ASME PCC-1—2013《压力边界螺栓法兰连接安装指南》的解析
2019-11-26
(华东理工大学 机械与动力工程学院,上海 200237)
0 引言
ASME PCC -1—2010《压力边界螺栓法兰连接安装指南》(以下简称指南)的解析一文[1]曾对2010版指南进行详细解析,为国内螺栓法兰安装工作提供了指导。一般情况下,螺栓法兰接头服役环境往往复杂而多变,温度与压力均会随工况波动而变化,由此引发螺栓法兰接头泄漏事故时有发生[2-5]。
据统计[6],每年由法兰接头泄漏造成的直接经济损失高达上亿美元,其中对法兰安装缺乏有效的管理是法兰在使用过程中发生泄漏的一个最重要原因[7]。基于法兰接头正确安装重要性的考虑,ASME于2013年更新《压力边界螺栓法兰连接安装指南》[8]考虑国内仅有文献[1]对2010版指南[9]的解析,而2013版指南发布至今数年尚无相应介绍,亦无相应的螺栓法兰装配质量控制规范出台,因此在文献[1]基础之上,本文对2013新版指南修订内容进行介绍及探讨,为国内相关单位提供参考。
1 关于ASME PCC-1—2013的简介
长久以来,压力设备投入使用后如何进行检查管理一直缺乏相应的标准,为解决这一问题,美国机械工程师学会(ASME)于1993年成立特别工作组(Ad Hoc Task Group on Post Construction)。根据该工作组的建议,压力技术规范和标准委员会于1995年成立建设后委员会(Post Construction Committee,PCC)负责拟订关于在役压力设备和管道的检查和维修等方面的标准。其中,PCC-1为《压力边界螺栓法兰连接安装指南》,旨在提供适用于新的和在役螺栓法兰连接装配的指导;PCC-2为《压力设备和管道的维修》,为用户提供维修方案上的指导;PCC-3为《基于风险方法标准的检验方案》,提供设备检验方案方面的指导,以期在装配、安装、检查、操作或维护过程中及时发现缺陷。PCC-1指南于2000年[10]首次出版,第二版于2010年1月14日被ANSI批准为美国国家标准,第三版于2013年8月12日被ANSI批准为美国国家标准。相较于2010版,新版指南主要针对螺栓法兰连接从业人员装配资质(附录A)以及目标扭矩的计算公式(附录J)进行部分更新。
1.1 ASME PCC-1—2013内容概要
指南内容主要包括两大部分:正文及附录。其中,正文部分针对应用螺栓法兰接头的整个过程中所涉及的检查、校验、安装、拆卸工作提出具体要求,如规定组装前法兰与紧固件接触面之间要进行清理与检查并校验法兰是否对中,在安装完成后进行气密性测试,在拆卸前应进行泄压等,以保障螺栓法兰接头的有效密封以及操作人员的人身安全。
