基于平库条件的配方打叶复烤均质化技术
2019-12-28马思旺徐玮杰尚关兰许卫华朱毓航
沈 晗,杨 凯*,马思旺,徐玮杰,罗 佳,尚关兰,许卫华,张 明,李 强,朱毓航
1. 上海烟草集团有限责任公司技术中心,上海市杨浦区长阳路717 号 200082
2. 云南烟叶复烤有限责任公司,昆明市五华区圆通街51 号 650201
打叶复烤后的成品片烟不仅要体现出质量风格特征,而且要具有良好的产品一致性和稳定性,打叶复烤加工过程中的烟叶混配是实现配方工艺目标的基础,也是实现产品特征与均质化的关键[1]。目前,多数打叶复烤配方均质化控制方法以烟叶烟碱高低搭配来进行调控[2-3]。王宏铝等[4]通过构建在线烟碱预测模型对烟叶进行在线实时烟碱检测并分类堆放和加工,以控制烟叶烟碱波动,实现均质化加工。杨凯等[5]利用烟叶烟碱含量作为参数参与配方,分别以化学成分调节模式、混合挑选模式以及两者的组合模式实施投料过程的均匀性控制。尹旭等[6]以烟叶烟碱含量为参数,利用高架库自动控制功能实现均质化配方打叶。在平库条件下,以烟叶烟碱含量作为参数进行分类和搭配的均质化调控方法,检测的烟叶样本量较大,时间上也有一定的滞后性,同时半成品烟叶的分类入库出库操作较为复杂;而高架库均质化调控方法的投入和运行成本非常高。因此,对比了3 种模式的均质化加工控制方法,分别为“配方比例”、“混配组合”、“相似组合”模式,旨在探索出一种在平库条件下简单有效的均质化控制方法。
1 材料与方法
1.1 原料
2014—2018 年云南丽江、普洱、临沧、昭通、楚雄、红河、文山7 个产区C1F、C2F、C1L、C2L 等级原烟,在云南省烟叶复烤有限责任公司泸西复烤厂进行打叶复烤加工。
原烟单等级以每车依次堆放至货位(500 担,1担=50 kg),并按货位取样检测烟叶化学成分。将同一原烟单等级划分为若干个“原烟货位单元”,根据原烟单等级小产地(县区、乡镇、站点)、烟叶化学成分检测值(烟碱)一致或相近的原烟单等级货位归为一个货位单元。原烟单等级按货位单元依次出库投料分选。
1.2 原烟分选方法
1.2.1 单等级打叶配方模块
以4 万担原烟单等级配方模块为例,每个货位单元原烟单等级数量设为2 000 担(4 个货位),共计20 个原烟单等级货位单元。原烟单等级根据挑选质量需求标准进行分选,形成分选后半成品原烟,假设主体烟叶原料的分选得率为70%,其余30%为次要原料。本研究中仅对挑出的70%主体半成品烟叶原料部分进行分析,则每个货位单元半成品原烟数量为1 400 担,半成品原烟每框净重设为14 担(700 kg),每个货位单元的半成品原烟烟框数量为100 框。
1.2.2 多等级混打配方模块
以原烟单等级Ⅰ8 000 担、原烟单等级Ⅱ12 000担、原烟单等级Ⅲ10 000 担、原烟单等级Ⅳ10 000担混打配方(原烟配方模块1)为例,仍设分选率为70%。每个货位单元原烟单等级数量设为2 000担(4 个货位),每货位单元分选后半成品原烟烟框数量为100 框。则各原烟单等级分选后半成品烟框数量分别为,原烟单等级Ⅰ400 框、原烟单等级Ⅱ600 框、原烟单等级Ⅲ500 框、原烟单等级Ⅳ500 框。
1.3 分选后半成品原烟入库
1.3.1 混配后入库
分选后半成品原烟按配方比例,在简易混配线(图1)上进行混配。以多等级混打配方模块“(原烟配方模块1)”为例,混配后半成品原烟装箱质量设为10 担(500 kg),则总框数为2 800 框。按图2 所示方式入库摆放(实际生产上可根据仓库形状大小调节长度),整个批次需要7 个图2 所示区域,在图1 所示装箱落料端口连续依次循环用(A、B、C、D、E、F、G)7 种不同颜色标签标记烟框装入混配后半成品原烟。不同颜色标签分不同区域摆放。每天混配量为2 800 担,将混配后每1 400担里的同一颜色烟框20 框(200 担)摆放为一纵列。第1 个1 400 担里的同一颜色标签烟框为一纵列堆放至第1 层,第2 个1 400 担里的相同颜色烟框则为第2 层,依次类推。
1.3.2 直接入库
1.3.2.1 单等级配方模块半成品原烟入库
每个货位单元原烟单等级的分选后半成品烟框均等地依次循环使用5 种不同颜色标签(A、B、C、D、E),则每个货位单元原烟单等级每一种颜色标签的半成品烟框数量为20 框(每货位单元半成品100 框÷5 种颜色=20 框)。不同颜色标签分选后半成品原烟烟框分不同区域摆放,每一货位单元的同一颜色烟框20 框摆放为一纵列。第1 个货位单元同一颜色标签烟框为一纵列堆放至第1 层,第2 货位单元相同颜色烟框则为第2 层,依次类推。最终形成每个颜色标签半成品区域为长20框×宽5 框×高4 框=400 框的半成品烟框矩阵,如图2 所示。
1.3.2.2 多等级配方模块半成品入库

