“清洗-离心-热解法”处理油泥砂试验研究
2019-12-12孟照瑜赵金刚谢雪莹
孟照瑜,袁 新,赵金刚,张 楠,谢雪莹
(1.中国石油化工股份有限公司胜利油田分公司技术检测中心,山东 东营 257088;2.胜利油田检测评价研究有限公司,山东 东营 257088)
1 油田油泥砂处理现状
油田油泥砂主要来自于油罐、污水罐清砂和污水站等采出液处理环节,以及作业和采油现场跑冒滴漏[1]。油泥砂含油率范围3%~30%,综合含油率15%;处置后含水率范围70%~95%,综合含水约83%。目前油田区域油泥处理主要采用“清洗-分离”的传统工艺,处理后污泥中含油率高,国家已经明确5%含油率以上的含油污泥不可直接焚烧,需要强制预先进行资源化回收[2],要焚烧油泥砂,其含油率受到一系列规定的限值,焚烧后可能存在二噁英、颗粒物、SO2等二次污染问题[3]。油泥砂处理过程脱水效率较低,导致拉运成本高,设备腐蚀严重。未综合利用的油泥砂临时贮存后外委处置,临时贮存时间不得超过一年,针对临时贮存的油泥砂,实现油回收、固体减量化、水综合利用的目的,采用适当的方法实现油田油泥砂的减量化势在必行。
针对临时贮存油泥砂的处置和资源化利用问题,对“清洗-离心-热解”技术参数在现场进行试验优化,为油田油泥综合处理利用提供了一条总量减容、节能环保、长期运行的可靠技术装置路线,对油田促进危废处置技术发展和推进油田“绿色低碳”战略实施、绿色企业建设等方面有着重要意义。
2 “清洗-离心-热解法”试验工艺流程
油泥砂中较大体积的垃圾、石头瓦块等进行初步用筛分,二级清洗加入混溶剂然后进入二级油分离系统,加入聚合物降解剂,在超声波、气浮的作用下,油将浮至表面由收油泵回收,下部的泥浆用渣浆泵加压送至三级清洗系统,加入聚合物降解剂,泥浆中加入絮凝剂使固相沉降,然后用螺旋输送机将沉降的高浓度泥浆送至离心机,分离后的水由泵加压和沉降清液进入水收集槽。