附录则属于对正文内容的进一步补充,正文所涉及的检验、安装、拆卸技术指标均在附录部分有详细的说明。附录A是螺栓连接装配专业培训与认证规范;附录B介绍了指南中所使用的术语;附录C和D给出各种垫片接触面的推荐粗糙度以及允许缺陷深度;附录E提出法兰对中检验的具体操作方案;附录F给出传统紧固顺序的替代方案;附录G是对螺栓安装服务承包商的介绍;附录H提供了螺栓根部和拉伸应力面积信息;附录I介绍螺栓拧紧的弹性交互作用;附录J 和K分别介绍了两种目标扭矩计算公式;附录L提供了ASME B16.5法兰螺栓信息;附录M对整体硬化螺栓垫片的使用和购买提出技术要求;附录N是关于螺栓重复使用的指南;附录O提供安装所需螺栓预紧力的计算方法;附录P提供法兰接触泄漏故障排查的指南。
2 新版指南的修订目的
2.1 规范完善指南体系
添加附录B作为术语说明附录,以阐述相关专业词汇以帮助用户理解指南内容。此外,在调察大量用户应用指南的过程时发现,用户经常对指南中的一些表述存在理解偏差[11]。为避免这一现象,ASME对前版指南中的一些表述做出修订,以提高用户对于指南相关要求的理解,如附录D中将法兰表面粗糙度的允差表述更新,表明附录D-1中所列出的表面平整度限制适用于法兰面的每一个22.5°范围,而不只是法兰面的整个圆周,过去的表述经常使用户认为只要垫片在整个圆周上满足平整度的要求即可,这种理解是存在偏差的;附录O中对文献引用错误进行修正,将WRC528更正为WRC538。
2.2 吸取过往经验教训
大量的工程实践经验表明,接头装配质量控制规范的存在能够有效降低泄漏事故发生的概率。因此ASME对指南内容进行多处修订,旨在提高螺栓法兰安装质量,降低法兰接头发生泄漏的风险,如指南正文14.2节“接头装配记录”新增数项内容,以督促操作人员保证安装质量;附录A提出法兰装配人员的培训以及资格认证要求来保障螺栓法兰接头的安装工作。基于工程实践经验调整附录J中扭矩计算公式,将原公式替换为与欧盟标准EN 1591-1[12]相一致的经验公式。
3 新版指南的修订内容讨论
3.1 规范化螺栓法兰接头装配工作
在新版附录发布之前,国际上尚无统一标准来规范化螺栓法兰安装工作,仅少数国家制定了相关从业人员需遵守的标准,如在英国石油和天然气行业中,从业人员需遵守ECITB MJI标准[13],在挪威海上工业中,从业人员须遵守OLF118标准[14]。为确保螺栓法兰接头的安装质量,新版指南对螺栓法兰安装所涉及的操作与管理提出具体要求。事实上,将装配资格认证标准化的想法于2005年就被纳入ASME PCC-1的更新议程,然而由于认证机构在ASME内未获得批准与创建,附录A未能随2010版指南进行发布[15],2012年,Warren Brown[16]曾专门针对国际上现存的螺栓装配人员资质认证方案进行评估,认为要扩大螺栓连接装配资质认证的传播范围,则ASME PCC-1中关于该方面的内容必须继续改进。2013年,Robert Noble[17]在当年的ASME PVP会议中介绍了欧洲关于螺栓接头结构完整性管理指南的标准发展情况,同年,ASME正式于PCC-1提出新版附录A,为制定统一的培训和认证螺栓连接装配人员标准提供了指导。