图1 简易混配线示意图Fig.1 A schematic diagram of a simple blending line
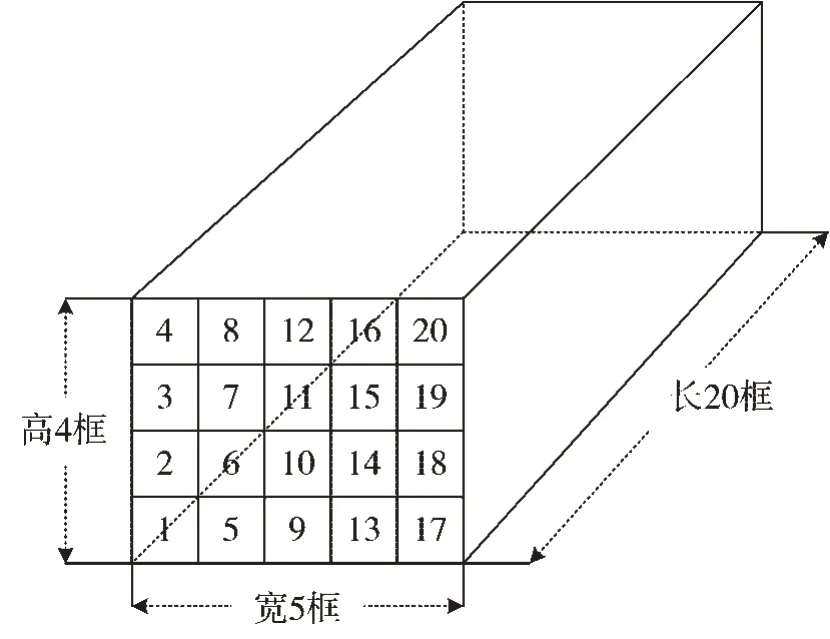
图2 混配或单等级打叶配方模块半成品原烟烟框摆放示意图Fig.2 A schematic diagram of semi-finished raw tobacco frame placing for blending or single grade threshing and blending modules
以多等级混打配方模块(原烟配方模块1)为例,半成品烟框按原烟单等级分4 个区域摆放,各原烟单等级半成品区域摆放规则为,原烟单等级Ⅰ:长25 框×宽4 框×高4 框=400 框,原烟单等级Ⅱ:长25 框×宽6 框×高4 框=400 框,原烟单等级Ⅲ:长25 框×宽5 框×高4 框=500 框,原烟单等级Ⅳ:长25 框×宽5 框×高4 框=500 框。图3 为原烟单等级Ⅱ半成品烟框摆放示意图,其他单等级半成品原烟类似摆放。
1.4 半成品原烟出库加工
1.4.1 单等级配方模块半成品原烟出库
如图2 所示,每次取一个横截面20 框(1~20)半成品原烟作为半成品加工单元,进行打叶加工,打叶加工车间投料区相应设置20 个铺把台位。每轮次取料、投料加工以横截面20 框整面推进,不同颜色标签半成品烟框(A、B、C、D、E……)分别依次出库。