含固率40%~60%待处理油泥砂,首先经过螺旋输送机、闭风器进入烘干炉,在100~300℃热预脱水,含水率降至30%以下后进入热解炉,在440~550℃条件下低温热解,其中油泥砂中所含的水分、石油类被蒸馏、热解、碳化,水蒸气、油气形成混合气体分别从烘干炉、热解炉混合气出口管道进入焦炭过滤器,分离出部分水、渣油等高沸点物质,然后进入油气冷却塔下部,和上部喷淋的约50℃循环水逆流接触,蒸汽、油气进入液相,经过油水分离、闭式冷却塔冷却后循环使用,未被冷却的气体经过安全水封进入热风炉回收利用。尾渣热解后经出渣冷却箱冷却,经过闭风器隔绝空气进入包装系统,经过包装后的尾渣综合利用。同时,烘干、热解过程中分离出的高温油气经焦炭过滤器、油气冷却塔、油水分离器,不凝气进行回收利用,供热解炉加热使用。水相除补充循环水损耗外,其余排入油泥砂储存池,油相收集外输或外销。
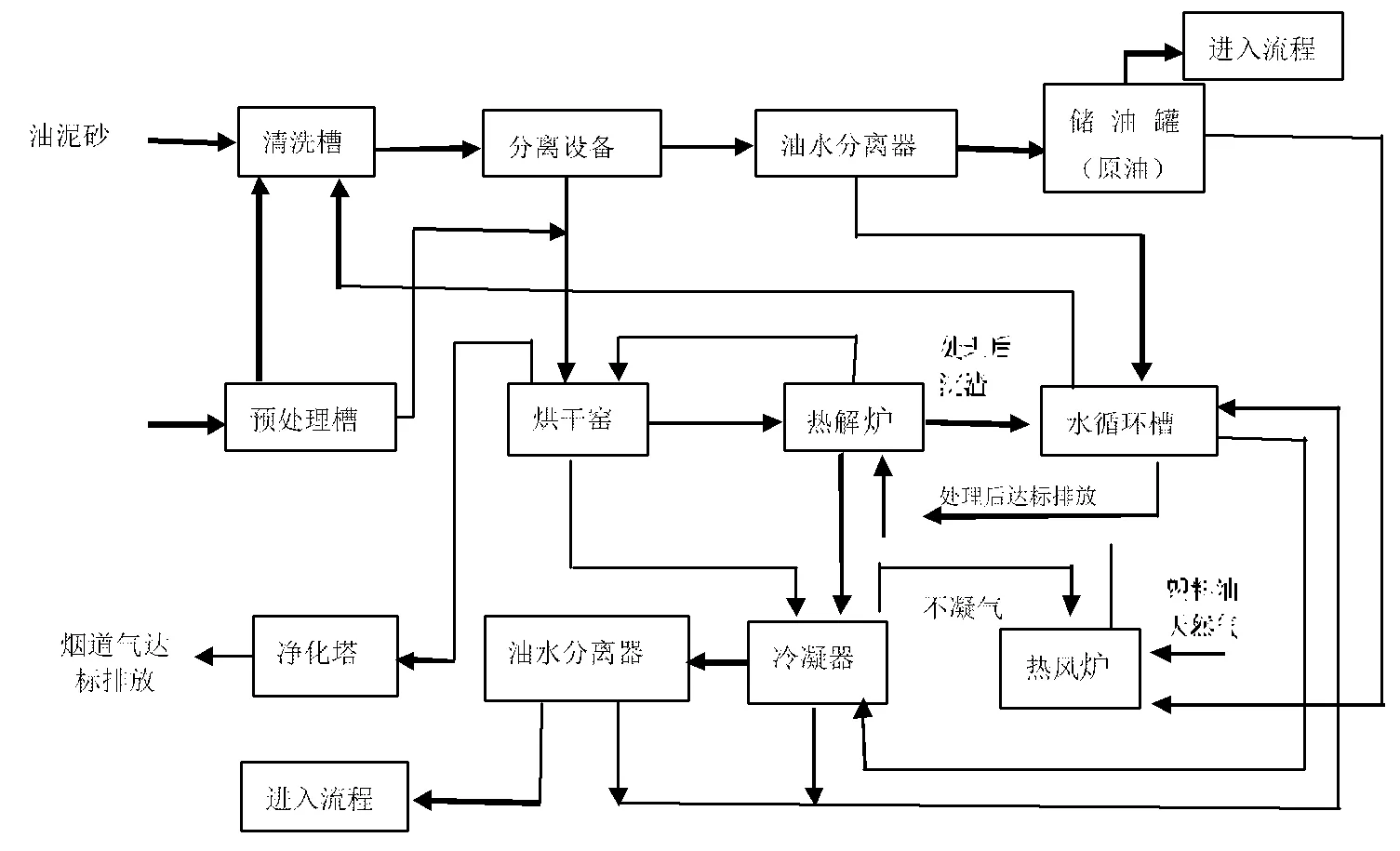
图1 油泥砂处理装置工艺流程示意图
3 “清洗-离心-热解法”装置在油田现场试验情况
3.1 “清洗-离心-热解法”装置参数优化
3.1.1 热解温度参数优化
根据前期单体试验时优化的设备参数,将清洗离心处理的油泥含水量控制在45%以内,含油率控制在7%以内,然后经过离心机一、二级出料螺旋将处理后油泥输送至热解进料螺旋中,然后进入热解装置进行热解,烘干炉和热解炉压力控制在10kPa左右,根据不同的热解温度和处理时间,含油污泥热解残渣含油率结果如表1所示。
通过清洗离心后的油泥,无论是含水率还是含油率,都比之前降低很多,从一定程度上降低了热解设备的运行负荷,通过表可以看出,经过清洗离心后的油泥进入热解后,在相同参数下,可以处理更多的进料。
3.1.2 炉内压力参数优化
当温度为510℃,进料量小于50t/d,炉内压力对含油污泥热解后残渣含油率影响结果如表2所示。
由表可以看出,当处理清洗离心后的油泥,温度在510℃,进料量小于等于50t/d时,炉内压力在5~15kPa之间都达到出料正常的要求,这样在一定程度上增大了对炉内压力的变化范围,当炉内压力保持在15kPa左右时,部分设备的运行负荷可以相对降低。

表1 反应温度及时间对热解残渣的影响

表2 炉内压力对热解设备运行的影响