3.1.1 螺栓连接装配专业培训与认证(附录A)
附录A将螺栓装配从业人员分为三类:安装工程师、高级工程师以及培训教员,并对每一等级的工程师提出包括培训、资格认证与责任范围的具体要求,不同等级的工程师将肩负不同的责任、保障螺栓接头的装配质量。
其中,螺栓连接装配的基础培训主要有:(1)螺栓伸长原理;(2)螺栓载荷和垫片应力;(3)垫片和密封的功能;(4)垫片类型及其局限性;(5)螺栓类型及其限制;(6)正确识别接头部件;(7)人工拧紧螺栓接头培训;(8)使用指定润滑剂的重要性;(9)扭矩控制技术;(10)螺栓拧紧设备的校准和维护;(11)检查和报告缺陷或故障;(12)连接接头的准备程序;(13)垫片处理,预备与安装;(14)接头组装信息的来源;(15)接头的安全拆卸和组装;(16)接头组装程序;(17)确保正确使用接头部件;(18)质量保证程序,资质和记录的重要性;(19)接头拆卸。
在基础理论培训外,为取得螺栓装配资质认定,还需进行实践操作以加深对理论知识的理解。为确保安装工程师具有足够的行业经验,附录A还规定取得各等级装配工程师资质所需从业时间的具体要求,规定考核安装工程师最少具备连续半年螺栓安装的从业经验,高级工程师以及培训教员则需要2年以及4年的从业经验,此外,所取得的资格每3年都要进行重新认证。为保障资格认证工作的有效进行,附录A规定对于上述资格认证要有专门的考核机构承担发证工作。考核机构要能够进行操作考试并具备相关的演示设备,以确保资质培训的质量。
需要明确的是,附录A的目的是为螺栓连接装配从业人员的培训、认证提供保障,我们要充分认识到,在装配过程中并不是每个操作工都需要该资质。事实上,在一个装配团队中只要有一个或两个认证的装配工程师的参与即可保证接头的安装质量,实现附录A的修订目的。在遵守指南附录A培训资质认证的前提下,螺栓接头的装配质量必能得到很大的改善,从源头降低螺栓接头发生泄漏的风险。
3.1.2 关于接头组装记录的新要求(指南正文 14.2节)
当接头装配管理不善时,泄漏原因的排查工作将难以进行,此时往往是供应商和装配工互相推诿责任,而他们中的任何一方都没有足够证据表明泄漏原因。然而事实上,螺栓法兰接头的泄漏多半是由人为操作不当所引发[18],为强化操作人员的责任意识,保障接头质量,指南在正文14节要求接头组装记录应包括如下内容:(1)接头位置或标志;(2)接头种类和尺寸;(3)法兰、紧固件、螺栓垫片(包括螺母或垫片承载表面)和法兰垫片的规格和条件;(4)日期(装配、拆卸、压力试验等);(5)装配工人的姓名;(6)监管或负责人的姓名;(7)拆卸方法;(8)拆卸困难项;(9)泄漏历史;(10)使用的螺栓、螺母和垫片;(11)平整度测量;(12)使用的组装顺序和拧紧方法;(13)未预料到的问题及其解决方案;(14)工具参数;(15)工具使用或安全问题;(16)关于后续组装顺序和接头维护修理的建议。