图3 多等级混打配方模块的单等级半成品原烟烟框摆放示意图Fig.3 A schematic diagram of semi-finished raw tobacco frame placing for multiple-grade threshing and blending module
1.4.2 多等级配方模块半成品原烟出库
各单等级半成品原烟按配方比例出库,同一单等级每轮取料为从上至下取半成品原烟矩阵横截面的一层。原烟单等级Ⅰ烟叶每轮取4 框(1~4),原烟单等级Ⅱ烟叶每轮取6 框(1~6),原烟单等级Ⅲ烟叶每轮取5 框(1~5),原烟单等级Ⅳ烟叶每轮取5 框(1~5),每轮出库取料共计20 框,形成一个半成品加工单元,打叶加工车间投料区相应设置20 个铺把台位。
1.5 3 种调控模式
配方比例模式:原烟单等级入库出库分选后,分选后半成品原烟按配方比例在加工车间摆把台铺叶投料加工。
混配组合模式:原烟单等级按“原烟货位单元”出库,按配方比例进行投料分选,分选后按“1.3.1 混配后入库”方式混配和入库,按照“1.4.1 单等级配方模块半成品出库”方式出库加工。
相似组合模式:原烟单等级按货位单元出库投料分选,按照“1.3.2 直接入库”和“1.4 半成品出库加工”的方式进行入库出库加工。
1.6 烟碱含量检测
入库原烟:原烟单等级以货位为单元取样,将所取样品除梗后在40 ℃下干燥至含水率为9%~11%,后经旋风磨(网筛60 目)制成所需粉末样品,并将粉末样品放置在20~25 ℃下平衡至少4 h,利用Antaris Ⅱ傅里叶变换近红外光谱仪按文献[7]中的方法进行烟叶烟碱含量检测。
半成品原烟:在分选车间,以20 框分选后半成品原烟为单元取样,检测方法同上。
成品片烟:每等级以50 箱为取样检测单元,各单元按每5 箱取1 个样品后合成综合样进行烟碱含量检测,检测方法同上。
1.7 评价指标

式中:CV1—相应工序来料烟叶烟碱含量变异系数;CV2—相应工序产品烟叶烟碱含量变异系数。

式中:i,j—分级工序、打叶复烤工序。
1.8 数据分析
应用SPSS 统计软件(IBMStatistics20)对数据进行分析,并用邓肯法(Duncan)进行多重比较。
2 结果与分析
2.1 不同调控模式均质化加工效果比较
2014—2018 年云南产区17 个不同原烟配方模块批次以3 种不同调控模式进行均质化加工的效果见表1。从表1 可以看出:2014—2015 年云南5个配方模块批次,按配方比例调控模式生产加工,成品片烟烟碱SD 值为0.099%~0.139%,成品片烟烟碱CV 值为3.78%~7.63%,平均值为5.47%,CV 值下降度为64.95%~85.71%,说明按配方比例调控模式,均质化效果不理想,且批次间成品片烟烟碱CV 值很不稳定,受原烟来料质量情况影响较大。
2015—2017 年云南7 个原烟配方模块批次,按混配组合调控模式生产加工,成品片烟烟碱SD 值为0.058%~0.083%,成品片烟烟碱CV 值为2.45%~3.90%,CV 值下降度为85.85%~91.77%,说明按混配组合调控模式,均质化效果好,成品片烟烟碱CV 值平均为2.92%,比配方比例调控模式下降2.55 百分点,且效果稳定。
2016—2018 年云南5 个原烟配方模块批次,按相似组合调控模式生产加工,成品片烟烟碱SD 值为0.066%~0.074%,成品片烟烟碱CV 值为3.01%~3.59%,CV 值下降度为87.37%~89.88%,说明按相似组合调控模式,均质化效果好,成品片烟烟碱CV 值平均为3.24%,比配方比例调控模式下降2.23 百分点,与混配组合调控模式差异不明显,且效果较稳定。

表1 不同调控模式均质化加工效果Tab.1 Effects of consistent quality processing under different control modes
2014—2018 年云南产区17 个不同原烟配方模块批次的3 种不同调控模式均质化加工效果多重比较结果见表2。由表2 可以看出:①3 种不同调控模式的原烟烟碱CV 值差异不显著,均值在28.44%~28.94%之间,说明不同模式批次原烟来料质量均匀性比较一致。②混配组合和相似组合调控模式生产成品片烟烟碱SD 值分别为0.068%和0.071%,均显著低于配方比例调控生产的片烟烟碱SD 值(0.122%),且混配组合和相似组合成品片烟烟碱SD 值差异不显著。③混配组合和相似组合调控模式生产成品片烟烟碱CV 值分别为2.92%和3.24%,均显著低于配方比例调控生产的成品片烟烟碱CV 值(5.47%),且混配组合和相似组合成品片烟烟碱CV 值差异不显著。④混配组合和相似组合调控模式生产成品片烟烟碱变异系数下降度分别为89.77%和88.88%,均显著高于配方比例调控生产的成品片烟烟碱变异系数下降度(79.89%),且混配组合和相似组合片烟烟碱变异系数下降度差异不显著。
综上分析,混配组合和相似组合调控模式生产均质化效果显著优于配方比例调控模式,而混配组合和相似组合调控模式生产均质化效果差异不显著。

