角(圆角半径根据电子角度仪外形尺寸确定)。在支座右侧开一个槽用来镶嵌电子角度仪,槽的左侧面与支座上平面垂直。将水平仪安装在支座的上平面上(图4),电子角度仪固定片镶嵌在支座右侧槽内,电子角度仪固定片左侧面紧贴支座槽左侧面。
(2)刀盘倾角调整。调整刀盘倾角时,先根据生产的烟支长度规格所对应的刀盘倾角(图4),松开角度仪锁紧螺母,调整角度仪活动片使角度显示窗口的示数为所调整的刀盘倾角后拧紧角度仪锁紧螺母。将校准装置角度仪活动片右侧紧贴刀盘1 左侧面(图5),拧松螺钉,转动刀盘齿轮箱,使校准装置上的水平仪水平时拧紧螺钉即可。
(3)刀盘倾角测量。需要测量刀盘倾角时,将校准装置角度仪活动片右侧紧贴刀盘左侧面(图5),拧松角度仪锁紧螺母,转动与角度仪固定片连接在一起的支座使水平仪处于水平位置,水平仪上显示的读数即为刀盘倾角。

图3 校准仪分解
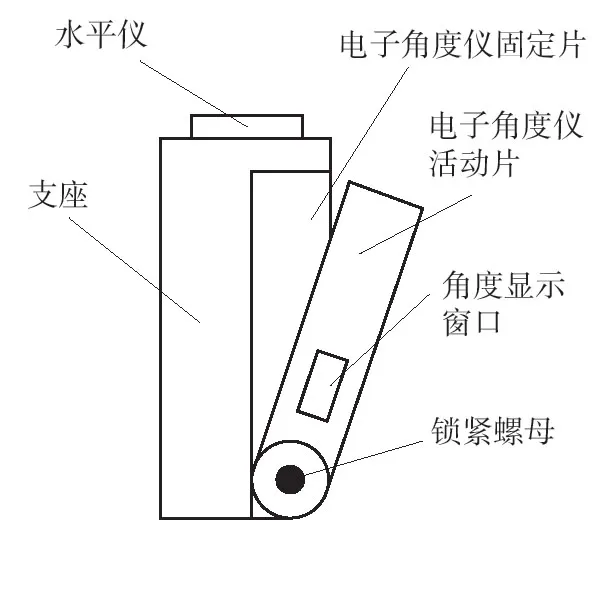
图4 刀盘倾角校准调整工具
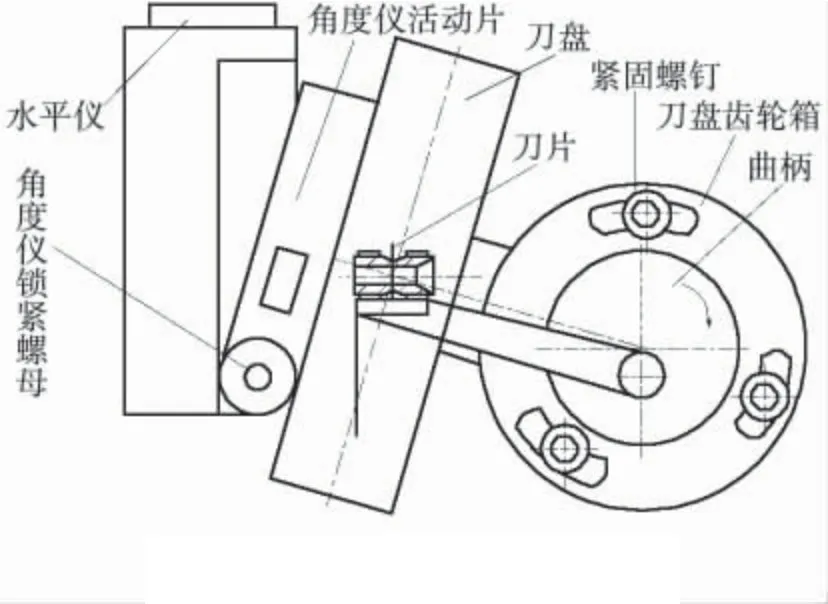
图5 刀盘角度校准调整工装
4 效果检查
通过刀盘倾角校准工具的应用,有效的减少了调整刀盘用时,校准调整一台设备5 min 左右就能完成工作,提高了设备有效作业率,减轻了劳动强度。同时使用刀盘倾角校准仪器可以对各种机型生产不同长度规格的卷烟机刀盘倾角校准调整与测量。提高了刀盘的校准精度,烟支切割质量得到保障。