通过以上信息,维护人员在后期对相关接头进行检修时即可快速地识别接头的连接状态,在发生泄漏时也可根据记录文件明确各方责任。此外,在根据记录所提供的信息进行拆卸检查时,操作人员可以方便地选择拆卸工具,更换相关零部件,有效地规避拆卸过程中可能出现的困难与风险。
近年来,通过应用附录A控制组装人员的专业水平,并由组装记录手段提升其责任意识,工厂发生泄漏事故的数量日趋减少[19]。然而相较之下,我国目前尚无针对螺栓接头组装的质量控制规范,大量的螺栓法兰接头安装质量仍得不到保障,因此,我国相关部门应尽快提出切实可操作的标准规范,从业人员也应提高关于螺栓连接安装质量对法兰密封结构完整性影响的认识,共同确保螺栓连接的装配质量,从源头上降低各处接头发生泄漏的风险。
3.2 金属环垫片(RTJ)和透镜式垫片(附录F-3)
在高温高压的状态下,软垫片将无法满足接头的密封要求,这时往往要使用金属环垫片或透镜式垫片来进行密封,然而目前针对金属环垫片的研究很少[20]。因此,在应用金属环垫片时紧固方法往往是根据经验而定[21],然而金属环垫片和透镜式垫片的密封效果对法兰对中与否,轴向位移程度十分敏感,应用于大尺寸法兰(>DN300)时更是如此,文献[22]中特别强调尺寸公差、表面光洁度以及硬度对金属环垫片密封性能的影响,指出即便微小的误差也可能引发接头严重的密封问题。
2013版指南新增附录F-3节关于金属环垫片以及透镜式垫片的讨论,为降低法兰对中程度以及轴向位移对该类垫片密封性能的影响,指南推荐使用螺栓组拧紧法进行安装,此方案通过在装配过程中同步拧紧多个螺栓,降低弹性交互作用对垫片应力分布的影响,并在紧固过程中对法兰面之间的间隙实时测量、确保垫片正确安装,这一举措既能够减少安装工作量,还可以降低弹性交互作用的影响,使垫片上的应力分布更加均匀,从而实现接头的有效密封。
近年来,伴随石油化工行业的发展,需要在高温、高压工况下服役的设备越来越多,金属环垫片和透镜式垫片以其耐高温、耐高压的特性获得广泛的应用,但是在现场安装时的质量一直得不到有效保障[23]。国内相关部门应在结合工程实践经验以及新版指南附录F-3节提出的意见的基础上,尽早提出安装质量控制规范,切实保障相关接头的密封可靠性。
3.3 螺栓目标扭矩计算方法的修订(附录J)
3.3.1 几种不同的目标扭矩计算公式