表2 不同调控模式均质化加工效果多重比较①Tab.2 Multiple comparisons of effects of consistent quality processing under different control modes
2.2 不同工序在降低烟叶烟碱变异系数中的作用
表3 是不同原烟配方模块批次各工序烟叶烟碱变异系数和变异系数下降度。从表3 可看出,各批次分选后半成品原烟烟碱CV 值为13.80%~23.49%,平均值为18.92%,较原烟烟碱CV 值下降10.41 百分点,说明分选能提高烟叶均匀性,但分选后半成品原烟烟碱变异系数仍然较高。各批次打叶加工后成品片烟烟碱CV 值为2.45%~3.59%,平均值为2.93%,较分选后半成品原烟烟碱CV 值下降16.00 百分点,说明打叶工序对提高烟叶均匀性更加明显。各批次分选工序烟叶烟碱CV 值下降贡献度为20.37%~42.58%,平均值为29.08%,打叶工序烟叶烟碱CV 值下降贡献度为57.42%~79.63%,平均值为70.92%,说明降低烟叶烟碱变异系数主要依靠打叶工序实现。表4 是原烟、半成品原烟、成品片烟烟碱变异系数相关性分析,由表4 可知,原烟、半成品原烟、成品片烟烟碱变异系数相关性均不显著,说明均质化控制的效果与原烟来料质量情况关系不明显。

表3 不同原烟配方模块批次各工序烟叶烟碱变异系数和变异系数下降度Tab.3 Nicotine coefficients of variation and their decline degrees of different raw tobacco blending modules in each processing procedure (%)

表4 原烟、半成品原烟、成品片烟烟碱变异系数相关性Tab.4 Correlations of nicotine CV between raw tobacco,semi-finished raw tobacco and finished tobacco strips
3 结论与讨论
“混配组合”和“相似组合”调控模式生产均质化效果较理想,且效果稳定,降低烟叶烟碱变异系数主要依靠原烟相似性组合及有序出库入库和打叶工序实现,不受来料原烟质量影响。“混配组合”和“相似组合”调控模式生产的配方模块成品片烟烟碱CV 值分别为2.92%和3.24%,均显著低于“配方比例”调控生产的片烟烟碱CV 值(5.47%),且“混配组合”和“相似组合”片烟烟碱CV 值差异不显著。3 种模式以“混配组合”调控模式效果相对最好,但用工和时间成本较高,占用的半成品库存较大,且混配过程中会产生烟叶造碎;“相似组合”调控模式效果较好、操作简单、成本低,便于实际生产应用。
本研究中“相似组合”均质化调控模式,通过原烟质量相似性组合、半成品原烟有序入库、出库组合的均质化控制方法关键点在于,在打叶复烤前能够形成若干个可以代表整个配方模块质量水平的半成品原烟加工单元,依次对半成品原烟加工单元进行投料加工,以保证整个配方模块烟叶质量的整体一致性和稳定性,同时利用打叶加工车间铺把台和打叶复烤设备生产线对半成品原烟加工单元的烟叶进行局部混配均匀,从而实现整个配方模块的质量均匀性。原烟质量相似性组合是“相似组合”均质化调控模式的重要前提,实际生产上,原烟单等级同一小产地、同一调拨时期原烟质量相似度较高,烟叶品种、叶位、颜色等因素最为接近或一致,对原烟划分为质量相似货位单元时,以上述参考因素为主,同时结合烟叶烟碱含量,还可以考虑烟叶其他外观质量因素等。打叶复烤片烟质量均匀性评价指标方法主要包括叶片结构、化学成分和含水率的变异系数评价[8],本研究中主要关注成品片烟内在品质的均匀性,采用化学成分指标中的烟碱变异系数来评价打叶复烤片烟质量的均匀性,与多数文献所采用的评价方法相似[4,9-10],要尽可能准确地评价配方模块片烟内在品质的均匀性还需要对总糖、钾等化学成分以及颜色等其他指标进行综合评价[9,11]。以烟碱为单一参数进行均质化调控且最终片烟烟碱变异系数较小的方法和结果,在片烟品质均匀性方面可能存在一定的缺陷,例如烟碱含量较低的下部叶与烟碱含量较高的上部叶均匀配打为片烟,其烟碱含量能够与配打的中部叶片烟烟碱相近,但片烟的内在品质可能相差较大。因此,本研究中并未仅以烟碱作为过程参数来进行均质化调控,而是综合考虑了小产地、叶位、品种、颜色等因素。
本研究方法中,为便于计算和示例,数字设定尽量取整,但也较贴近实际。实际生产时,可以根据配方批次量的大小、仓库库容量、半成品装框质量,调整半成品烟框摆放区域的长度和宽度以及加工车间铺料摆把台位的数量。