“清洗-离心-热解”组合工艺中当清洗离心减量化装置稳定运行时,可保障油泥沙含水率<45%、含油率<7%,降低了热解装置运行负荷,热解装置在热解温度510℃、进料量<50t/d、炉内压力在5~15kPa时,处理后油泥沙含油率均可以小于0.3%,达到项目指标要求。
3.2 “清洗-离心-热解”法处理油泥砂成本核算
本试验是结合前期对单体设备优化参数后进行的,正常连续运行时间6天,平均每天进料约80吨,每天出料约18吨,油泥沙处理费用为178元/吨,成本核算如表3所示。
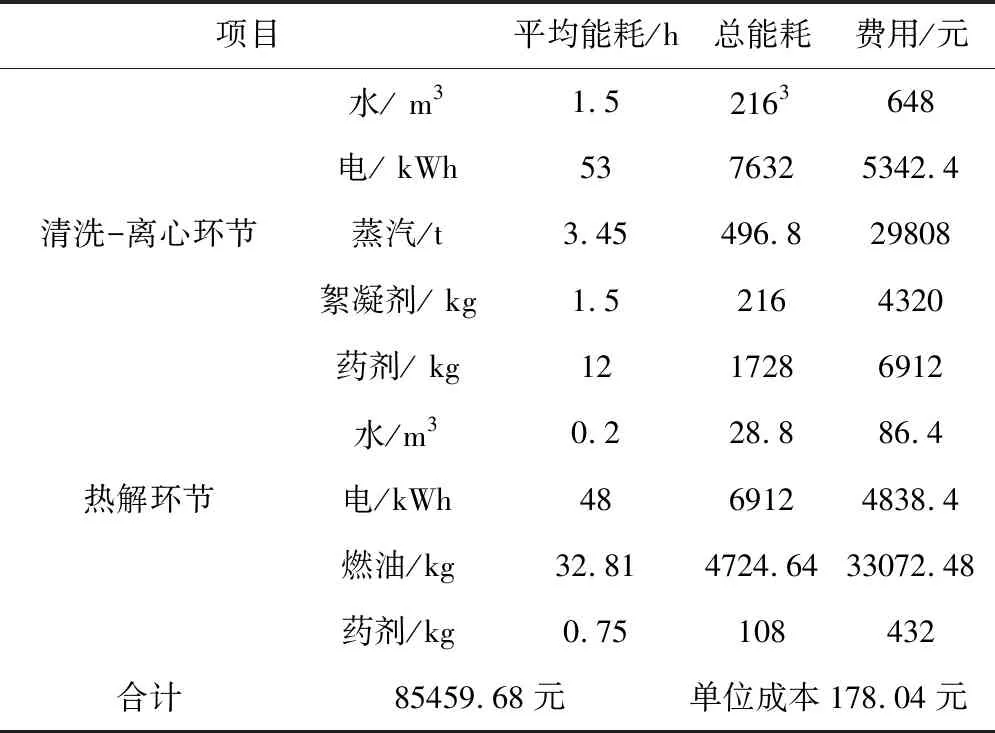
表3 组合工艺成本核算统计表
3.3 “清洗-离心-热解”法处理油泥砂处理后浸出毒性实验
对处理后的油泥砂样品进行浸出液指标(六价铬、镉、汞、砷pH、COD等项目)评价,取理后的油泥砂残渣六批次进行进出毒性实验,评价结果如表4所示。
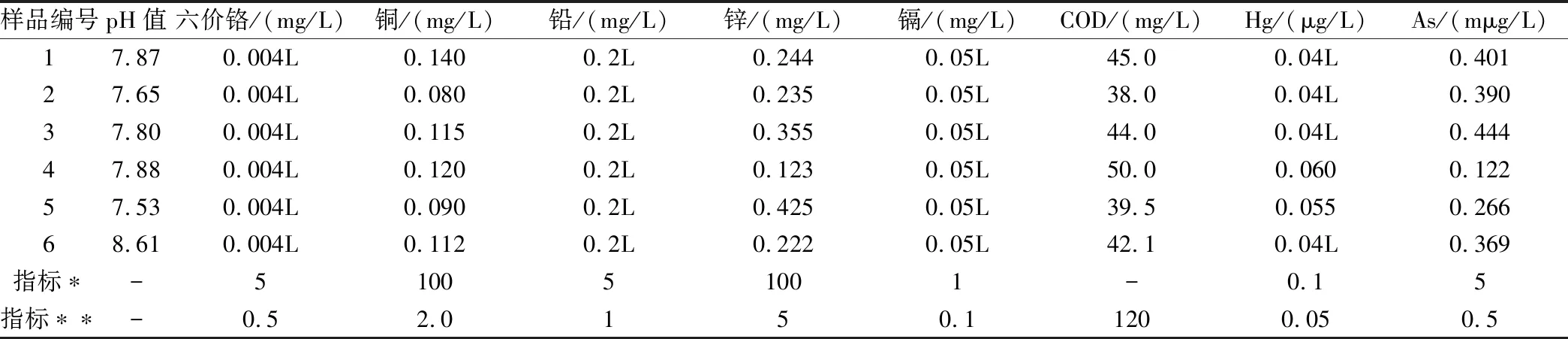
表4 处理后油泥砂残渣浸出液指标
注:*为《危险废物鉴别标准-浸出毒性鉴别》GB 5085.3-2007;**为《污水综合排放标准》GB 8978-1996二级指标。
参照《危险废物鉴别标准-浸出毒性鉴别》GB 5085.3-2007和《污水综合排放标准》GB 8978-1996二级指标标准来看,处置过后的油泥砂残渣浸出液指标均符合标准,本项目中处置后的油泥砂残渣浸出液指标值均较低,可用来进行资源化利用。
4 结论
当清洗离心减量化装置稳定运行时,可保障油泥沙含水率<45%、含油率<7%,降低了热解装置运行负荷,热解装置在热解温度510℃、进料量<50t/d、炉内压力在5~15pa时,处理后油泥沙含油率均可以小于0.3%,达到项目指标要求。“清洗-离心-热解”组合工艺运行成本为178元/吨。由于油泥砂浸出液指标无国家标准可参照,根据对比其他油泥砂浸出液样品值,及参照水基泥浆浸出液的执行标准-《污水综合排放标准》(GB 8978-1996)排放一级标准和《一般工业固体废物贮存、处置场污染物控制标准》(GB18599-2001)及《石油开发废弃泥浆固化质量监测与评定》(Q/SH1020 1908-2014)。本试验中处置后的油泥砂残渣浸出液指标值均低于以上标准,故可用来进行资源化利用。