垫片实现有效密封应力的范围往往比较广,所以对目标扭矩进行精确计算往往是不必要的。大量的工程实践表明,目标扭矩能否准确施加很大程度上受接触面摩擦状态的影响[24],而摩擦状态受制造公差、螺纹新旧程度、螺母尺寸以及接触面间润滑状态等因素影响难以确定,在施加过程中也会受到各种因素的影响[25],文献[26]报道国内螺栓安装应力的误差甚至在20%以上,因此,相较于精确计算目标扭矩,确保所施加的扭矩和目标载荷一致对螺栓接头的有效密封更重要。
基于以上考虑,指南在2013年版附录J中将目标扭矩的计算公式(1)更改为式(2),一定程度上对目标扭矩T的计算进行简化[27]。
(1)
式中T——目标扭矩,N·mm;
F——目标载荷,N;
dn——螺栓承载面直径,mm;
fn——螺栓与法兰间的摩擦系数;
d2——节圆直径,mm;
f2——螺纹摩擦系数;
α——牙型角,(°);
λ——螺纹升角,(°)。
(2)
式中F——目标螺栓拉力载荷,N;
p——螺距,mm;
μt——螺纹的摩擦系数;
d2——节圆直径,mm;对于公制螺纹,
d2=d-0.6495p;
β——牙型角,(°);
De——螺母面的有效承压直径,mm;
μn——螺母面或螺栓头的摩擦系数。
对于公制螺栓,式(2)代入常数可以简化为:
(3)
式中 0.16p——拉伸螺栓的扭矩,N·mm;
0.58μtd2——克服螺纹摩擦的扭矩,N·mm;
Deμn/2——克服表面摩擦的扭矩,N·mm。
式(3)为VDI 2230—2015[28]标准中规定拧紧力矩的计算公式,该标准是全球通用的紧固件计算标准,至今已发展30余年。式(1)理论公式,形式复杂但结果准确,式(3)与式(1)相比得到极大简化,其有效性在工程应用中也已得到广泛验证。
此外,在附录K中还介绍了计算目标扭矩T的螺母系数法,形式如下:
(4)
式中K——螺母系数,一般比μn大0.04;
D——螺栓公称直径,mm;
F——目标螺栓力,N。
3.3.2 关于新旧目标扭矩计算公式的讨论
为比较不同目标扭矩计算公式之间的差异,选取DN80,Class300规格法兰在常温工况下进行计算,设计压力5 MPa,垫片选自HG/T 20631—2009《钢制管法兰缠绕式垫片》[29],相关许用参数取自API 660[30],讨论不同扭矩转换公式计算结果的差异,计算参数如表1,2所示。
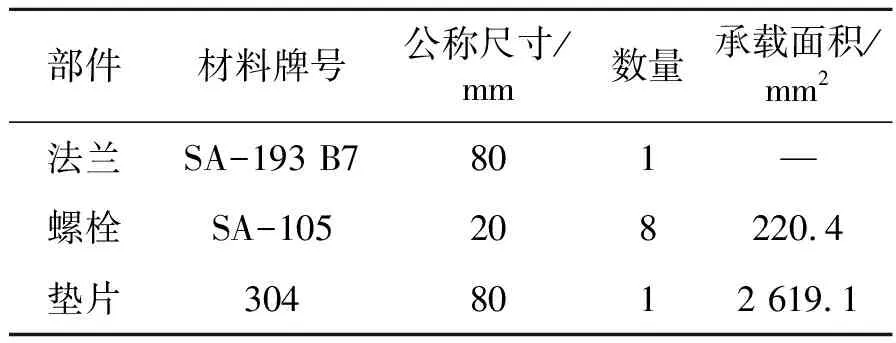
表1 螺栓法兰参数
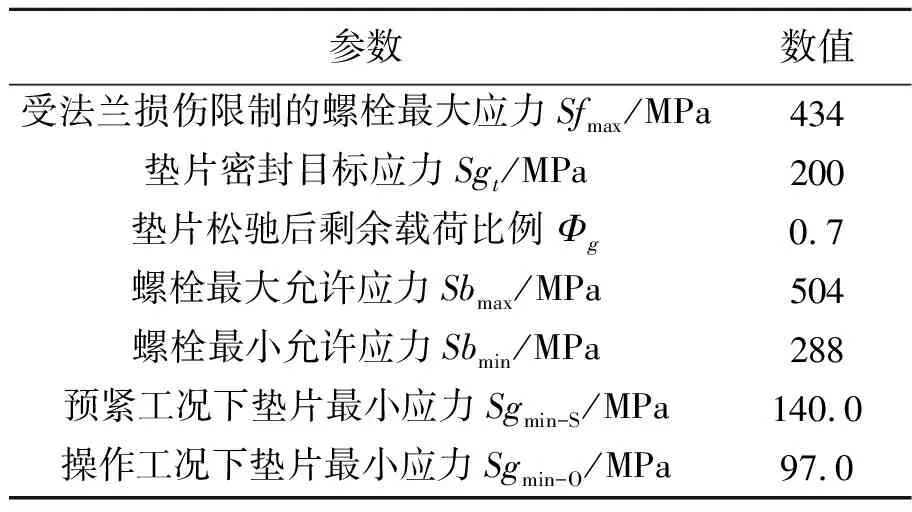
表2 垫片螺栓许用应力
依据指南附录O《螺栓安装应力的计算》中所列方法,计算流程见表3,校验流程见表4。

表3 螺栓应力计算流程
注:Sbsel:密封所需螺栓力,MPa;Ag:垫片承载面积,mm2;nb:螺栓数量;Ab:螺栓承载面积,mm2

表4 螺栓应力校验流程
注:Pmax:最大设计压力,MPa;GI.D:垫片外径,mm;θgmax:工作温度下垫片最大偏转角,(°);θfmax:螺栓许用应力下法兰最大偏转角,(°)
由表3,4计算并校验可得安装所需的螺栓应力为297.08 MPa,由Fbsel=SbselAb可得:Fbsel=65 476 N,即螺栓所需预紧力为65 476 N,以此预紧力对各目标扭矩计算公式进行比较说明。
查取螺栓计算手册[31]及指南附录H,相关参数如表5所示。

表5 M20-2.5公制螺栓尺寸参数
不同摩擦系数取值的各公式计算结果如表6和图1所示。误差统计见表7,其中误差统计以原扭矩计算公式结果为基准。

表6 不同目标扭矩公式的计算结果 N·m
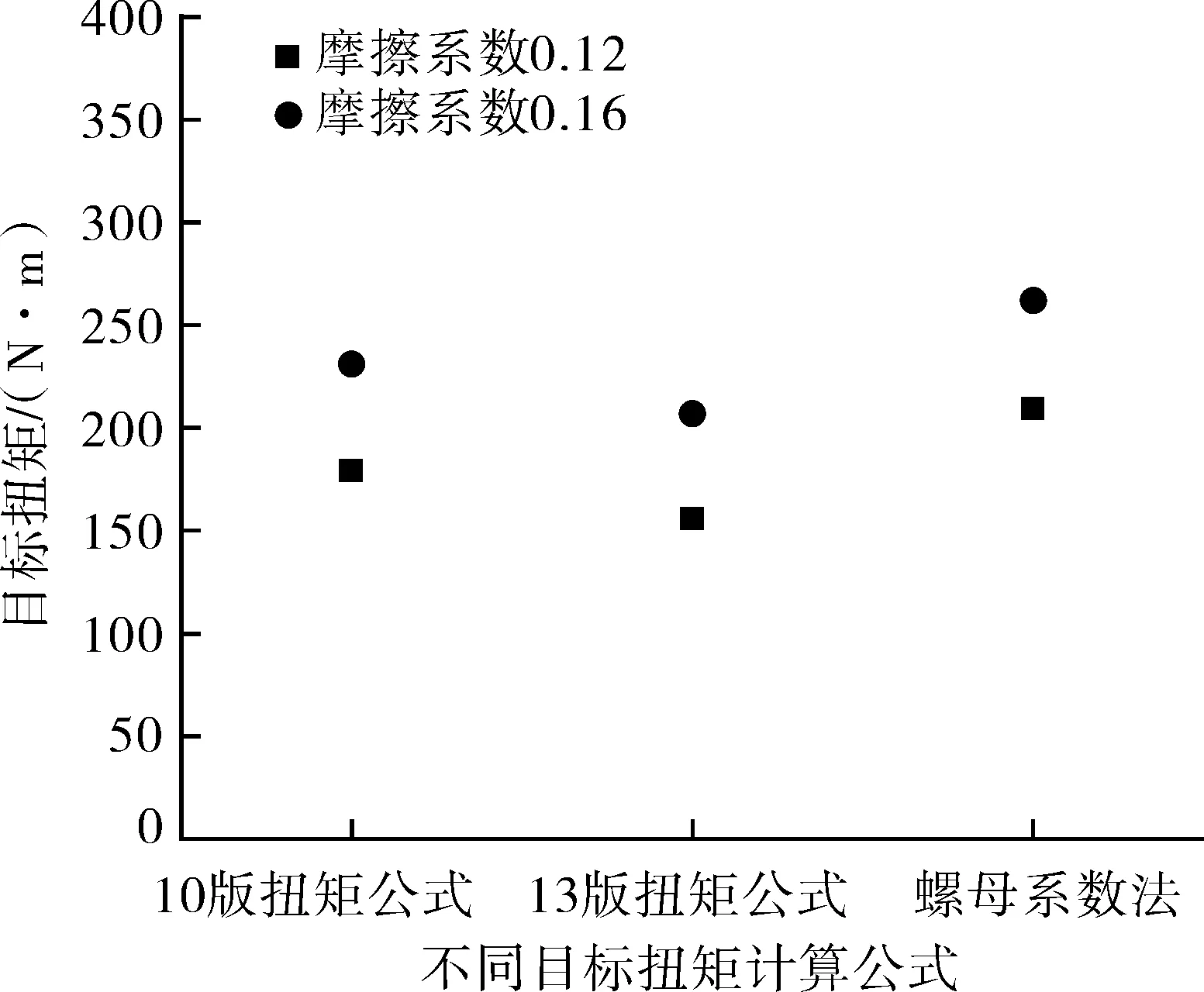

图1 不同扭矩公式计算结果差异
由图1可以看出,当采用相同的计算公式时,不同取值的摩擦系数对计算结果的影响很大。以理论公式为例,若以不同取值的摩擦系数计算目标扭矩所得结果的平均值为基准,两次计算结果之间误差达25%,而对不同扭矩转换公式的计算结果进行比较可知,摩擦系数取值无论是0.12还是0.16,三者之间的计算结果误差均在15%以内,其中新版目标扭矩计算结果值均低于旧版10%左右,相比扭矩施加过程所产生的误差(>20%)完全在可接受范围内。
由以上分析可知,摩擦系数对计算结果的影响要比不同目标扭矩计算公式的选取对计算结果的影响更大,在保障目标扭矩准确施加的前提下,选用形式简单的公式计算目标扭矩,其结果在工程上是可接受的。在3种目标扭矩转换公式中,附录K所述螺母系数法形式最简单,计算量最小,旧版目标扭矩计算公式形式最复杂,计算量最大,因此,基于计算量与工程实践适用性考虑,附录K中的螺母系数法最为方便,这也是我国将螺母系数法作为目标扭矩计算首选方案的原因之一。
4 结语
螺栓法兰连接在压力容器与管道中应用广泛,如何确保螺栓法兰接头的正确安装对压力容器与管道设置的安全运行具有重要意义。本文对ASME PCC-1—2013的修订内容进行介绍,其修订的主要目的在于促进提高螺栓接头的安装质量,如新增数项螺栓接头组装记录内容、用以督促组装人员提高其责任意识,于附录A中提出认证螺栓法兰装配人员的操作资质的具体要求,用以规范化螺栓安装从业人员资质认证工作,将附录J中螺栓目标扭矩的计算公式进行简化,都是为了人们将更多的精力放在螺栓接头装配的工作上。ASME PCC-1—2013的出版为规范化螺栓法兰安装从业人员做出了巨大贡献,可以预见的是,在通过指南附录A要求的资质认证的专业安装人员的操作下,由安装质量所引起的法兰接头泄漏情况将得到显著的改善。针对螺栓安装人员的培训,欧盟也提出了自己的规范EN 1591-4[32],而国内目前尚无针对螺栓法兰连接装配从业人员操作资质考核的具体规范,国内大量的螺栓接头安装质量仍得不到有效保障。因此,就如何确保螺栓连接装配作业的质量应当引起国内相关部门、企业的重视与研究,并尽快提出相应的标准以规范安装操作,确保螺栓法兰接头的密封可靠性。